|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ.Стр 1 из 18Следующая ⇒
ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ. Проектирование операций технологического процесса. Задача повышения производительности труда. Проектируется ТП в целом. Установление наименования, содержания и последовательности выполнения операций входит в задачу разработки ТП. По операциям определяют трудоемкость процесса, необходимое число производственных рабочих, материал-технич обеспечение. Основ. содержание и объем операции зависит от типа производства, технологических возможностей оборуд. Содержание операции также зависит от количества переходов. При проектировании используют принципы концентрации и дифференциации операций. Например, соврем многооперац станки позволяют вести обработку большим кол-вом инструментов и объединить в одной операции обработку нескольких поверхностей (концентрация операций). В условиях единичного производства осуществляется послед концентрация операций. В условиях серийного производства - параллельная и паралл-послед концентрация операций. В массовом пр-ве примен параллельная и паралл-послед концентрация операций, а также дифференциация операций. Для исключения простоя оборудования в массовом пр-ве необходимо соблюдать условие: длительность любой операции ТП должна быть больше или равна такту выпуска. Задачи повыш-я производ-ти труда: 1. Рациональная организация рабочего места, позволяющая уменьшить подготовительно-заключительное и вспомогательное время на операциях. 2. Применение режимов обработки, позволяющих максимально использовать мощность станка и возможности инструмента. 3. Максимальное снижение за счет применения механизированных и автоматизированных станков и приспособлений. 4. Применение фасонного инструмента и копировальных устройств. 5. Многостаночное обслуживание. 6. Применение специальных станков, агрегатных и станков с ЧПУ. 7. Применение САПР ТП для ускорения составления ТП. 8. Применение типовых и групповых ТП. Все эти мероприятия позволяют снизить затраты на проектирование, обработку, лучше использовать оборудование и производственные площади, и снизить себестоимость обработки. Анализ исходных данных для разработки технологического процесса. Для разработки исходного ТП необходимы след основные исходные данные: 1.Сбор чертежей с кратким описанием служебного назначения и ТУ на приемку изделия; 2.Рабочие чертежи, определяющие мат-л, конструктивные формы и размеры детали, точность и качество обраб. пов-тей. Особые требования (твердость и структура материала, покрытия, термообработка и др): 3.Объем выпуска изделий, в состав к-х входят запасные детали. При разработке ТП используют руководящую справоч технико-эконом информацию, стандарты ЕСТПП и ЕСТД, типовые ТП и операции, каталоги прогрессивных ТО и оснастки, норматив данные по выбору режимов обр-ки, припусков и т.д. Анализ исход данных должен включать изучение и, в случае необходимости, корректировку ТТ к детали, формулировку технич задач, анализ технолог-ти детали. При технологич анализе чертежей проверяют содержит ли чертеж все необходимые проекции, разрезы, сечения, требования к точности формы и взаимного расположения, а также качества поверхности. Проверяют также основные и вспомаг конструкторские базы и производят контроль правильности простановки размеров. Правила простановки конструк размеров с учетом ТехТребований обеспечивают: 1.Совмещение КБ, ТБ и ИБ; 2.Работу на предварительно настроенных станках; 3.Применение наиболее простых приспособлений, РИ и мерительного инстр-та; 4.Надежность и простоту контроль деталей; 5.Рационал послед-ть выполняемых операций; 6.Соблюдение принципа кратч размер цепи.
Выбор и назначение технологических баз.
Назначение баз Технологическая база - это поверхность, сочетание поверхностей, ось или точка, принадлежащая заготовке и используемая для определения ее положения в процессе изготовления. Базирование при механической обработке - это придание заготовке с помощью комплекта баз требуемого положения для ее обработки. В значительной степени маршрут операций технологического процесса предопределяется выбором и назначением комплектов технологических баз. Комплект баз для деталей, не являющихся телами вращения, определяется, как правило, тремя базами: установочной, лишающей деталь трех степеней свободы; направляющей, лишающей деталь двух степеней свободы; и опорной, лишающей деталь одной степени свободы. В некоторых случаях для базирования таких деталей, а также для базирования деталей - тел вращения служат базы: двойная направляющая, лишающая деталь четырех степеней свободы, и двойная опорная, лишающая деталь двух степеней свободы в двух взаимно перпендикулярных направлениях. Графические обозначения баз, а в ряде случаев - опор, зажимов и установочных элементов, приводятся на операционных эскизах операционных карт технологических процессов, а также на сборочном чертеже оснастки.
