|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Красочный аппарат, увлажняющий аппарат, печатный аппарат
Красочные аппараты Во время печатного процесса краска с печатающих элементов формы передается через офсетный цилиндр на запечатываемый материал. Задача красочного аппарата заключается в том, чтобы постоянно подавать на печатающие элементы новые порции краски с тем, чтобы печатный процесс не прекращался. Определенное количество печатной краски должно непрерывно подаваться в печатную систему. Баланс между количеством подачи краски и ее отдачей печатной форме должен быть отрегулирован так, чтобы исключить колебания плотности краски на оттиске. Наряду с соблюдением баланса, решающее значение для качества печати имеет постоянство толщины красочного слоя на печатающих элементах формы и на запечатываемых участках материала. Теоретически повсюду на печатном листе должен находиться красочный слой одинаковой толщины этим допущением в репродукционной технике обосновывается изготовление цветоделенных фотоформ.
Рис. 2.1-7 Схема красочного и увлажняющего аппаратов офсетной машины Критериями, определяющими качество, таким образом, являются: - крайне малые колебания средней толщины красочного слоя; Эти величины зависят от конструктивных особенностей красочного аппарата, шероховатости печатного материала, микрогеометрии печатной формы и резинового офсетного полотна. Реологические свойства печатной краски определяют равномерное покрытие ею плашек и отдельных растровых точек на печатном материале. В красочном аппарате (рис. 2.1-7) осуществляется периодическая (прерывистая) подача краски посредством качающегося передаточного валика Н. Последний принимает от дукторного цилиндра сравнительно толстый слой печатной краски и передает часть его благодаря своему вращению на первый валик SO красочного аппарата. Выбор зазора между дуктором и ножом, продолжительность вращательного движения дукторного цилиндра D (преимущественно прерывистого), время контакта передаточного валика и скорость вращения валиков являются определяющими факторами для дозирования подаваемого количества краски. Наряду с системами прерывистой подачи краски имеются также системы для ее непрерывной подачи (так называемые «красочные аппараты пленочного типа»). Все валики красочного аппарата (кроме валиков D и Н) имеют одинаковую окружную скорость, так же как формный и офсетный цилиндры. Система работает почти без проскальзывания, если не считать его малую величину, обусловленную деформацией сжатия (раздел 2.1-2) между жесткими и эластичными валиками. Нанесенная полоса краски многократно расщепляется и раскатывается. Количество краски, находящейся в красочном аппарате, зависит от числа красочных валиков и от площади их поверхностей. При оптимальном конструктивном исполнении красочного аппарата можно исходить из того, что накатные красочные валики от А1 до А4 создают на печатающих элементах формного цилиндра относительно постоянный красочный слой, т.е. после последнего накатного валика А4 обеспечивается получение красочного слоя примерно постоянной толщины независимо от распределения печатного изображения на форме. В печатной зоне (между офсетным и печатным цилиндрами) часть красочного слоя переносится на запечатываемый материал. Как известно, офсетные печатные формы отличаются тем, что печатающие и пробельные элементы находятся в одной плоскости. «Необходимые» количества краски и увлажняющего раствора на форме (при сбалансированном их количестве) должны соответствовать задачам оптимального процесса печати. Если баланс нарушается, то происходят изменения толщины красочного слоя на оттиске. Как прерывистая подача печатной краски в системе передаточный валик и дукторный цилиндр, так и неравномерная ее подача на форму (пробельные и печатающие элементы) является причиной того, что реально нельзя говорить о точном, постоянном процессе. Следует обращать внимание на расщепление краски на отдельных участках контакта при печати, а также при ее прохождении в красочном аппарате. В упрощенной модели нанесения краски посредством одного накатного валика можно пояснить возникновение «паразитных» эффектов обратного действия (рис. 2.1-8). Для упрощения модели не будем принимать во внимание слой увлажняющего раствора. Перед нанесением краски на накатном валике находится ее слой толщиной S 1. На печатающих элементах формы имеется остаточный красочный слой толщиной S 2. После нанесения краски печатающий элемент на форме будет иметь новый красочный слой S 4, а на соответствующем участке накатного валика останется красочный слой толщиной S 3. Толщины красочного слоя S 3 и S 4 выводятся с учетом коэффициента расщепления (предполагая, что имеются замкнутые красочные слои, а не сегментообразные, как показано на рис. 2.1-8): S 4 = a ( S 1 + S 2 ), S 3 = (1a )( S 1 + S 2 ).
