|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Установка и настройка делительной головки и задней бабки
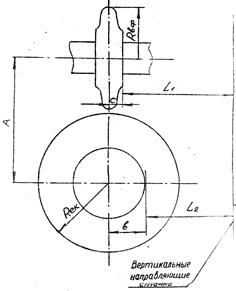
Делительная головка и задняя бабкаустанавливаеттся посередине стола станка, чтобы не было ассиметричного нагружения и, кроие того, оси их центров должны совпадать. Совмещения осей задней бабки и делительной головки можно произвести с помощью целительной оправки и индикатора чсаового типа. Для этого оправку устанавливают в центрах, а магнитную стойку с индикатором размещают на хоботе станка или вертикальных направляющих. Установив ножку индикатора в горизонтальной, а затем вертикальной плоскости перемещением стола в продольном направлений, определяют, с какой точностъю установлены задняя бабка и делительная головка, после окончательной установки и закрепления делительной головки и задней бабки, если нужно, устанавливают поддерживающий люнет. Обработку можно производить при закреплении заготовки в патроне или в центрах. Фреза устанавлизается на оправке так, чтобы плоскость симметрии профиля находилась в средней части стола. После установки фрезы и заготовки их следует выставить таким образом, чтобы плоскость симметрии профиля фрезы совпадала с вертикальной осевой плоскостью заготовки. Для этого нужно замерить толщину фрезы и диаметр оправки или самой заготовки и вычислить размерыL1 и L2 (рис.8).
Рисунок 8 – Установка фрезы и заготовки
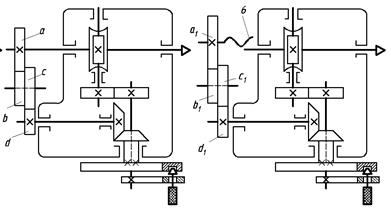
После этого за счет поперечного перемещения установить размеры так, чтобы выполнялось условие L1+C=L2+8. После этого следует определиться с методом деления. Универсальная делительная головка предназначена для окружного деления заготовки на равные и неравные части. Она позволяет производить непосредственное, простое и дифференциальное деление. Непосредственное деление Метод непосредственного деления применяют при делении окружности на 2, 3, 4, 5, 6, 8, 10, 12, 15, 18, 24, 30 и 36 частей. При непосредственном делении отсчет угла поворота осуществляют по градуированному на 360" диску с ценой деления 5. Нониус позволяет выполнять этот отсчет с точностью до 5', Угол а, град, поворота шпинделя при делении на z частей определяют по формуле: α =3600/z, (13) где z — заданное число делений. При каждом повороте шпинделя головки к отсчету, соответствующему положению шпинделя до поворота, сдедует прибавить величину, равную значению угла а, найденному по формуле (13). При непосредственном делении однозаходный червяк К (Рис. 9, б) поворотом валика поз. 6 (Рис. 9, а) выводят за зацеплнения с червячным колесом N (рис. 9, б6). После этого выводят фиксатор 9 из диска 8 и вручную за обрабатываемую заготовку или за диск 4 делительной головки поворачивают шпиндель. Отсчет поворота производят при помощи отверстий на тыльной стороне диска. Еслиуказанный метод деления неприемлем, то применяют простое деление.
а
б в Рисунок 9 – Схема установки (а), делительная головка (б) и схема простого деления (в) Простое деление Универсальная делительная головка (см. рис. 9, в) обеспечивает простое деление на z равных частей, которое выполняют вращением рукоятки 11 относительно неподвижного диска 8 согласно следующей кинематической цепи: 1/z=np(z1/z2)(к/N), np- число оборотов рукоятки; N- характеристика головки (обычно N=40). Тогда: В — число отверстий на одной из окружностей делительного диска. Сектор 10 (см. рис. 9, б) раздвигают на угол, ссответствующий числу А отверстий, и скрепляют линейки. Если левая линейка раздвижного сектора 10 упирается в фиксатор 9 рукоятки 11, то правая совмещается с отверстием, в которое нужно при очередном повороте ввести фиксатор, после чего правую линейку упирают в фиксатор. Пример 1. Если нужно настроить делительную головку для фрезерования зубьев цилиндрического колеса с Z= 100, при характеристике головки N=40, то получаем: Следовательно, используют окружность делительного диска с числом отверстий В=30, а раздвижной сектор настраивают на число отверстий А = 12. При простом делении колеса гитары делительной головки a-b-c-d сняты, а шпиндель и заготовку поворачивают на заданный угол вращением рукоятки. Зa один оборот рукоятки шпиндель поворачивается на угол соответствующий 1/40, так как червяк k однозаходный, червячное колесо N имеет 40 зубьев, а передаточное отношение колес Z1 и Z2 равно единице. Для облегчения операции деления на оси делительного диска находится сектор с двумя раздвижными планками, которые устанавливают на угол, соответствующий числу промежутков nр. Число отверстий между раздвижными планками сектора, считая и то, в котором находится фиксатор, будет равно nр+1. Пример 2. Пусть Z = 35, тогда: 40 · k 8 · k nр = ——— = ———. 35 7 Выбрав k = 49, находим:
8 · 49 nр = ——— = 56. Следовательно, рукоятку необходимо повернуть на 56 промежутков по окружности, имеющей 49 отверстий, что соответствует: N 40 1 nр = ——— = ——— =1— Z 35 7 В случаях, когда нельзя подобрать делительный диск с нужным числом отверстий применяют дифференциальное деление.
Дифференциальное деление
Если нельзя подобрать на делительном диске 14 число отверстий, которое позволяло бы получить целое число промежутков Д, то следует выбрать приближенное число зубьев колеса Zn , близкое к заданному, но позволяющее получить целое число К. N · K D = ———. (17) Z n Для устранения ошибки в делении, т.е. для получения заданного числа зубьевZ, а не Zn, шпиндель следует повернуть дополнительно. Для этого устанавливают гитару сменных колес а, b, c, d, через которую шпиндель соединяется с делительным диском. Чтобы диск 8 свободно поворачивался, стопорная защелка 6 отводится (см. рис. 9, б). Фактически рукоятка поворачивается относительно диска на угол α, а сам диск при этом поворачивается на угол b. Повороом рукоятки на угол α → 40/Zn, обеспечивается поворот диска на угол: 1 а с b → — · — · —. Z b d
Тогда действительный поворот шпинделя головки будет равен: 40 40 1 а с — = — + — · — · — = α. (18) Z Z n Z b d
Отсюда находим передаточное отношение сменных колес гитары: а с 40 Uz = — · — = — (Z n - Z) b d Z n Желательно приниматьZn> Z , так как при этом условии делительный диск и рукоятка будут вращаться в одну сторону и не потребуется ставить дополнительное промежуточное колесо в гитару (реверс). Пример. Настроить делительную головку на нарезание колеса Z = 71. ПринимаемZn =72. ВыбираемК = 54. 5 · 54 D = —— = 30. Фиксатор устанавливаем на окружность с К = 54. Определяем передаточное отношение сменных колес гитары: а с 40 40 Uz = — · — = — (Z n - Z) = — (72 - 71) = b d Z n72 40 4 · 10 40 100 = — = ——— = — · ——; 72 8 · 9 80 90 a = 40; b = 80; c = 100; d = 90. Устанавливаем сменные колеса гитары, вводим их в зацепление. Поворачиваем рукоятку на 30 промежутков, т.е на 31 отверстие в растворе планок сектора и деление будет произведено. |
Последнее изменение этой страницы: 2017-05-11; Просмотров: 934; Нарушение авторского права страницы