
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
КЛАССИФИКАЦИЯ, УСТРОЙСТВО, РАБОТА И КОНСТРУКЦИИ ПЕСКОМЕТОВСтр 1 из 11Следующая ⇒
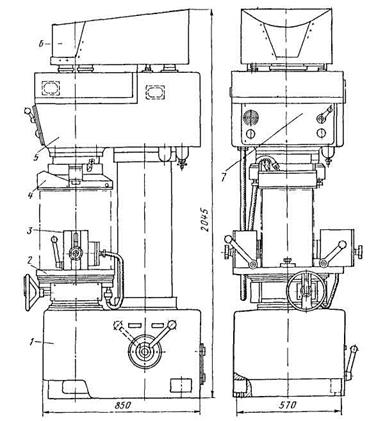
ПРИМЕРЫ КОНСТРУКЦИЙ СТЕРЖНЕВЫХ МАШИН Пескострельный стержневой полуавтомат мод. 2Б83 предназначен для изготовления средних по массе стержней из песчаных смесей с пределом прочности во влажном состоянии до 30 кПа. На колонне станины 1 (рис. 10.4) смонтирован механизм дутья 5 с вибропитателем 6. Стержневой ящик с вертикальным или горизонтальным разъемом ставится па стол 2, предварительно отрегулированный на нужную высоту. При включении машины стержневая смесь, находящаяся в вибрируемом лотке вибропитателя 6, сползает в приемную воронку механизма дутья 5 и заполняет гильзу, установленную внутри механизма дутья. Затем нажимается пусковая кнопка, расположенная на пульте управления 7, вибратор питателя включается, и шибер механизма дутья 5 перекрывает впускное отверстие гильзы. Одновременно зажимы 3 соединяют стержневой ящик (при вертикальном разъеме ящика), а стол 2 прижимает его к насадке 4. Далее в гильзу со смесью подается сжатый воздух, и смесь через вдувное отверстие в насадке «выстреливается» в стержневой ящик. После заполнения ящика и уплотнения смеси подача воздуха прекращается, а оставшийся в гильзе воздух выбрасывается в атмосферу. Затем стол опускается, ящик разжимается, шибер открывает отверстие гильзы, и начинается подача смеси в механизм дутья. Стержневой ящик снимается со стола машины, из него извлекается стержень, и цикл повторяется. Прижимной стол (рис. 10.5) при регулировании его высоты поднимается с помощью маховика 1, посаженного на червяк 2. При вращении маховика червяк поворачивает колесо 4 и винт 3, который, выходя из неподвижной гайки станины (на чертеже не показано), поднимает стол. Стол при этом не вращается, так как он зафиксирован относительно станины специальным выступом и направляющими планками. Для прижима стержневого ящика воздух подастся по трубе, проходящей внутри полого винта 3, под мембрану 6. Мембрана поднимает поршень 7 и плиту 8 относительно корпуса на высоту до 15 мм. Максимальный ход прижима зависит от положения гайки на винте 5.
Рис. 10.4. Пескострельный полуавтомат мод. 2Б83
Рис 10.5. Прижимной стол пескострельного полуавтомата мод. 2083
Рис 10 6 Механизм дутья пескострельного автомата мод. 2Б83
Основой механизма дутья (рис 10.6) служит траверса 1, устанавливаемая на колонне станины. Сверху на траверсе крепится крышка 2, закрывающая механизм шибера 3 и прижимающая к нему круглый резиновый амортизатор 4 к амортизатору сверху хомутом 5 крепится горловина питателя. На нижней части траверсы монтируется фланец 10, к которому крепится насадка 4 (см. рис. 10.4). Во внутренней полости траверсы устанавливается гильза 11 (рис 10.6) с прорезями, верхнее отверстие которой перекрывается секторным шибером 3 с отверстием для загрузки. Шибер поворачивается вокруг оси 6, между верхней 8 и нижней 2 крышками, стянутыми между собой болтами 7. В кольцевой канавке нижней крышки 2 установлено резиновое кольцо, прилегающее к шиберу 3 при вдуве смеси благодаря подаче под него сжатого воздуха через каналы в траверсе и нижней крышке. Сбоку траверсы 1 установлен клапан надува и выхлопа; состоящий из собственно клапана 12, укрепленного на полом штоке 14, диафрагмы 16, зажатой между корпусом 15 и крышкой 17, поршня 18 и крышки 9. В исходном положении клапан 12 прижат к седлу пружиной 13 и сжатым воздухом, находящимся в полости траверсы Поршень 18 находится в правом положении, и полость гильзы 11 через внутренний канал штока 14 сообщается с атмосферой. При подаче воздуха в левую полость диафрагмы 16 шток 14 резко отводит клапан 12 вправо, при этом воздух из полостей траверсы и из соеди-
Рис. 10.7. Устройство насадки пескострельного резервуара полуавтомата мод. 2Б83