Рис. 2.1-8 Перенос краски в красочном аппарате: с красочного накатного валика на формный целиндр (а), с печатной формы на запечатываеый материал (б) В соответствии с рис. 2.1-8, а непосредственно перед участком с толщиной S 3 и после него накатной валик имеет толщину слоя S 1.Таким образом, появляется участок резкого изменения в толщине слоя с разницей As = S 1 S 3. Правда, эта разница уменьшается при дальнейших прокатываниях расположенным выше раскатным валиком, а также при подаче новой краски из красочного аппарата. Однако она не устраняется полностью. Эта разница сказывается на слоях краски на печатающих элементах и на запечатываемом материале. На печатающих элементах в этом случае не будет создаваться красочный слой постоянной толщины. Это ухудшает качество печати. На печатный процесс влияет схема построения красочного аппарата (возможность возникновения эффекта шаблонирования). На рис. 2.1.8, б представлены основные процессы расщепления краски и параметры толщин слоев, начиная от формного цилиндра до печатного листа. В идеальном случае следует исходить из постоянного коэффициента расщепления a = 0, 5 и постоянной толщины слоя S 4 на печатной форме. Для совершенствования конструктивных решений красочных офсетных аппаратов имеется два пути: - экспериментальный; Экспериментальный путь предусматривает изготовление нескольких образцов офсетных красочных аппаратов или одного очень вариабельного прототипа. На них проводятся опыты по печати, причем следует иметь в виду, что печатные параметры должны оставаться постоянными для того, чтобы были получены поддающиеся анализу результаты. Теоретический путь соответствует моделированию процессов переноса краски и увлажняющего раствора в красочном аппарате посредством описания физических процессов с последующим использованием программных средств, реализуемых на компьютере. В красочном аппарате следует рассматривать два вида процессов. Краска и увлажняющий раствор в печатном процессе переносятся на поверхность материала. В этом случае решающую роль играют поверхностные свойства (например, смачивание, пористость и шероховатость) запечатываемого материала. Впервые процесс переноса краски с печатной формы на запечатываемый материал был подробно исследован Уолкером и Фецко [1.3.3]. Они обнаружили, что процесс передачи краски может быть выражен посредством приведенного в разделе 1.3.2 уравнения. Второй случай имеет место тогда, когда передающая краску поверхность находится в контакте с другой, имеющей краску и влагу. В [2.1-4] была рассмотрена функциональная зависимость этого процесса. Представленная на рис. 2.1-7 схема красочного аппарата построена на принципе переноса основного потока краски на печатную форму посредством первых накатных валиков А 1 и А 2. Валики А 3 и А 4 переносят на печатную форму лишь небольшое количество краски и выполняют, главным образом, функцию «утюга». (Расчетная оценка процентных долей толщины слоя S 4 (рис. 2.1-8), которые передаются отдельными накатными валиками, составляет А 1 = 45%, А 2 = 38%, А 3 = 10%, А 4 = 7%.) Это означает, что имевшие место колебания толщины слоя на печатающих элементах формы уменьшаются. В идеальном случае все печатающие элементы должны иметь одинаковую толщину красочного слоя. В действительности же имеются его колебания. Чем они меньше, тем лучше качество переноса краски красочным аппаратом. Это определяется коэффициентом неравномерности n: n = [( S max S min )/ S mittel ]. 100%, S max максимальная толщина красочного слоя на печатающих элементах формы; Теоретические и практические исследования [2.1-5] показали, что красочные аппараты, подающие основной поток краски на первые накатные валики, однозначно обеспечивают лучшие условия ее переноса, чем системы равномерной подачи. Поэтому современные красочные аппараты офсетных рулонных и листовых машин представляют краскоподающие системы с подачей основного потока краски на первые накатные валики. Другая возможность повышения качества переноса краски состоит в том, что в красочном аппарате устанавливают дополнительно группу валиков, которые выравнивают красочный слой (рис. 2.1-7 и 2.1-9).
