|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Статистические методы контроля и управления качеством⇐ ПредыдущаяСтр 16 из 16
Любой контролируемый параметр продукции задается номинальным значением Хном этого параметра и полем допуска на него Δ изд, равным: Δ изд = Хв - Хн, где Хв — верхнее допустимое значение параметра, Хн — нижнее допустимое значение параметра. Изменчивость условий, в которых протекает производственный процесс, приводит к тому, что фактические его значения не совпадают с номинальным значением, а имеют некоторое технологическое рассеивание. Причем появление того или иного значения параметра носит случайный (вероятностный) характер. Поле рассеивания (или полное технологическое рассеивание) — это область значений параметра, в которой он появляется с вероятностью равной единице. Все возможные значения контролируемого параметра образуют генераль ную совокупность. Например, это может быть отдельная партия продукции или продукция, выпущенная за месяц, за квартал и т. д. Генеральная совокупность для разных процессов имеет разные законы распределения. Законы распределения имеют большое прикладное значение в области промышленного производства для решения задач, связанных с обеспечением качества продукции. В теории вероятности рассматривают достаточно большое количество законов распределения, однако на практике чаще всего реализуется нормальный закон распределения, который является предельным законом. К этому закону приближаются другие законы распределения, если они формируются под воздействием достаточно большого числа независимых случайных величин, и это выполняется тем точнее, чем больше случайных воздействий суммируется. Реальные производственные процессы характеризуются тем, что протекают при воздействии на них чрезвычайно большого числа таких величин. Любой производственный процесс всегда протекает под влиянием большого числа как внешних, так и внутренних воздействий (причин), которые проявляются в том, что статистические характеристики процесса (положение центра рассеивания относительно номинального значения контролируемой величины, среднее квадратическое отклонение, размах, полное технологическое рассеивание и др.) испытывают колебания во времени. Причины, вызывающие эти колебания, имеют разную природу и бывают случайные и неслучайные. Случайные причины (внутренние, общие или причины системы) обусловлены самим процессом, т. е. процесс так устроен. Случайные причины, как правило, незначительны и многочисленны, они прогнозируемы, стабильны и всегда присутствуют. Контролируемые величины и все статистические характеристики процесса (выборочное среднее, выборочная дисперсия, размах и др.) не выходят за определенные пределы, которые называются границами регулирования про цесса. Теория вероятности позволяет легко находить эти границы по выборке. С вероятностью около 100 % измеряемая величина отклоняется от ее действительного значения не более чем на ± 3σ (границы регулирования). Неслучайные причины (специальные или внешние). Их природа чаще всего лежит вне процесса. Эти причины, как правило, обуславливаются одним или несколькими существенными внешними воздействиями, могут быть непостоянны, их появление непредсказуемо, если не приняты необходимые меры, они возникают снова и снова. Выход статистических параметров процесса за границы регулирования является первым признаком появления неслучайных причин. Процесс считается стабильным, если его характеристики не изменяются в течение определенного времени, т. е. центр рассеивания ц не меняет своего положения относительно номинального значения контролируемой величины, а среднее квадратичное отклонение σ или средний размах R остаются постоянными во времени. Понятие постоянства характеристик здесь употребляется в статистическом смысле, т. е. характеристики не выходят за границы регулирования.
В СМК предприятий статистические методы управления качеством занимают особое место. Статистические методы контроля производства и качества продукции имеют ряд преимуществ перед другими методами. Они являются профилактическими и позволяют во многих случаях обоснованно перейти к выборочному контролю и тем самым снизить трудоемкость контрольных операций. Статистические методы помогают наглядно представить и проследить динамику изменений качества продукции и настроенности процесса производства, что позволяет своевременно принимать меры к предупреждению брака не только контролерам, но и работникам цеха — рабочим, бригадирам, технологам, наладчикам, мастерам. По сложности реализации статистические методы делят на две категории: элементарные и новые инструменты контроля качества.