пенной с ней колонны-ресивера устремляется в полость, где находится гильза 11, и по прорезям в последней попадает внутрь нее, захватывает смесь и выбрасывает ее из сопла насадки. Происходит надув смеси. Одновременно воздух поступает в полость за поршнем 18 и прижимает его к правому концу штока 14, предотвращая этим выхлоп. Для прекращения надува достаточно снять давление с диафрагмы 16 и поршня 18, и вся система придет в исходное положение. Насадка (рис. 10.7), через которую смесь направляется в стержневой ящик, надевается на фланец траверсы и крепится к нему винтами 1 и представляет собой корпус 2, скрепленный с вентиляционной плитой 3. Внутри корпуса вмонтированы конус 7 и втулки 4 и 5. В вентиляционной плите 3 расположены венты 6, через которые воздух из полости стержневого ящика выбрасывается в атмосферу.
Рис. 10.8. Схема стержневой мундштучной машины
Стержневая мундштучная машина (рис. 10.8) состоит из корпуса 5, верхняя часть которого представляет собой приемный бункер для смеси; мундштука 3, соединенного с корпусом накидной гайкой 4, подвижного полого плунжера 6; неподвижного прутка 8, приводного кривошипно-шатунного механизма 7; основания 11, двух опорных кронштейнов 9, 10 и приемного стола 1. При работе машины плунжер 6 заталкивает стержневую смесь и мундштук 3. Вследствие трения смеси о стенки мундштука 3 и пруток 8 в задней части мундштук создается зона подпора, благодаря которой происходит прессование и формирование стержня 2. При выходе из мундштука стержень поступает па приемный стол 1 пли непосредственно на сушильную плиту. Стержни, изготовленные па мундштучных машинах, имеют внутренний вентиляционный канал, образуемый неподвижным прутком 8. Движение плунжеру 6 передается кривошипно-шатунным механизмом 7. Форма и размеры сечения стержня определяются формой и размером мундштука. Круглые стержни изготовляются диаметром 20—100 мм. Производительность мундштучных машин — примерно 10—12 стержней в час. ПЕСКОДУВНО-ПРЕССОВЫЕ МАШИНЫ
Пескодувно-прессовый метод широко применяют в автоматах для получения форм в съемных опоках (безопочная формовка). Автоматические линии безопочной формовки на базе пескодувно-прессового метода уплотнения имеют высокую производительность (более 300 форм в час), а получаемые отливки — высокую точность. Смеси, применяемые при пескодувно-прессовом методе уплотнения, имеют повышенную прочность при сжатии в сыром состоянии (
Рис. 10.20. Схема работы пескодувно-прессового автомата для изготовления безопочных форм
Принцип работы пескодувно-прессового автомата для уплотнения сырых разовых безопочных форм вертикальным разъемом показан на рис. 10.20. Прессовый цилиндр 1, расположенный горизонтально, герметично соединен с пескодувным резервуаром 7. Одна половина модели 3 закреплена непосредственно к поршню 2, а другая половина 4 — на плите 5. Смесь из пескодувного резервуара вместе с сжатым воздухом, поступающим из ресивера 8, вдувается в полость формы (рис. 10.20, а) и прессуется поршнем 2 (рис 10.20, б). Затем корпус 6 перемещается влево, вместе с ним уходит модельная плита 5, при этом происходит вытяжка модели 4. После отхода влево на определенное расстояние модель вместе с плитой 5 откидывается в горизонтальное положение (рис. 10.20, в). При следующей операции поршень 2 проталкивает готовую форму вперед. Полуформа (ком) соприкасается с ранее изготовленной полуформой, и весь ряд полуформ перемещается. Одновременно продолжается загрузка пескодувного резервуара (рис. 10.20, г). Затем следует возврат плиты в исходное положение главным цилиндром (рис. 10.20, д), после чего камера закрывается, и машина готова для повторения цикла (рис. 10.20, е). Последовательность операций осуществляется согласно циклограмме с помощью поворота плоского золотника, имеющего шесть фиксированных положений, соответствующих шести рабочим операциям машины. Поворот плоского золотника в положение следующей операции происходит автоматически. Стержни проставляются специальной поворотной рамой, расположенной сбоку автомата. Стержни, предпочтительно оболочковые, оператор устанавливает в знаки макета формы, закрепленные на поворотной раме. В этом положении они удерживаются благодаря небольшому вакууму. При включении привода рама поворачивается на 180° и подходит к форме вплотную. Затем разрежение снимается, и через каналы, использованные для создания вакуума, подают сжатый воздух, которым стержни прижимаются и фиксируются в знаках формы, Размеры форм с вертикальным разъемом колеблются от 406 x 508 x 300 до 600x775x400 мм. Смена модельных комплектов на автоматах механизирована. В настоящее время как в пашей стране, так и за рубежом наблюдается тенденция к изготовлению пескодувно-прессовым и вибропрессовым способом более крупных безопочных форм (до 1520х1220 мм). ГЛАВА П. НОВЫЕ МЕТОДЫ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ТРЕБОВАНИЯ К ПРОЦЕССАМ ФОРМООБРАЗОВАНИЯ