Рис. 2.1-9 Красочный аппарат с системой выравнивание толщины красочного слоя на формном цилиндре На рис. 2.1-10 представлены различные схемы красочных аппаратов.
Рис. 2.1-10 Схемы красочных аппаратов для офсетных печатных секций: Speedmaster 102 (Heidelberg), Roland 700 (MAN Roland), Rapida 104 (KBA)
Рис. 2.1-11 Пример " короткого красочного аппарата" офсетной секции для офсетной печати
Рис. 2.1-12 Красочный ящик с красочным ножом и зональными винтами Красочные аппараты состоят из нескольких попеременно расположенных жестких цилиндров и эластичных валиков. Цилиндры (с твердой поверхностью) имеют как вращательное движение, так и перемещение в осевом направлении (их называют раскатными цилиндрами), чтобы выравнивать красочный слой. Для газетных печатных комплексов, к которым предъявляют меньшие требования в отношении качества оттиска, чем к машинам для иллюстрационной печати, используются так называемые «беззональные короткие красочные аппараты», или «анилоксовые красочные аппараты» (рис. 2.1-11; раздел 2.1.3.5). Они имеют значительно более простое построение. Их достоинством является то, что из-за небольшой аккумулирующей способности краски красочный аппарат переходит в состояние устойчивого равновесия уже через несколько оборотов. Главный недостаток этой системы необходимость использования красок более низкой вязкости, чем в обычных красочных аппаратах. Из-за этого при печати происходит большее растискивание. Анилоксовый валик имеет ячейки, подобные ячейкам формного цилиндра глубокой печати. Так как избыток краски снимается ракелем, следует считаться с износом валика. Для уменьшения этого явления они изготавливаются с керамическим покрытием, а ракель из высоколегированного материала, что обеспечивает достаточно долгое время их использования. У коротких красочных аппаратов имеется недостаток, заключающийся в том, что с поверхности печатной формы часть увлажняющего раствора по короткому пути попадает, не испарившись, в красочный ящик (или красочную камеру) и поэтому собирается в нем. Главное достоинство коротких красочных аппаратов отсутствие зональной регулировки подачи краски. Обычные красочные аппараты с валиками требуют подачи краски с возможностью дозирования ее по зонам печати при системе дукторный цилиндр красочный нож и передаточный валик. Посредством зональных винтов эластичный красочный нож может устанавливаться на различных расстояниях от дукторного цилиндра (рис. 2.1-12), благодаря чему регулируется подаваемое количество краски. Система дукторный цилиндр красочный нож имеет свои недостатки. Красочный нож можно представить как упругую балку на п опорах ( п количество зональных винтов). Так как изменение положения одного винта оказывает непосредственное влияние не только на соседние зоны, а на всю систему, изготовителями были созданы разные решения для регулировки красочных зон без оказания влияния на соседние.