2. Правила выбора баз При выборе и назначении технологических баз необходимо соблюдать следующие основные правила. I. Поверхность, принимаемая за технологическую базу, должна по возможности являться одновременно и конструкторской (основной или вспомогательной) базой, т.е. технологическая база должна совпадать с конструкторской (правило совмещения баз). Конструкторской называется база, используемая для определения положения детали в изделия. В случае невозможности определения конструкторской базы по этому признаку (т.е. при отсутствии сборочного чертежа) за конструкторскую базу следует принимать поверхность, определяемую размером до обрабатываемой поверхности. В приведенных на рис.4.1 примерах поверхности, обозначенные знаком " V ", являются либо конструкторскими базами, либо измерительными. При использовании их в качестве технологических баз они обеспечивают отсутствие погрешности базирования. При несовпадении технологической базы с конструкторской и измерительной появляется погрешность базирования, величину которой необходимо определять расчетом. 2. Для определения точности взаиморасположения поверхностей детали, подлежащих обработке в разных операциях технологического процесса, желательно сохранять в них постоянство установочной технологической базы (рис.4,2). Это правило называется правилом постоянства баз. 3. В качестве установочной технологической базы применять по возможности наиболее протяженные и наиболее точно и чисто обработанные поверхности. 4. Необработанные поверхности применять в качестве технологических установочных (черновых) баз только для первых операций технологического процесса. 5. При использовании черновых баз не допускать на их поверхности наличия следов литников, выпоров, облоя и других следов. 6. При выборе черновых баз для первой операции желательно использование таких поверхностей заготовки, которые будут оставаться необработанными после окончательной обработки детали. Рис.4.1 ПРОИЗВОДСТВА. Способ Применяется при реконструкции произ-ва с испол-м коэф-та коррекции трудоемкости: По каждому наименованию деталей имеются базовые технологии и 1 новая технология. Находим коэф-т коррекции трудоемкости Далее определяем проектную трудоемкость для каждого вида работ Тj =Тjбаз ·Kкт. Таким образом рассчитываем проект трудоемкость Тj по каждой детали для каждого вида работ.
Произвольный вид
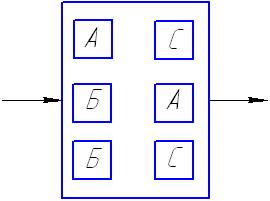
Минусы: усложненные транспортные сети Функциональный вид Минусы: возможно столкновение при встрече отгружающего и загружающего транспорта 3) Модульный вариант
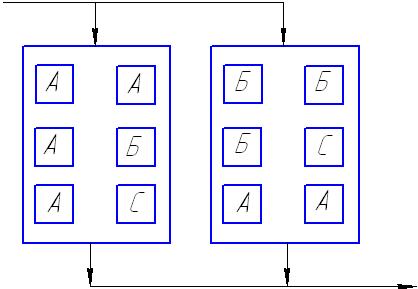
Применяется при выпуске большого объема однотипных деталей. Минусы: возможный столкновения 4) Групповой вариант
Каждая группа модулей служит для изготовления определенной группы деталей близких по конструкторско-технологическим параметрам. Проектные работы Генпроектировщик - это проектная организация, выполняющая основную часть проектных работ (в жилищно-гражданском строительстве) или разрабатывающая технологическую часть проекта (в промышленном строительстве), работает по договору с Заказчиком. Экономические исследования - это разработка вариантов обеспечения строительства сырьевыми ресурсами, транспортом, рабочими кадрами, бытовыми ресурсами. Технические исследования – выбор и изучение места для строительства Содержание ПОС Проект организации строительства состоит из следующих документов:
Проект производства работ Проект производства работ (ППР) на строительство, расширение или реконструкцию различных объектов разрабатывают подрядные строительные или проектно-технологические организации. Рис. 2. Зависимость износа инструмента U от длины пути резания При чистовой обработке заготовок износ резцов происходит по их задней поверхности, что вызывает отдаление вершины от центра вращения заготовки на величину радиального износа и соответствующее увеличение радиуса обточки (или уменьшение радиуса расточки). В соответствии с общими закономерностями износа при трении скольжения в начальный период работы инструмента, называемый периодом начального износа (участок ׀ на рис. 2), износ наиболее интенсивен. В период начального износа происходит приработка режущего лезвия инструмента, сопровождающаяся выкрашиванием отдельных неровностей и заглаживанием штрихов — следов заточки режущих граней. В этот период шероховатость обработанной поверхности обычно постепенно уменьшается. Начальный износ Uн и его продолжительность Lн (т. е. продолжительность приработки инструмента) зависят от материалов режущего инструмента и изделия, качества заточки, а также от доводки инструмента и режимов резания. Второй период износа (участок ׀׀) характеризуется нормальным износом инструмента, прямо пропорциональным пути резания. Интенсивность этого периода износа принято оценивать относительным (удельным) износом Uo (мкм/км), определяемым формулой: Uo = U/L, Третий период износа (участок ׀׀׀) соответствует наиболее интенсивному катастрофическому износу, сопровождающемуся значительным выкрашиванием и поломками инструмента, недопустимыми при нормальной эксплуатации инструмента. Расчет износа режущего инструмента, влияющего на точность обработки, применительно к условиям нормального износа, протекающего в зоне ׀׀, обычно производят по формуле:
Исходные данные, необходимые для расчёта режимов резания при выполнении операций механической обработки. Исходными данными для выбора режима резания являются: данные об изготовляемой детали и ее заготовке; данные о применяемом оборудовании и инструменте. 1. Материал заготовки; 2. Предел прочности материала заготовки; 3. Геометрические параметры заготовки (диаметр, длина). 4. Геометрические параметры детали после обработки (диаметр, длина, ширина, высота…). 5. Требуемая шероховатость обработанной поверхности; 6. Общий припуск на обработку h, мм; 7. Средняя дневная программа производства по данной операции П, шт. 8. Оборудование (станок). 9. Тип режущего инструмента. 10. Конструкция режущего инструмента. 11. Материал режущей части инструмента. 12. Материал державки и её геометрические параметры. 13. Угловые параметры режущей части инструмента. 14. Период стойкости режущего инструмент ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА.