В современном литейном производстве предъявляются высокие требования к методам формообразования песчаных литейных форм. Основные из них для метода уплотнения следующие: обеспечение технологически необходимой плотности по высоте формы; высокая производительность процесса и хорошие санитарно гигиенические условия труда; низкая энергоемкость и высокий КПД устройств для формообразования; низкая металлоемкость, компактность и простота обслужи ваши рабочего органа машины, легкость автоматизации; технологическая надежность процесса. Сравнительный анализ традиционных и новых методов уплотнения показывает, что ни один из них в полной мере не удовлетворяет поставленным требованиям. Этим требованиям удовлетворяют комбинированные методы уплотнения. Метод уплотнения обусловливается технологией производства номенклатурой отливок, серийностью и т. д. Существует большое разнообразие как новых, оригинальных, способов уплотнения, так и существующих. Рассмотрим те из них которые в последние годы находят применение на производстве представляются перспективными, а именно: вакуумно-пленочный процесс; импульсные (воздушный, газовый, механический); новые методы прессования (последовательное, гравитационное, лопастное) уплотнение ширококовшовым пескометом; виброударное уплотнение; получение форм замораживанием. ВАКУУМНО-ПЛЕНОЧНЫЙ ПРОЦЕСС
Сущность вакуумно-пленочной формовки (ВПФ) изготовления сухих песчаных форм без связующего заключается в искусственном создании избыточного напряжения сжатия между песчинками, которое определяется величиной вакуума или разницей между атмосферным давлением и давлением в сыпучем огнеупорном наполнителе. Для реализации способа ВПФ применяют специальную
Рис. 11.1. Схема вакуумно-пленочного процесса
модельно-опочную оснастку и синтетическую пленку. Тонкая (0,05— 0,1 мм) синтетическая полимерная пленка изолирует лад и контр-лад формы от проникания в полость формы атмосферного воздуха. Изолированная полость формы вакуумируется, песок уплотняется, и создается прочная форма. Для выбивки достаточно снять вакуум, и форма разрушается, а песок почти полностью идет па повторное использование. Процесс ВПФ выполняют в следующей последовательности (рис. 11.1): модельную плиту 1 с моделью 2 монтируют на вакуумном поддоне 3, полость которого соединена сквозными каналами 4 с поверхностью модельной плиты и модели; затем газовым или электрическим нагревателем 6 нагревают синтетическую пленку 5 толщиной 0,05—0,12 мм до пластичного состояния (рис. 11.1, а); размягченную пленку 5 накладывают на модельную плиту 1 и модель 2, а полость поддона 3 подключают к источнику вакуума; вследствие разности давлений пленка плотно облегает поверхность модельной плиты и модели, точно воспроизводя ее конфигурацию; затем на модельную плиту устанавливают опоку 7, которая через отсасывающие фильтры 8 и воздушный коллектор 9 сообщается с источником вакуума (рис. 11.1, б); в опоку засыпают сухой мелкозернистый наполнитель 10 (песок), уплотняют его кратковременной вибрацией, формуют литниковую чашу накладывают на поверхность полуформы вторую синтетическую пленку и проводят окончательное уплотнение наполнителя вакуумированием объёма опоки (рис. 11.1, в); снимают готовую полуформу, при этом полость вакуумного поддона отключают от источника вакуума, что позволяет легко отделить форму с пленкой от модельной плиты (рис. 11.1, г) вторую полуформу изготовляют аналогичным образом; во время сборки, заливки и затвердения отливки полуформы остаются подключенными к источнику вакуума (рис. 11.1, д); после заливки и охлаждении отливки форму подают на выбивную решетку, где опоки отключают от источника вакуума; отливка 11 остается на решетке, а наполнитель просыпается в бункер (рис. 11.1, е). Преимущества вакуумно-пленочного процесса: не требуется для изготовления формы связующее, следовательно, отпадает необходимость в, смесеприготовительном оборудовании, дорогих связующих материалах; получаемые формы — сухие, следовательно, можно