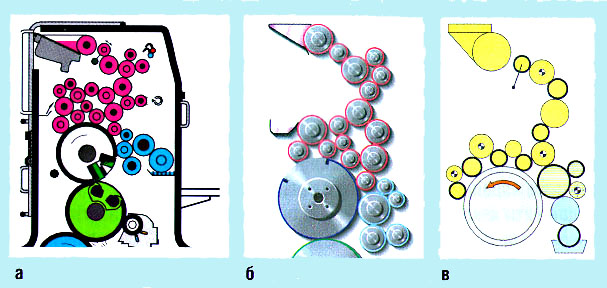
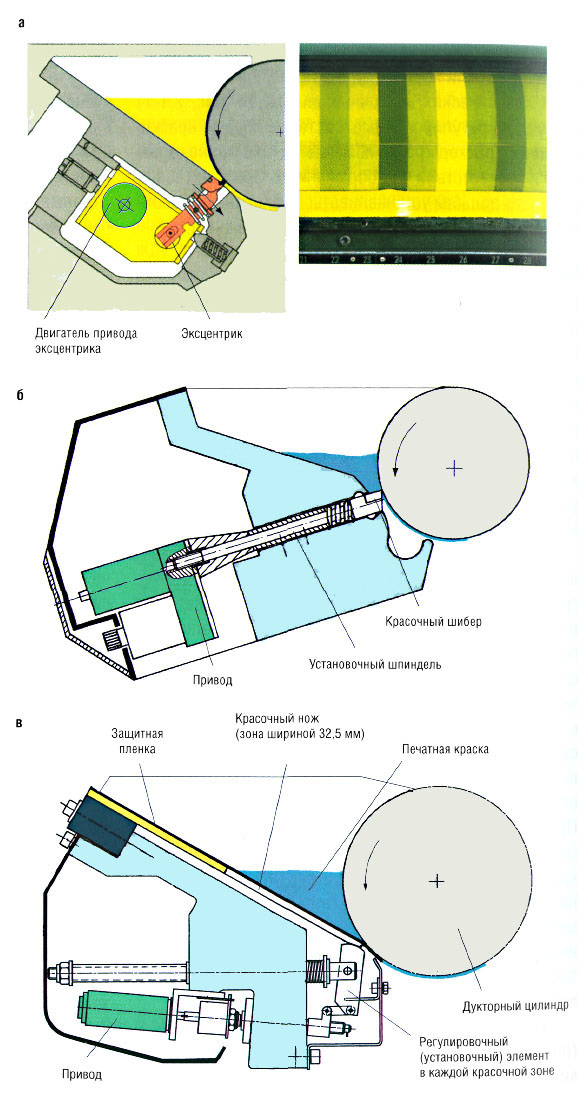
Рис. 2.1-13 Красочный ящик СРС с зональной, свободной отпобочного действия регулировки подачи краски: красочный ящик (а), регулируемый эксцентрик и дукторный целиндр (б), красочный ящик в красочной секции (в), схема зональной подачи краски (Heidelberg) (г) В красочной зональной системе фирмы Heidel berger Druckmaschinen AG (рис. 2.1-13) определенный по толщине красочный слой на дукторном цилиндре образуется путем его взаимодействия с набором регулируемых цилиндров с внутренней эксцентричной поверхностью. Цилиндры имеют по краям кольца, служащие опорой на дукторном цилиндре. Как можно видеть на рис. 2.1-13, б, на дукторном цилиндре, благодаря тому что он опирается на кольца, в результате образуются свободные от краски области. Качающиеся аксиальнораскатные цилиндры в красочном аппарате выравнивают краску. В целом образуется равномерный красочный слой. Между дукторным цилиндром и эксцентричными цилиндрами помещается пленочное покрытие, которое облегчает чистку красочного ящика. Эта система благодаря своему построению автоматически компенсирует неравномерности кругового вращения дукторного цилиндра и температурные изменения, так что можно говорить об устойчивой и надежной конструкции. Созданы и другие системы без побочного краевого действия, такие, как красочные шиберы, консольно надрезанный красочный нож (рис. 2.1.14, а, б, в).