Семь основных инструментов контроля качества. Среди элементарных (простых) статистических методов и инструментов, названных так ввиду их сравнительной несложности, убедительности и доступности, наибольшее распространение получили семь методов. В своей совокупности они образуют эффективную систему методов контроля и анализа качества. С их помощью, по свидетельству К. Исикавы, может решаться от 50% до 95% всех проблем, находящихся в поле зрения производственников. Применение семи простых методов не требует специального образования. Их могут применять все — от руководителя до рабочего, во всех подразделениях предприятия. Семь простых методов могут применяться в любой последовательности, в любом сочетании, в различных аналитических ситуациях, их можно использовать и как целостную систему, и как отдельные инструменты анализа. В каждом конкретном случае предлагается определить состав и структуру рабочего набора методов. 1. Контрольные листки позволяют легко регистрировать данные и выявлять несоответствия. Они могут применяться при контроле, как по качественным, так и по количественным признакам. Контрольные листки — это бланки, которые заполняют на рабочих местах. Они служат для проверки определенных нормативных признаков, регистрации возникновения отдельных проблем (дефектов, поломок), отображения частоты наступления измеряемой величины в определенных пределах.
2. Причинно-следственная диаграмма (схема К. Исикавы) применяется, как правило, при анализе дефектов, приводящих к наибольшим потерям. На диаграмме наглядно представлены связи между потенциальными причинами и их последствиями (возникающими проблемами). Диаграмма дает возможность выявлять причины дефектов и сосредоточиваться на устранении их причин. Анализируются основные причинные факторы: «человек», «машина» (оборудование), «материал», «метод», «контроль», «среда».
Рис. 9.1. Причинно-следственная диаграмма (схема К. Исикавы)
При анализе указанных факторов выявляются вторичные, а может быть и третичные, причины, приводящие к дефектам и подлежащие устранению. Для анализа дефектов и построения диаграммы необходимо определить максимальное число причин, которые могут иметь отношение к допущенным дефектам (рис. 9.1). 3. Гистограмма представляет собой столбчатый график и применяется для наглядного изображения распределения конкретных значений параметра по частоте повторения за определенный период времени (неделя, месяц, год). Гистограммы позволяют графически представить изменчивость имеющихся данных и установить, насколько частота появления измеряемых величин соответствует нормальному распределению, а также сравнить отдельные измеряемые величины с пределами допуска (рис. 9.2).
Рис. 9.2. Гистограмма
Гистограмма применяется также для анализа значений измеренных или расчетных параметров, например, значений показателей качества (массы, химического состава, механических характеристик), сроков получения заказа, числа поломок, дефектов и т. д. 4. Диаграмма Парето названа так по имени ее автора — итальянского экономиста Парето (1845-1923). Позволяет наглядно представить величину потерь в зависимости от различных дефектов. Диаграмма Парето строится в виде столбчатого графика, используется для исследования широкого круга проблем, относящихся к различным сферам деятельности предприятия: финансам, сбыту, снабжению, производству и т. д. (рис. 9.3). При использовании диаграммы Парето для контроля важнейших факторов наиболее распространенным методом анализа является так называемый АВС - анализ. Отклонения и дефекты, на которые приходится наибольшая часть затрат в рабочем процессе, составляют группу А (до 80%), наименьшая часть затрат — это группа С (до 10%), средние затраты — группа В (промежуточная).