изготовлять тонкостенные отливки с минимальным браком по газовым раковинам; незначительный расход песка (2 %); высокая точность отливок, минимальные уклоны, а в некоторых случаях и с обратными уклонами. К недостаткам можно отнести: повышенный пригар отливок, что ведет к обязательной покраске формы; образование газовых раковин и засора при изготовлении плоских отливок; повышенный расход энергии; повышенную запыленность рабочего места при засыпке песком опоки и при выбивке форм. Этот процесс применяют в основном в мелкосерийном производстве. Вместе с тем ведутся работы по созданию автоматических линий вакуумной формовки для массового производства. ИМПУЛЬСНЫЕ МЕТОДЫ ФОРМОВКИ Воздушно-импульсная формовка состоит в том, что на смесь, находящуюся в опоке, воздействуют кратковременным воздушным импульсом высокого давления. В результате смесь с большим ускорением перемещается в сторону модельной плиты. При встрече с моделью или модельной плитой смесь резко тормозится и уплотняется под действием давления лежащих выше слоев. Верхние слои смеси так же, как и при встряхивании, не уплотняются. Рабочий орган машины — импульсная головка — представляет собой емкость 6 (рис. 11.2) с клапаном 10 внутри и крышкой 8. В нижней части емкости 6 размещен рассекатель воздуха 5 — решетка с большим числом отверстий диаметром 5—8 мм. Технологическая оснастка, как обычно, состоит из модельной плиты 1 и модели 2, опоки 3 и наполнительной рамки 4. В исходном положении клапан 10 прижат пружиной 9 к седлу клапана, выпускное отверстие В перекрыто. После заполнения опоки и наполнительной рамки смесью импульсная головка прижимается к оснастке, и полость А наполняется сжатым воздухом с помощью распределителя 7. Когда давление в полости А достигает заданного, полость соединяется с подпоршневой полостью Б распределителем 7,
Рис. 11.2. Машина для воздушно-импульсной формовки
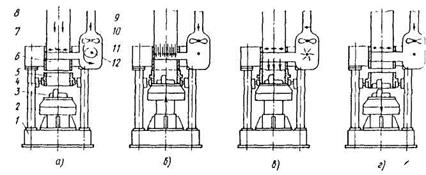
и сжатым воздух быстро поднимает клапан 10, открывая выхлопное отверстие В. Сжатый воздух вначале заполняет полость рассекателя Г, а затем, проходя через отверстие рассекателя, равномерным потоком направляется на смесь. Дефлектор 11 способствует равномерному распределению потока воздуха, выходящего из отверстия В, в полости рассекателя Г. Большая часть отработанного воздуха из полости наполнительной рамки удаляется в атмосферу через специальный клапан 12, выполненный у нижнего фланца наполнительной рамки, а остальной воздух удаляется путем фильтрации через венты 13, расположенные в оснастке. Давление воздуха в ресивере Р и в полости А головки поддерживается специальным компрессором до 7—8 МПа, давление потока воздуха в момент встречи со смесью равно 1,0—1,5 МПа. При перемещении смеси резко увеличивается объем полости прессования, давление над смесью и в полости А снижается до 0,2—0,3 MПa. Длительность процесса 1—3 с. При воздушно-импульсном способе достигается высокое и равномерное уплотнение смеси. Твердость формы со стороны модели составляет 90—95 ед., а на контрладе после удаления неуплотнённого слоя смеси 20—40 мм твердость 70 ед. Преимущества процесса — минимальное время уплотнения, хорошее качество уплотнения, универсальность. Недостатки — повышенный расход воздуха, значительный шум, необходимость специального компрессора и ресивера высокого давления. Газовая (взрывная) формовка. Процесс уплотнения форм и стержней энергией горения газообразных смесей известен давно, но до сих пор не получил широкого распространения несмотря на существенные преимущества. В качестве горючих смесей применяют природный газ низкого давления в смеси с воздухом в соотношении 1:10. Начальное давление газовоздушной смеси в камере сгорания рн = 10 кПа, конечное рк = 0,3-0,5 МПа. На рис. 11.3, а представлена схема газовой формовочной машины. Установка состоит из станины 1, представляющей собой четырех-колонную конструкцию. На верхней траверсе станины расположен прямоугольный бункер. 8 для смеси, в нижней части которого имеется жалюзийный затвор 7, обеспечивающий герметичность камеры. В нижней части бункера 8 расположена наполнительная рамка 6. На нижней траверсе станины установлен гидравлический пресс для поджима модельной плиты и опоки к наполнительной рамке 6.