Рис. 2.1-14 Системы красочных ящиков с зональным управлением: система дозирующего рычага (а), система красочного шибера (б), система консольного красочного ножа (в) В классических красочных аппаратах (рис. 2.1-7) требуются регулировочные системы подачи краски, поскольку расход краски изменяется по ширине ее подачи в соответствии с изображением. Соответственно для этого должны устанавливаться зональные красочные элементы или красочный нож (рис. 2.1-13). Увлажняющие аппараты В традиционной офсетной печати необходим увлажняющий аппарат, который бы покрывал пробельные элементы печатной формы очень тонким (около 2 мкм) слоем увлажняющего раствора. Так как часть его переходит совместно с краской на офсетное полотно, а другая испаряется, он должен постоянно пополняться. На рис. 2.1.-7 и 2.1-10 показаны аппараты пленочного типа, а на рис. 2.1-11 -увлажняющий аппарат щеточного типа. Другие схемы исполнения представлены на рис. 2.1-15.
Рис. 2.1-15 Приципы построения увлажняющих аппаратов: увлажняющий аппарат с передаточным валиком (а), пленочный увлажняющий аппарат (б), косвенное нанесение увлажняющего раствора посредством красочного валика (в), щеточный увлажняющий аппарат (г), центробежный увлажняющий аппарат (д) Аналогом увлажняющих аппаратов являются «вишерные валики», применявшиеся для увлажнения литографского камня. Увлажняющие аппараты с передаточным валиком и пленочные увлажняющие аппараты представляют собой контактные устройства. В них прослеживается связь емкости с увлажняющим раствором через передаточные валики с печатной формы. Недостатком данных конструкций является то, что различные субстанции (например, частицы краски и бумажная пыль) с печатной формы попадают в емкость с увлажняющим раствором и могут привести к его загрязнению. При бесконтактной подаче увлажняющего раствора, т.е. где прямая связь емкости для раствора с формой и краской отсутствует, этой проблемы не возникает. Их называют щеточными, или центробежными, увлажняющими аппаратами (рис. 2.1-15, г, д). Поступление увлажняющего раствора должно быть очень дозированным, так как избыточный его объем с печатной формы не может вернуться в увлажняющий аппарат. Увлажняющие аппараты с передаточным валиком (рис. 2.1-15, а) имеют накатные увлажняющие валики, которые покрыты впитывающими материалами (например, такими, как мольтон, плюш). Для этих систем характерна высокая инерционность изменения подачи количества увлажняющего раствора, так как покрытие валиков обладает возможностью его накопления в больших объемах. Подобные аппараты имеют ряд технологических недостатков: - высокие затраты на обслуживание; Пленочные увлажняющие аппараты (рис. 2.1-15, б) работают без передаточного валика и впитывающих покрытий, однако с добавлением в увлажняющий раствор спирта или специальных веществ. Системы, действующие непосредственно на печатную форму, увлажняют ее через собственный увлажняющий накатной валик. В системах непрямого действия увлажняющий раствор подается одним накатным валиком, который переносит печатную краску и увлажняющий раствор на печатную форму в виде воднокрасочной эмульсии (рис. 2.1-15, б). К бесконтактным увлажняющим аппаратам относятся центробежные, турбоили щеточные устройства (рис. 2.1-15, г и д), в которых увлажняющий раствор подается на валик в виде мелко разбрызганных капелек. Величина поверхностного натяжения должна при этом обеспечивать их быстрое растекание по поверхности. Однако эти аппараты имеют существенные недостатки. Они не обеспечивают стабильность работы и сложны по конструкции. Главное же достоинство центробежных увлажняющих аппаратов состоит в управлении количеством подаваемого увлажняющего раствора в осевом направлении (в таких аппаратах обеспечивается зональная регулировка по ширине формы). Так как капельное нанесение по сравнению с пленочным имеет существенные недостатки, в акцидентной печати применяются преимущественно пленочные увлажняющие аппараты. Это принципиально важно, так как в зависимости от величины зональной подачи краски для обеспечения равномерной эмульсии необходимы и различные количества увлажняющего раствора. Печатные краски взаимодействуют с увлажняющим раствором. Печатники говорят об образовании «эмульсии». По физико-химической классификации при офсетной печати образуется дисперсия «краска-увлажняющий раствор», где он находится в краске в форме