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА И МЕНЕДЖМЕНТА. 1. Этапы жизненного цикла машиностроения, раскрыть содержание функций ТПП. 1. Техническое задание 2. НИОКР ( научно – исследовательские опытно- конструкторские работы ) 3. Проектирование, конструирование изделия. 4. Подготовка производства. ( КПП, ТПП, ОТПП ). 5. Производство изделия. 6. Эксплуатация изделия. 7. Гарантийный ремонт, обслуживание. 8. Утилизация изделия. Функции ТПП: -отработка констр-й на технологичность -структурный анализ изд-я -технологич. анализ пр-ва -разработка техпрцесов -проектирование СТО(ср-ва технологич. оснащения) -изготовление СТО -разработка тех. норм и нормативов орг-я и управ-е ТПП -монтаж и отладка тех. комплекса. 2. Системы технической подготовки производства: НТПП, организация ТПП на предприятии, планирование ТПП. НПП - совокупность связанных процессов научного поиска и обоснования возможных направлений развития и создания новой техники, технологии и организации произ-ва, обеспечивающих повышение эффективности в сфере производства, и эксплуатации. Критериями достижения главной цели НПП - минимум затрат ресурсов (финансовых, людских, времени) и максимум использования достижения НТП. В основе НПП лежат научные исследования.(ни) НИ делятся: − фундаментальные –основа науч потенциала знаний об изучаемом объекте; − поисковые- проводятся когда научных и технических знаний недостаточно. Цели ПИ: поиск путей реализации результатов ФИ; создание научного задела; прогнозирование развития техники в определенной области. − прикладные- создание продуктов и материалов с определенными свойствами, объектов новой техники или новых ТП. − разработки- переход от научных исследований к технической подготовке производства. Различают научно–исследовательские разработки и опытно-промышленные разработки.(ОКР и ОТР). Задачи НПП реализуют научно исследовательские организации: -предметные НИИ; - отраслевые и технологические НИИ; -конструкторские бюро (ОКБ,ЦКБ и др.) Организация технологической подготовки производства включ след функции: - отработка на технологичность; - структурн анализ изд-я; - технол анализ произ-ва; - разработка техпроцессов; - проектирование и производство СТО; - организация управления ТПП. ТПП осуществляется службой гл. технолога. Функции ТПП содержат в себе задачи реализация которых сопровождается выполнением однотипных работ. Планирование технологической подготовки производства - детализация планов технического и организационного развития производства. - разработка целевой программы, - определяются основные направления и стадии техн подготовки, сроки ее начала и окончания с разбивкой по видам работ, конкретным исполнителем, источником и объектом финансирования. Исходные данные для планирования техн подготовки производства: задания плана техн развития предприятия; нормативы для определения состава и объема работ, их продолжительности по всем этапам. Задачи планирования: сокращение сроков техн подготовки; повышение качества работ, укрепление дисциплины исполните-лей.
Система управления качеством. Организация контроля качества продукции в процессе производства. Организационные формы технического контроля. Классификация видов технического контроля. Статистический контроль. Цель техн. контроля – профилактика брака и обеспечение заданных параметров качества изделий. Параметры качества продукции устанавливаются стандартами, ТУ. Контролю подвергается материалы, комплектующие оснастка. Технологическое оборудование, заготовки, технологич. и конструкт. документация, технологические процессы, условия хранения. Кроме этого обязанностью службы контроля является учет и анализ рекламаций. Исполнителями контроля являются: ОТК, ОМТС, ЦИЛ, НО, ИНП, БИХ, рабочий, мастер, контролер, ОГМ, ОГМет, БЦК, ЦЗЛ, техник по документации цеха, нормоконтролер, технолог. Классификация техн. контроля - По орг. формам: выборочный, сплошной, летучий, инспекционный; - По характеру контрольных операций: геометрич. контроль, лабораторный анализ, контрольно-сдаточные испытания, выборочный; - По стадиям ТП: входной, промежуточный (межоперационный), приемочный (окончательный); - По влиянию контроля на ход (характер) ТП: активный, пассивный; - По применяемым средствам контроля: ручные, механические, автоматические; - По месту выполнения: стационарный, скользящий. Структура техн. контроля производства включает: подразделение входного контроля; БЦК, которое может содержать отделение техн. контроля и изолятор брака; ЦИЛ/ЦЗЛ в которую могут входить КПП цехов; Тех. бюро анализа брака, внешних инспекций, рекламаций; Испытательные станции, полигоны, дефектные отделения. Особенности статистического контроля Для устранения случайных погрешностей в процессе изготовления и предупреждения их возникновения используется статистический предупредительный контроль, который позволяет принять решение о необходимости регулирования или замены элементов ТП. Для оценки параметров выполняют контрольные измерения выборки деталей, изделий. Величина выборки определяется по статистическим параметрам в соответствии с ГОСТ 16480, 16493, 18242. В зависимости от объема выборки организуется 1-о или 2-х ступенчатый котроль.
ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ. |
Последнее изменение этой страницы: 2019-04-20; Просмотров: 253; Нарушение авторского права страницы