Рис. 11.3. схема варианта газовой формовочной машины
Усилие пресса обеспечивает падежную герметичность и системе модельная плита—опока—камера сгорания. На прессовом столе закреплена модельная плита с моделью 3. Перед началом засыпки смеси пустая опока 5 покоится на торцовых роликах 4. Сбоку от бункера расположена камера сгорания 10, имеющая в верхней части клапан 9, вентилятор 11, а в средней — запальную свечу 12. Машина работает следующим образом. После подачи пустой опоки 5 на рабочую позицию (см. рис. 11.3, а) стол 2 поднимается вверх и поджимает опоку 5 к наполнительной рамке 6, затем открывается жалюзийный затвор 7 (рис. 11.3, б), и смесь заполняв опоку и наполнительную рамку. После чего жалюзийный затвор закрывается, одновременно закрывается и клапан 9. В камеру 10 подается газ (преимущественно метан) и вентилятором смешивается с находящимся в ней атмосферным воздухом (на рисунке это положение не показано). Газ с воздухом перемешивается 2—3 с, после чего включается зажигание, происходит мгновенное горение («взрыв») газовоздушной смеси (рис. 11.3, в) и выделение значительной энергии. В результате образуется мощный силовой импульс продуктов горения, который и сообщает смеси большую скорость в направлении модельной плиты. При встрече с моделью или плитой смесь тормозится и уплотяняется, причем в нижних частях уплотняется больше, чем в верхних На рис. 11.3, г показан момент опускания опоки на ролики протяжка модели и вентиляция камеры сгорания. Преимущества процесса: высокая производительность и хорошее качество уплотнения, низкий уровень шума (<50 дБ), небольшой расход энергии. Энергоемкость этого процесса формовки в 5—6 раз ниже, чем воздушно-импульсной. Скоростное (ударное) прессование. Наиболее простой вариант этого процесса — единичный удар прессовой колодки по смеси находящейся в опоке. Слоям смеси и отдельным частицам, так же как и при газовой и воздушно-импульсной формовке, сообщается достаточно высокая скорость движения (6—8 м/с). В результат удара слои смеси и колодка под действием сил инерции движутся
рне. 11.4. Схема рабочего органа процесса скоростного прессования
с большой скоростью в направлении модельной плиты, что и приводит к более равномерному уплотнению, чем при статическом прессовании. Кроме того, при ударе повышается давление воздуха, находящегося в порах смеси, образуются фильтрационные потоки в направлении вент в оснастке, что также способствует снижению внешнего и внутреннего трения и повышению равномерности плотности смеси. Схема рабочего органа скоростного (ударного) прессования представлена па рис. 11.4. Нижняя траверса 1 и верхняя 3 соединены четырьмя колоннами 2. На нижней траверсе устанавливается модельно-опочная оснастка 10 со смесью, а на верхней — пневмоударник, состоящий из рабочего цилиндра 4 с поршнем 7. На нижнем конце штока 6 закреплена прессовая плитака, удерживаемая от падения пневмозахватами 9. Рабочий цилиндр 4 встроен в ресивер 5, питаемый от сети сжатым воздухом p = 0,5-0,6 МПа. Впуск воздуха в ресивер производят через отверстие А до начала удара, одновременно открывается отверстие Б для свободного выхода воздуха из штоковой полости цилиндра в атмосферу. Затем захваты 9 отводятся в сторону. Под действием давления воздуха в ресивере колодка ударяет по смеси и уплотняет ее. Процесс скоростного прессования обладает рядом преимуществ. Равномерность плотности смеси по высоте опоки намного выше, чем при статическом прессовании. Время уплотнения исчисляется сотыми долями секунды. Расход воздуха на уплотнение одной формы незначительный. Режим рабочего органа легко регулируется давлением воздуха в ресивере и ходом прессовой колодки. Колебания фундамента в 3—4 раза ниже, чем при встряхивании. К. недостаткам процесса следует отнести высокую чувствительность к режимам уплотнения, необходимость устройства вент как па модельной плите, так и в карманах моделей. Пневматический ударный привод хотя и прост конструктивно, скорость его ограничена ( НОВЫЕ МЕТОДЫ ПРЕССОВАНИЯ