капель и частично на красочном слое в свободном состоянии. Если размеры капель увлажняющего раствора превышают определенную величину, то офсетный процесс прерывается. В этом случае нет равномерной передачи краски на запечатываемую поверхность. Маленькие же капли увлажняющего раствора приводят к тому, что не обеспечивается разделение печатающих и пробельных элементов печатной формы. Как для красочных, так и для увлажняющих аппаратов имеются разные концепции, которые позволяют осуществить комбинированное или раздельное нанесение увлажняющего раствора, например, посредством подводимых к красочному аппарату или отводимых от него промежуточных валиков (рис. 2.1-15, б). Изменяя схему привода увлажняющих валиков (проскальзывание), можно варьировать количество подаваемого увлажняющего раствора и обеспечить очистку печатной формы. Печатный аппарат Рассмотрим построение и принципы действия офсетного печатного аппарата на примере типичной секции листовой машины (рис. 2.1-16). Представим упрощенно, что печатная машина состоит из уже описанных выше красочного и увлажняющего аппаратов, формного цилиндра с печатной формой, офсетного цилиндра с закреплённым на нём резиновым полотном и печатного цилиндра. Формный цилиндр с печатной формой, на которую нанесен слой краски, вращается синхронно с офсетным цилиндром. Офсетный цилиндр, в свою очередь, вращается синхронно с печатным цилиндром, на котором с помощью захватов фиксируются и проводятся листы запечатываемой бумаги. Линия контакта между офсетным и печатным цилиндрами называется полосой контакта ( nip ). Печатная форма изготавливается на металлической основе, толщиной до 0, 3 мм, или на фольге со слоем, на котором формируются элементы соответствующего цветоделенного изображения. Резиновое полотно офсетного цилиндра (вязкоупругий материал на тканевой основе) представляет собой сменное покрытие толщиной около 2 мм. Как видно из схемы (рис. 2.1-16, а), поверхность формного цилиндра по окружности не является непрерывной. Она имеет нерабочую зону (выемку) для закрепления печатной формы. В выемке размещается устройство для натяжения формы. Офсетный цилиндр имеет выемку для размещения устройства натяжения резинового полотна, а печатный цилиндр выемку для размещения системы захватов.
Рис. 2.1-16 Печатный аппарат листовой офсетной машины: расположение цилиндров (а), контрольные колбца, шестереночный механизм привода и управление захватами на листовой офсетной машине (Heidelberg) (б) Для обеспечения безупречного переноса изображения с печатной формы на бумагу необходимо, чтобы все три цилиндра вращались с идеально одинаковыми окружными скоростями без проскальзывания. Поскольку по окружностям цилиндров имеются технологические выемки, невозможно, чтобы в течение печати всего тиража выдерживалось требуемое относительное вращение только за счёт сил трения между контактирующими поверхностями. По этой причине все цилиндры имеют шестерёнчатый привод, связанный с приводом машины. Кроме того, через печатный аппарат осуществляется также привод красочного аппарата. Проблемы печати, вытекающие из конструкции шестерёнчатого привода (в особенности появление «полошения» дефекта, связанного с неточным изготовлением шестерен), можно разрешить за счёт оптимального допуска на боковой зазор шестерён привода, а также путем совершенствования и повышения качества сборки узлов. Кроме того, при сборке необходимо уделять внимание тому, чтобы межосевое расстояние между цилиндрами печатного аппарата изменялось таким образом, чтобы обеспечить отключение и включение натиска. При этом следует принимать во внимание межосевое расстояние между офсетным и печатным цилиндрами при разной толщине бумаги и изменения межосевого расстояния при перемещении офсетного цилиндра. Межосевое расстояние регулируется при применении эвольвентного зацепления с соответствующей коррекцией профилей зубьев. При минимальном межосевом расстоянии необходимо гарантировать наличие зазора между зубьями, а при увеличении межосевого расстояния обеспечение надёжного контакта. Поэтому в печатных машинах применяются зубья увеличенной высоты. Синхронность вращения цилиндров достигается за счёт косозубой передачи, так как она увеличивает коэффициент перекрытия зацепления. Кроме одинаковой угловой скорости, для переноса печатной краски необходимо, чтобы между формным и офсетным цилиндрами, а