Рис. 9.3. Диаграмма Парето
Очевидно, что внимание следует уделять устранению тех дефектов, которые приводят к наибольшим потерям. Для группы А диаграмма Парето строится в нескольких вариантах для того, чтобы последовательно анализируя их, в конечном итоге составить отдельную диаграмму Парето по конкретным причинам дефектов. Диаграмму Парето целесообразно применять вместе с причинно-следственной диаграммой. После выяснения причин и устранения дефектов следует вновь построить диаграмму Парето для проверки эффективности принятых мер. А для учета совокупного процента потерь от нескольких дефектов строится кумулятивная кривая. Диаграмма Парето при анализе брака дает возможность объективно оценить фактическое состояние производства на отдельных участках и решить целый комплекс вопросов, связанных с качеством изготовления продукции. В частности, с помощью диаграммы Парето можно определить: • число случаев брака по его видам; • суммы потерь от брака; • затраты времени и материальных средств на исключение брака; • количество поступающих рекламаций; • затраты, обусловленные удовлетворением рекламаций, и т. д. 5. Диаграмма разброса (рассеивания) строится как график зависимости между двумя параметрами, что позволяет определить наличие взаимосвязи между ними. Если такая взаимосвязь существует, то можно устранить отклонение одного параметра, воздействуя на другой. При этом возможна положительная или отрицательная взаимосвязь, а также ее отсутствие. На рис. 9.4 представлены примеры возможных корреляций. А - прямая (положительная) корреляция: при увеличении х увеличивается также ну; Б - обратная (отрицательная) корреляция: при увеличении л: параметр у уменьшается; В - отсутствие корреляции: между х и у зависимость не наблюдается (одно количество никак не соотносится с другим).
Рис. 9.4. Диаграмма разброса: А – прямая (положительная корреляция); Б – обратная (отрицательная) корреляция; В – отсутствие корреляции
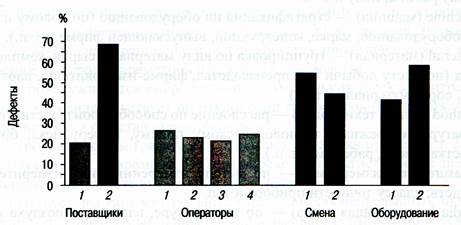
Диаграмму разброса можно использовать для проведения дальнейших исследований элементов, выделенных при анализе причин и следствий. Например, диаграмма разброса может подтвердить причину, определенную при помощи диаграммы К. Исикавы. 6. Метод стратификации (расслоения). Стратификация - разделение полученных данных на отдельные группы (слои, страты) в зависимости от выбранного стратифицирующего фактора. Служит основой для других инструментов, таких как анализ Парето или диаграмма рассеивания. В качестве стратифицирующего фактора могут быть выбраны любые параметры, определяющие особенности условий возникновения стратификации: • операторы, производственные бригады, участки, цехи, предприятия и т. п.; • время сбора данных; • разные виды сырья; • различные виды оборудования, средств измерения и т. д. При отсутствии учета стратифицирующего фактора (расслоения данных) происходит их объединение и обезличивание, затрудняющее установление действительной взаимосвязи между полученными данными и особенностями их возникновения. Например, при анализе источника дефектной продукции, поставляемой предприятию несколькими сторонними поставщиками, целесообразно произвести стратификацию дефектной продукции по каждому поставщику. Стратифицирующий фактор в данном случае — поставщик. В зарубежной практике при стратификации статистических данных рекомендуется использовать мнемонический прием «4М... 6М», позволяющий легко запомнить типовые причины (факторы), по которым может быть произведена стратификация (группировка), статистических данных. Данный прием основан на использовании английских слов, начинающихся на букву М и определяющих основные группы причин (факторов) стратификации данных. 1. Manpower (персонал) — расслоение по исполнителям (по их квалификации, стажу работы, полу и т. п.). 2. Machine (машина) — стратификация по оборудованию (по новому и старому оборудованию, марке, конструкции, выпускающей фирме и т. п.). 3. Material (материал) — группировка по виду материала, сырья, комплектующих (по месту добычи или производства, фирме-изготовителю, партии сырья, сорту материала и т. п.). 4. Method (метод, технология) — расслоение по способу производства (по температурному режиму, технологическому приему, номеру цеха, бригады, участка, смене, рабочим и т. п.). 5. Measurement (измерение) — по методу измерения, типу измерительных средств, классу точности прибора и т. п. 6. Media (окружающая среда) — по температуре, влажности воздуха в цехе, магнитным и электрическим полям, солнечному излучению и т. п. При практическом использовании метода стратификации рекомендуется действовать следующим образом: • выбрать интересующиеся данные; • выбрать стратифицирующий фактор и категории (группы), на которые разделяются данные; • разгруппировать данные на основании выбранных категорий; • оценить результаты группировки по каждой из категорий; • представить полученные результаты соответствующим образом; • проанализировать необходимость дополнительного изучения данных; • спланировать последующую работу для дополнительного подтверждения полученных результатов. На рис. 9.5 приведен пример анализа источника возникновения дефектов. Все дефекты классифицированы по четырем категориям: поставщикам, операторам, смене, оборудованию.