Последовательное прессование основано на использовании принципа относительного перемещения элементов оснастки. Как видно из рис. 11.5, а, в состав модельного комплекта, кроме моде-
Рис. 11.5. Схема последовательного прессования: 1 — опока; 2 — смесь; 3 — основание; 4 — модель; 5 — протяжная плита; 6 — толкатель
лей 4, входит протяжная плита 5. Если предположить, что полный ход моделей снизу вверх составляет hm, то при последовательном прессовании hm = h 1 + h 2 , где h 1 — высота предварительного перемещения моделей относительно протяжной рамки; h 2 — окончательное перемещение моделей. Последовательность операций следующая: перемещение моделей над плоскостью протяжной плиты yа высоту h 1 (рис. 11.5, б); подъем протяжной плиты до совпадения се плоскости с плоскостью разъема моделей на высоту h 1 (.рис. 11.5, в); совместное перемещение моделей и протяжной плиты на высоту h 2 до совпадения с ладом опоки (рис. 11.5, г). Последовательное прессование позволяет не только получать равномерное уплотнение смеси, но и регулировать его по высоте опоки. К недостаткам процесса относятся сложность конструкции модельной оснастки и механизмов; уменьшение числа моделей на модельной плите вследствие ослабления ее жесткости. Гравитационное уплотнение. Сущность гравитационного уплотнения заключается в использовании сил земного тяготения. Схема установки для гравитационного уплотнения смеси показана на рис. 11.6. На стол 1 формовочной машины устанавливается модельно-опочная оснастка (модельная плита 2 с моделью 3, опока 4). Смесь 9 из бункера 10 сначала поступает в дозатор 7. При этом жалюзийный затвор 8 открыт, а затвор 6 закрыт. Затем, когда модельно-опочная оснастка уже установлена на столе, открывается затвор 6, и доза смеси свободно падает но направляющей трубе 5 в опоку. Ударяясь о модельную оснастку, смесь под действием сил инерции уплотняется. Причем по ладу формы плотность смеси достигает технологически заданной, а по контрладу не уплотняется, и ее срезают либо доуплотняют прессовой колодкой на следующей позиции. Высота падения смеси составляет 1,5—2 м, а скорость
Рис. 11.6. Схема установки для гравитационного уплотнения смеси Рис. 11.7. Схема вакуумно-прессовой формовочной машины Прессование с одновременным вакуумированием. На рис. 11.7 представлена схема формовочной машины, уплотняющей смесь многоплунжерной прессовой головкой под вакуумом. Машина включает дозатор 1, герметичную вакуумную камеру 2, пассивную многоплунжерную прессовую головку 3, прессовый поршень 4 и станину 5. При открытии шибера смесь из дозатора 1 пересыпается в опоку 7 и наполнительную рамку 8. Модельная плита 6 и глубокие карманы моделей имеют венты, которые сообщены с вакуумной камерой 2, разрежение в последней постоянно поддерживается через ресивер Р вакуумным насосом Н. Перед началом прессования прессовая головка 3 перемещается влево в рабочее положение (шибер при этом закрыт). Прессование осуществляется при одновременном вакуумировании смеси, что увеличивает равномерность распределения плотности смеси по всему объему формы, при этом снижается влажность смеси и повышается прочность формы вследствие удаления мелкодисперсного и «защемленного» в порах воздуха. Лопастное (шнековое) прессование. В формовочных машинах, основанных па лопастном прессовании, между, бункером 1 и модельным комплектом 4 (рис. 11.8) имеется плита 3 с цилиндрическими отверстиями, в которых установлены уплотняющие лопасти 2, закрепленные на валу. При вращении вала уплотняющие лопасти захватывают формовочную смесь из бункера и дозируют её в опоку. В последней смесь уплотняется до технологически необходимой плотности с достаточно высокой равномерностью. Преимущества лопастного уплотнения следующие: совмещение операций засыпки и уплотнения формовочной смеси, благодаря чему отпадает необходимость в наполнительной рамке и дозаторе; бесшумность работы и легкость регулирования степени уплотнения