также между офсетным цилиндром и бумагой было обеспечено достаточно высокое давление. Между формным и офсетным цилиндрами, которые вращаются с жёстко установленным межосевым расстоянием, давление устанавливается за счёт поддекельной покрышки на офсетном цилиндре, которая обеспечивает радиальную деформацию офсетной резины в диапазоне 0, 05-0, 15 мм. Между офсетным и печатным цилиндрами устанавливают давление, зависящее от свойств запечатываемых материалов. При вращении цилиндров с шестеренчатой передачей возникает явление проскальзывания. Оно приводит к тому, что к радиальной деформации офсетной резины в зоне контакта цилиндров добавляется еще тангенциальная составляющая. Силовое нагружение цилиндров печатного аппарата соответствует периоду взаимодействия их рабочих поверхностей, после чего в момент прохождения выемок происходит их разгрузка. Подобное циклическое нарушение силового контакта приводит к возникновению вибраций в печатном аппарате, влияющих на качество печати. Чтобы свести к минимуму последствия вибрации, на торцевые стороны формного и офсетного цилиндров устанавливают контактные кольца из закалённой стали с высокой поверхностной прочностью. Диаметры этих колец равны диаметрам начальной окружности шестерён, и они обкатываются друг относительно друга с натягом. На машинах формата печати 70 x 100 см усилие натяга составляет около 15 000 Н. Контактные кольца препятствуют крутильным колебаниям, которые могут возникнуть в механической системе (цилиндр зубчатое колесо). Кроме того, контактные кольца увеличивают жёсткость на изгиб пары цилиндров. Это сдвигает резонансную частоту системы в некритическую область и уменьшает вибрацию, вызываемую прохождением выемок на цилиндрах. Для обеспечения необходимого взаимодействия формного, офсетного и печатного цилиндров в процессе печати необходимо, чтобы не возникали их относительные перемещения в окружном и радиальном направлениях. Существенными являются конструктивные особенности установки цилиндров в печатном аппарате. Для всех трёх цилиндров опоры должны быть выбраны с учетом больших нагрузок. К тому же, исходя из требований точного переноса необходимого количества краски, должны быть обеспечены высокая жесткость конструкций и отсутствие люфтов. К формному цилиндру предъявляется дополнительное требование, связанное с его юстировкой (необходимость его поворота при диагональной приводке (раздел 2.1.2.3) на определенный угол). При установке офсетного цилиндра необходимо учесть работу механизма натиска. Вследствие учета этих разносторонних требований в качестве опор валов цилиндров применяются беззазорные игольчатые или конические роликовые подшипники, которые поставляются изготовителями с уже гарантированным предварительным натягом. Цилиндры с их опорами монтируются между двумя вертикальными боковыми стенками (рис. 2.1-16, б). Они изготавливаются преимущественно из высококачественного литья. Учитывая высокие требования к параллельности цилиндров, установочные отверстия должны выполняться совместно в обеих стенках. Печатный аппарат сохраняет требуемую жесткость к вибрациям и кручениям благодаря тому, что вертикальные стойки привинчиваются в нижней части к жесткой станине. В некоторых конструкциях станина выполняет функцию фундамента. Кроме станины для повышения жёсткости печатного аппарата используют поперечные связи. Монтаж машины требует не только установки цилиндров, но также соблюдения определённых условий и правил сборки других узлов. Например, при установке системы захватов на печатном цилиндре и механизма управления открытием и закрытием захватов. Для обеспечения длительного функционирования и долговечной службы печатного аппарата и вращающихся деталей необходимо достаточное количество качественной смазки. Подшипники и зубчатые передачи предъявляют особенно высокие требования к качеству смазочных веществ. Смазка машин большей частью осуществляется с помощью специальных приспособлений. В узлах возможна утечка масла. Поэтому для машин малого и среднего формата применяют пастообразные смазки. При выборе масел обращают внимание на возможное их взаимодействие с различными растворителями, с окрашенными металлическими и полимерными поверхностями, цветными металлами, резиновыми и другими материалами. Учитывают также воздействие смазочных материалов на процесс старения отдельных деталей печатных машин.