Рис. 9.5. Пример расслоения данных по методу стратификации
7. Контрольная карта — разновидность графиков с контрольными границами, обозначающими допустимый диапазон разброса исследуемых характеристик в обычных условиях течения процесса (рис. 9.6). Впервые контрольные карты предложил использовать У. Шухарт. Они позволяют оценить вариации процесса и проверить, находится он под контролем или нет.
Рис. 9.6. Пример контрольной карты: НКП – нижний контрольный предел; СЛ – средняя линия; ВКП – верхний контрольный предел
Контрольные карты основываются на четырех принципах: 1. Все процессы с течением времени отклоняются от заданных характеристик. 2. Отдельные точки являются непрогнозируемыми. 3. Стабильный процесс отклоняется случайно, и группы точек стабильного процесса имеют тенденцию располагаться в прогнозируемых границах. 4. Нестабильный процесс не отклоняется случайно, неслучайными отклонениями являются те, которые находятся за пределами прогнозируемых границ. Контрольная карта представляет собой специальный бланк, на котором проводятся центральная линия и две линии выше и ниже средней, называемые верхней контрольной границей и нижней. На карту точками наносятся данные измерений, контроля параметров и условий производства. Если обнаруживается выброс одной или нескольких точек за контрольные границы, это свидетельствует об отклонении параметров или об отклонении условий процесса от установленной нормы. Контрольные карты графически отражают динамику процесса, т. е. изменение показателей во времени. По ним определяют статистические значения, полученные в результате выборочного контроля. Существует два типа контрольных карт: один для непрерывных значений, а второй — для дискретных. Типы контрольных карт регламентируются: среднее арифметическое х, среднее квадратическое отклонение s, размах R, доля дефектных единиц продукции р и др. (табл. 9.1). (х – R) - карта — карта средних арифметических и размахов, применяется при контроле по количественному признаку показателей качества: длина, масса, прочность на разрыв и др. Эта карта используется для анализа и управления процессами, показатели качества которых представляют собой непрерывные величины и несут наибольшее количество информации о процессе. Величина х есть среднее значение для подгруппы, a R — выборочный размах для нее. Как правило, R - карту используют вместе с х - картой для управления разбросом внутри подгрупп. Таблица 9.1. Типы контрольных карт
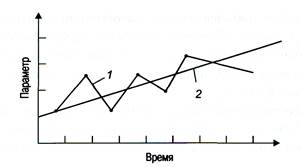
х-карта — карта индивидуальных значений, применяется для быстрого обнаружения незамеченных факторов или в случае, когда за день или за неделю было произведено только одно наблюдение. Если данные о процессе поступают через большие интервалы времени или группирование данных не эффективно, то они наносятся на график отдельными точками по мере их поступления. рп -карта — карта числа дефектных единиц продукции, применяется для контроля качества по определению числа дефектных изделий. р-карта — карта доли дефектной продукции, - применяется для контроля качества по определению доли дефектных изделий. с-карта — карта числа дефектов, применяется тогда, когда контроль качества осуществляется посредством определения суммарного числа дефектов в заранее установленном объеме проверяемых изделий. и-карта — карта числа дефектов на единицу продукции, применяется при контроле качества по числу дефектов на единицу продукции, когда площадь, длина или другой параметр образца продукции не являются постоянной величиной. Обычно при количественной оценке используют так называемые (х - R)-карты, при качественной оценке применяют р - карты. Для наглядности и облегчения понимания взаимозависимости количественных величин или их изменений во времени используются графики, которые позволяют визуально представить получение количественных данных, упрощают их анализ. Чаще всего применяются линейные, круговые, столбчатые графики. Линейный график позволяет показать изменение параметра с течением времени. Проанализировав такой график с помощью метода наименьших квадратов, можно предсказать тенденцию изменения параметра и его размер в следующем году (рис. 9.7).