смеси по силе тока в электродвигателе привода уплотняющих элементов. Применяемые в настоящее время лопастные формовочные машины предназначены для формовки в опоках высотой не более 180 мм. Число уплотняющих элементов колеблется от 12 до 16 штук; диаметр каждого 200— 200 мм. Время уплотнения одной полу-формы 6—10 с. Трение скольжения лопастей по смеси в значительной степени увеличивает энергоемкость процесса и вызывает быстрое изнашивание лопастей. С целью повышении срока службы уплотняющих элементов, снижения осевых усилий и энергозатрат делаются попытки вместо лопастей применить конические ролики — катки. КЛАССИФИКАЦИЯ, УСТРОЙСТВО, РАБОТА И КОНСТРУКЦИИ ПЕСКОМЕТОВ
Пескомет — формовочная машина, выполняющая две функции: наполняет опоку формовочной смесью и уплотняет ее. Основной рабочий орган пескомета — метательная головка (рис. 9.1) имеет кожух 3, в котором на приводном валу 1 жестко посажен ротор 6 с ковшом-лопатой 4. В кожух непрерывно подается формовочная смесь ленточным конвейером 5. Смесь, захватываемая и увлека-
емая вращающимся ротором с ковшом, под действием инерционных сил прижимается к направляющей дуге 2, расположенной между кожухом и ковшом, несколько уплотняется, образуя «пакет», и выбрасывается из головки в опоку. Для лучшего обслуживания всей площади опоки метательная головка пескомета монтируется на двух «рукавах», а смесь подводится к головке системой ленточных конвейеров. Смесь подается в головку либо в тангенциальном, либо в осевом направлении. При тангенциальной подаче ось ленточного конвейера, подающего смесь в головку пескомета, расположена перпендикулярно оси ротора; смесь с конвейера подается по касательной к окружности ротора. При радиальной подаче ось ленточного конвейера расположена параллельно оси ротора, а смесь подается через окно, расположенное в торцовой стенке ротора. Радиальная подача конструктивно выполняется проще, но потери энергии больше, чем при тангенциальном направлении. Большой рукав 1 (рис. 9.2), соединенный с поворотной колонной 2, вращается вокруг вертикальной оси в тумбе 3, а малый рукав 7 шарнирно закрепляется на большом рукаве и имеет поворот относительно него на угол до 270—280°. Поворотная колонна вращается вместе с большим рукавом относительно вертикальной оси на угол до 180° в упорно-опорных подшипниках. Привод поворота рукавов обычно гидравлический реечного типа. Ленточные конвейеры 4 и 5 имеют независимые приводы. Электродвигатель 9 и метательная головка 6 соединены общим валом, но удалены друг от друга на некоторое расстояние с целью равновесия относительно вертикальной оси поворота 8 малого рукава 7.
Производительность современных пескометов по уплотненному объему смеси до 50 м3/ч при диаметре ротора метательной головки 400—800 мм. Ротор имеет 1—3 лопатки; при частоте вращения до 25 с-1 абсолютная скорость вылета пакета до 60 м/с. Главное преимущество пескометов — высокая и равномерная плотность набивки формы любой высоты и площади. Однако при пескометной формовке из формовочной смеси следует особо тщательно удалять все металлические включения во избежание заклинивания ротора скрапом и его поломки. По своей конструкции пескометы разделяются на подвесные, стационарные консольные с дистанционным управлением, передвижные консольные с дистанционным управлением, мостовые с программным управлением. Подвесной пескомет или качающийся стол представляет собой метательную головку, шарнирно