Рис. 9.7. Линейный график: 1 – фактическое значение параметров; 2 – линия тренда Столбчатый график (рис. 9.8) показывает количественную зависимость, выраженную высотой столбика, например, таких факторов, как сумма потерь в результате брака, себестоимость продукции по видам и т. д. При построении столбчатого графика по оси ординат откладывают количественные показатели факторов, а по оси абсцисс — качественные показатели, которым соответствует столбик.
Рис. 9.8. Столбчатый график
Круговой график применяется для выражения процентного соотношения рассматриваемых данных. Например, соотношение элементов, составляющих себестоимость продукции, и всей себестоимости. Анализ составляющих дает информацию, позволяющую снизить затраты на обеспечение качества, увеличить прибыль (рис. 9.9).
Рис. 9.9. Круговой график
Все вышеперечисленные инструменты помогают решать подавляющее большинство возникающих проблем качества. Для решения более сложных проблем дополнительно могут применяться семь новых инструментов контроля качества. Новые инструменты контроля качества. Семь основных (простых) инструментов контроля качества основаны на анализе численных данных, что вполне соответствует такому принципу менеджмента качества, как принятие решений, основанное на фактах. Однако факты не всегда бывают численными по своей природе. Принятие решений в этом случае базируется на знании закономерностей поведения людей (поведенческой науки), операционного анализа, статистики теории оптимизации. Поэтому был разработан набор инструментов, позволяющий облегчить решение проблем управления качеством при анализе различного рода фактов, представленных преимущественно не в численной, а в какой-либо другой форме, например в виде словесных (устных) описаний. Новые инструменты являются средствами решения проблем, рассматриваемых в теории TQM. Эти инструменты наиболее успешно могут быть использованы в рамках групповой работы в командах, создаваемых в организациях для поиска и выработки решения проблем качества. 1. «Мозговая атака» («штурм, осада») и «атака разносом» применяются в качестве средства генерирования идей для идентификации возможных причин неудач и потенциальных возможностей улучшения качества. «Мозговая атака» была придумана А. Ф. Осборном в США и широко используется при построении причинно-следственных диаграмм Исикавы типа «рыбий скелет» и с другими основными инструментами управления качеством. Задачей «мозговой атаки» является не допустить исключения из поля зрения возможных причин брака или путей улучшения качества. «Мозговая атака» длится 1-1, 5 часа. Организатор создает группу из 5-9 человек, знакомых с той областью деятельности, где возникла проблема. Желательно, чтобы в эту группу наряду со специалистами, глубоко знающими проблему, входили специалисты из смежных (близких) областей знаний. Ясно, но не слишком конкретно (чтобы не сузить область поиска возможных решений) объявляется задача для проведения «мозговой атаки». Все члены группы выступают по очереди и высказывают по одной идее, что создает обстановку соревнования в процессе работы. Возможен также вариант, когда каждый участник в течение 5-15 минут записывает свои предложения на листе бумаги. По возможности члены группы развивают и дополняют идеи, высказанные другими участниками. При этом не допускается какая-либо критика или простое обсуждение высказанных идей, разрешается только поддержка и углубление высказанных предложений. Высказанные идеи записывают так, чтобы все их видели все члены группы. Выдвижение идей продолжается до тех пор, пока они не закончатся. Затем высказанные идеи группируются, например, с использованием мнемонического приема «4М...6М». Все высказанные идеи обсуждаются и рассматриваются для уточнения их формулировок, правильности включения в конкретную группу причин и формирования результатов работы, например, диаграммы Исикавы. «Мозговой штурм» в отличие от «мозговой атаки» длится 3-4 часа (половина рабочего дня), «мозговая осада» — от одного до нескольких рабочих дней. «Атака разносом», как это следует из ее названия, направлена на критический анализ, например, подготовленного проекта. При «атаке разносом» все внимание коллектива направлено исключительно на поиск имеющихся недостатков предмета анализа, высказывание положительных отзывов и какая-либо поддержка запрещены. Во избежание психологических срывов присутствие авторов проекта нежелательно. В качестве инструментов и методов генерации идей могут использоваться письменный вариант мозговой атаки и метод анкетирования Кроуфорда. Письменный вариант «мозговой атаки» предусматривает непосредственное изложение идей в письменной форме с использованием карточек или стендов. Недостаток письменного варианта: сложно обеспечить анонимность высказанных идей и предложений. Метод анкетирования Кроуфорда можно рассматривать как специфический случай письменного варианта «мозговой атаки» с использованием карточек, когда нет циркуляции карточек среди участников работы. За счет этого легко обеспечивается анонимность высказанных предложений и идей. После завершения работы идеи сортируются по классам одним человеком. Получившийся итоговый документ, в котором выполнено предварительное суммирование всех идей, открыто обсуждается специалистами, входящими в состав группы. Достоинство метода анкетирования Кроуфорда: он может применяться в случаях, когда имеются конфликты в группе специалистов, выдвигающих идеи.
2. Диаграмма сродства — это инструмент, позволяющий выявить основные нарушения процесса (или возможности его улучшения) посредством объединения родственных устных данных, собранных в результате «мозговой атаки». Диаграмма сродства (рис. 9.10) позволяет распределить по нескольким группам (X, У) большое количество (а, b, с, d) идей, мнений и интересов, собранных специалистами по конкретной теме.
Рис. 9.10. Принцип построения диаграммы сродства
При сборе большого количества данных о различных идеях, мнениях и интересах, связанных с одной темой, диаграмма сродства дает возможность организовать информацию в группы на основе естественных связей, существующих между ними. Этот инструмент предназначен для стимуляции творческих способностей и полного вовлечения участников — членов команды. Он более эффективен в небольших группах (5-9 человек), в которых сотрудники привыкли работать вместе. При построении диаграммы сродства рекомендуется соблюдать следующий порядок работы: 1. Определите и сформулируйте в самом общем смысле тему (проблему), которая является основной для сбора данных. Например: «Какие требования и ожидания могут возникнуть у покупателей (потребителей) в отношении продукта? » 2. Соберите данные по рассматриваемой проблеме, в частности, с применением «мозговой атаки». Каждое сообщение членов команды зарегистрируйте на отдельной карточке. 3. Рассортируйте собранные карточки на группы с родственными данными. Количество таких групп не должно быть более 10, а одна карточка не может составлять группу. Выберите в каждой группе карточку с записью, которая отражает содержание всей группы, и положите ее сверху. 4. Перенесите на бумагу информацию с карточек, разбив полученные устные данные на группы. Работу по объединению хаотически расположенных карточек в тематические группы следует проводить в тишине, избегая ненужных дискуссий. Работа считается завершенной, когда все данные приведены в порядок, т. е. карточки собраны в предварительные группы с родственными данными. 3. Диаграмма связей — инструмент, позволяющий выявить логические связи между основной идеей, проблемой и различными данными. Задачей этого инструмента является установление основных причин нарушения процесса. Классификация причин нарушения процесса по их важности осуществляется с учетом имеющихся у предприятия ресурсов, а также с учетом типовых данных, характеризующих причины. Используемые в диаграмме связей данные могут быть получены (сгенерированы) с применением диаграммы сродства и «мозговой атаки». Диаграмма связей является логическим инструментом, противопоставленным диаграмме сродства (или дополняющим диаграмму сродства). Диаграмма связей может применяться в следующих ситуациях: • тема (предмет, проблема) настолько сложна, что связи между различными идеями не могут быть установлены с помощью обычных рассуждений; • есть подозрение, что проблема, затронутая в процессе работы, — это всего лишь симптом более фундаментальной, не выявленной проблемы. Работа над диаграммой связей проводится в группах по улучшению качества численностью 5-9 человек. Исследуемый предмет (результат, проблема) должен быть определен заранее. На рис. 9.11 дан пример диаграммы связей, построенной при рассмотрении проблемы «Недостаток понимания служащими компании необходимости продолжения улучшения качества».