подвешенную к металлоконструкции здания. Формовочная смесь из бункера дисковым питателем подается по желобу в метательную головку, а из нее смесь выбрасывается через направляющий кожух в опоку. Благодаря тангенциальной подаче смеси в метательную головку подвесного пескомета им потребляется относительно мало электроэнергии. Подвесные пескометы моделей 2А90, 2Б90 выпускаются производительностью от 3 до 6 м3/ч. Стационарные двухрукавные пескометы выполняют с дистанционным управлением в двух вариантах: мод. 24337 производительностью 25 м-3/ч при плотности уплотненной смеси 1,6 т/м3 мод. 2Б93М производительностью 12,5 м3/ч. Пескомет формовочный стационарный консольный с дистанционным управлением изображен Пескометы рукавные передвижные с дистанционным управлением могут быть велосипедные, тележечного или мостового типа. Передвижной консольный пескомет мод. 296М2 предназначен для набивки крупных опок шириной до 4500 мм. Он передвигается вдоль стены пролета на тележке по одному рельсу, уложенному на полу цеха, и по верхнему опорному пути, подобно велосипедному крану. Пескомет имеет два рукава с общим вылетом 7500 мм. Формовочная смесь подается в бункер пескомета ленточным конвейером с помощью сбрасывающего скребка. Все движения рабочих органов пескомета автоматизированы и управляются с пульта дистанционно. Тележка, метательная головка и ленточные конвейеры рукавов приводятся от электродвигателей, а поворот рукавов в горизонтальной плоскости, подъем и опускание большого рукава осуществляются с помощью гидропривода и реечной передачи. Диаметр метательной головки 620 мм, мощность электродвигателя привода головки 42 кВт и частота вращения 24 с-1, при этом скорость вылета смеси из головки v = 47,3 м/с. Производительность пескомета 20—25 м3/ч. Передвижные пескометы выпускают как со стационарным, так и со сменным бункером. Они предназначены для уплотнения форм размером 6—7 м. Пескометы формовочные мостовые с программным управлением мод. 24512 (Н2033) имеют производительность 50 м3/ч и скорость вылета пакетов смеси 62 м/с. Эти пескометы подобно мостовому крану перемещаются вдоль пролета цеха со скоростью 0,24 м/с, а тележка со скоростью 0,4 м/с и имеет ход вдоль моста до 3 м. Мощность привода пескомета до 85 кВт. Пескометы применяют для уплотнения форм крупногабаритных изложниц. |
Последнее изменение этой страницы: 2019-04-10; Просмотров: 1225; Нарушение авторского права страницы



 Мундштучные машины для изготовления стержней. На мундштучных машинах изготовляют прессованием стержни постоянного профиля по длине (цилиндрические, овальные, прямоугольные и др.) в массовом и серийном производстве.
Мундштучные машины для изготовления стержней. На мундштучных машинах изготовляют прессованием стержни постоянного профиля по длине (цилиндрические, овальные, прямоугольные и др.) в массовом и серийном производстве.
 0,2 МПа) и пониженную влажность (3—3,5 %). Давление прессовании на поверхности формы обычно высокое (p
0,2 МПа) и пониженную влажность (3—3,5 %). Давление прессовании на поверхности формы обычно высокое (p  2 МПа).
2 МПа).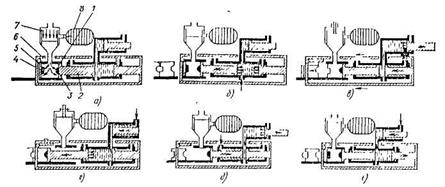



 = 10 — 12 м/с), он имеет значительные габариты. Эти недостатки исключены в пневмогидравлическом и магнитоимпульсном приводах, но их мало применяют.
= 10 — 12 м/с), он имеет значительные габариты. Эти недостатки исключены в пневмогидравлическом и магнитоимпульсном приводах, но их мало применяют.
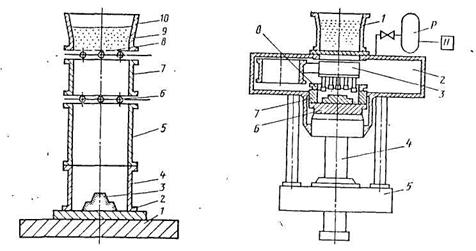
 Рис. 11.8 Схема формовочной машины лопастного уплотнения
Рис. 11.8 Схема формовочной машины лопастного уплотнения Рис. 9.1. Метательная головка пескомета
Рис. 9.1. Метательная головка пескомета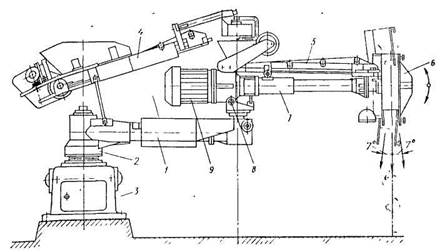 Рис. 9.2. Двухрукавный пескомет
Рис. 9.2. Двухрукавный пескомет