Рис. 9.11. Образец построения диаграммы связей
4. Древовидная диаграмма (дерево решений) — инструмент, который позволяет перевести вопросы и проблемы, выявленные при помощи диаграмм сродства и связей, на уровень оперативного планирования. Дерево решений строится в виде многоступенчатой древовидной структуры, составные части которой — это различные элементы (причины, средства, способы) решения проблемы. Древовидная диаграмма применяется для выявления и показа связи между предметом (проблемой) рассмотрения и его компонентами (элементами, причинами), например, в таких случаях, когда: • неясно сформулированные пожелания потребителя в отношении продукции преобразуются сначала в установленные и предполагаемые потребности, а затем в технические условия для этой продукции; • необходимо исследовать все возможные части (элементы, причины), касающиеся рассматриваемого предмета (проблемы); • краткосрочные цели должны быть достигнуты раньше результатов всей работы, например, на этапах планирования продукции, проектирования продукции и т. п. Для построения древовидной диаграммы необходимо: • объявить изучаемую тему (проблему) членам команды; • определить основные категории (причины) рассматриваемой темы (проблемы), для этого можно использовать «мозговую атаку» или карточки с заголовками и диаграммы сродства; • построить древовидную диаграмму; • для каждой основной категории определить составляющие элементы и любые подэлементы; • проанализировать диаграмму и убедиться в том, что логика или последовательность этапов не нарушены. Пример древовидной диаграммы приведен на рис. 9.12.
Рис. 9.12. Пример древовидной диаграммы
5. Матричная диаграмма (таблица качества) — инструмент выявления важности различных связей. Такие диаграммы часто называют сердцем новых инструментов управления качеством. Цель матричной диаграммы — в табличной форме представить логические связи и показать относительную важность этих связей, возникающих между большим количеством словесных (вербальных) описаний, которые имеют отношение к следующему: • задачам (проблемам) качества; • причинам проблем качества; • требованиям установленным и предполагаемым потребностям; • характеристикам и функциям продукции; • характеристикам и функциям процессов; • характеристикам и функциям производственных операций и оборудования. Например, с помощью матричной диаграммы можно показать, как различные дефекты сырья влияют на качество произведенной продукции. Матричная диаграмма отражает причинно-следственную зависимость между определенными факторами, в частности, явлениями и их причинами. Она указывает также на степень (силу) этой зависимости. Пример матричной диаграммы, часто называемой матрицей связей, приведен в табл. 9.2.
Таблица 9.2. Матрица связей, составленная при изучении проблемы Х
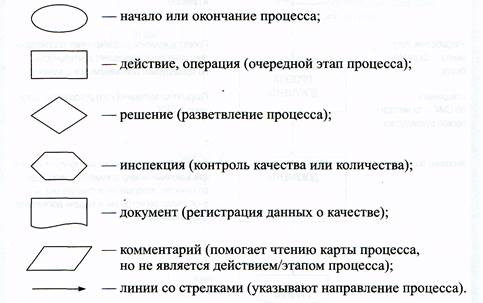
В матрице связей используются следующие обозначения: A (al, a2, ..., а6) — основные причины возникающих проблем; В (b1, b2, b3, ..., b7) — возможные средства для устранения последствий возникающих проблем. Символ, который помещается на пересечении строки и столбца матричной диаграммы, указывает на наличие связи между отдельными компонентами и характеризует тесноту этой связи в разной степени подробности: ∆ — слабая связь; □ — существенная связь; ○ — средняя связь; ◙ — сильная связь; ● — очень сильная связь. Связь между факторами может быть как положительной, так и отрицательной. В этом случае можно использовать следующие символы: ↑ — сильная положительная связь; ▲ — средняя положительная связь; ∆ — слабая положительная связь; ▼ — слабая отрицательная связь; V — средняя отрицательная связь; ↓ — сильная отрицательная связь. Отсутствие связи никак не отмечается, остается пустое место. 6. Стрелочная диаграмма — инструмент, позволяющий спланировать оптимальные сроки выполнения всех необходимых работ для скорейшего и успешного достижения поставленной цели. Применение этого инструмента рекомендуется после того, как выявлены проблемы, требующие решения, определены необходимые меры, средства, сроки и этапы их осуществления, т. е. после использования хотя бы одного из рассмотренных выше инструментов (диаграмм сродства, связей, древовидной, матричной). С помощью стрелочной диаграммы графически может быть представлен ход проведения всех работ, порядок и сроки их выполнения. Построение такого графика придает уверенность участникам процесса, что время, планируемое на конкретную работу и на отдельные ее этапы, является оптимальным. Стрелочные диаграммы широко применяются не только при планировании работ, но и для последующего контроля их выполнения. Чаще всего стрелочные диаграммы представляют в виде графика Ганта. 7. Поточная диаграмма представляет собой графическое отображение этапов процесса. Диаграмма удобна для исследования возможностей улучшения процесса за счет накопления подробных сведений о фактическом протекании процесса. Сравнивая связь различных этапов процесса друг с другом, удается выявить потенциальные источники брака. При графическом представлении процесса применяются легко распознаваемые символы:
При использовании поточной диаграммы для описания существующего процесса необходимо: • идентифицировать начало и конец процесса; • наблюдать процесс целиком от начала до конца; • определить этапы процесса (действия, решения, входящие и выходящие потоки, операции контроля, ведение записей и очередность их выполнения); • построить черновой вариант поточной диаграммы; • рассмотреть черновой вариант с сотрудниками, участвующими в осуществлении процесса; • улучшить поточную диаграмму на основе этого рассмотрения; • сверить диаграмму с фактическими этапами процесса; • отметить на получившейся поточной диаграмме название и местоположение процесса, дату составления диаграммы, сведения об участниках работы по составлению диаграммы и любую другую информацию, достойную внимания. При разработке нового процесса порядок составления поточной диаграммы аналогичен стрелочной диаграмме. Поточная диаграмма существующего (разрабатываемого) процесса служит документом о фактическом (предполагаемом) протекании процесса и может быть использована для поиска и идентификации возможностей его улучшения.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ 1. Биргер, И. А. Техническая диагностика / И. А. Биргер. – М.: Машиностроение, 1978. – 1978. – 239 с. 2. ГОСТ Р ИСО 9000-2001. Системы менеджмента качества. Основные положения и словарь: введен в действие Постановлением Госстандарта России от 15 августа 2001 г. – № 332-ст. – 45 с. 3. ГОСТ Р ИСО 9001-2001. Системы менеджмента качества. Требования: введен в действие Постановлением Госстандарта России от 15 августа2001 г. – № 332-ст. – 28 с. 4. ГОСТ Р ИСО 9004-2001. Системы менеджмента качества. Рекомендации по улучшению деятельности: введен в действие Постановлением Госстандарта России от 15 августа 2001 г. – № 332-ст. – 76 с. 5. Дунаев, Б.Б. Точность изме |
Последнее изменение этой страницы: 2019-10-24; Просмотров: 221; Нарушение авторского права страницы