Качество оттисков
В разделах 1.4, а также 2.1.4 и 3.2.2 подробно изложены методы контроля качества оттисков и применяемая измерительная техника. В настоящем разделе дается только обзор определённых параметров качества. Показатели качества приведены в одном из следующих разделов. В зависимости от заказа и оригинала возможны различные, первоначально устанавливаемые критерии качества, К важнейшим из них относятся: Равномерность оптической плотности растровых изображений Если изображение, получаемое на оттиске, имеет относительно большие участки, отличающиеся равномерностью тона, то даже небольшие различия в оптической плотности могут оказаться заметными для глаза человека. Значения минимальных (пороговых) различий составляют порядка 0, 02 единицы оптической плотности AD (раздел 1.4.1). Если в процессе печати тиража возникают колебания градации тона, то на оттисках они проявляются в виде пятен или полос, которые являются дефектами. При колебаниях оптической плотности от оттиска к оттиску и последующем сравнении репродукций они становятся сразу заметными. Равномерность оптической плотности плашки На таких участках колебания оптических плотностей от оттиска к оттиску также очень хорошо заметны человеческому глазу. Градационная передача растрового изображения В копировальном, а также в печатном процессе могут обнаруживаться существенные изменения размеров растровых точек. От этого страдает качество печати. На помощь приходит стандартизация процесса изготовления офсетной репродукции (раздел 2.1.2). Соответствующая документация регламентирует условия стабильности передачи растровой структуры в формном и печатном процессах. Основное влияние на точность воспроизведения в печатном процессе оказывают офсетное резиновое полотно и настройка печатной машины. Отклонения в усилии прижима между формным и офсетным цилиндрами приводят к существенным изменениям в градационной передаче. Неправильно выбранная величина давления между офсетным и печатным цилиндрами вызывает значительные цветовые искажения на оттиске. На изображении может обнаруживаться деформация растровых точек в виде увеличения их размеров и, следовательно, появляются отклонения в цветопередаче. Растискивание и дробление растровых точек два важнейших параметра, определяющих качество печати (рис. 2.1.17, а).
Рис. 2.1-17 Примеры нарушения качества печати: деформация растровой точки вследствие смазивания и дробления (а), эффект шаблонирования на печатном изображении (б) В процессе растискивания происходит сдвиг контуров растровых точек. Причиной этого являются относительные перемещения между поверхностями печатной формы и офсетного цилиндра или между офсетным цилиндром и запечатываемым материалом. При этом поверхности неточно прокатываются одна по другой. Смещения в направлении печати называются смещением по окружности, а смещение в поперечном направлении боковым смещением. Причина растискивания состоит, главным образом, в повышенном давлении между двумя соприкасающимися цилиндрами. Так как деформация офсетного резинового полотна по ширине едва ли сказывается на величине растискивания, то деформация растровых точек происходит преимущественно в направлении печати. При этом, например, круглая точка превращается в эллиптическую. Часто недостаточно натянутое офсетное полотно или слишком большая подача краски также являются причинами таких изменений площадей и форм растровых точек. Однако растискивание возможно также и в боковом направлении. Отклонения в различных направлениях заметны на полях контрольных шкал, состоящих из штриховых элементов (рис. 2.1-17, а). Штрихи, перпендикулярные направлению печати, расширяются в направлении вращения цилиндров, что приводит к потемнению данного поля, тогда как ширина штрихов, расположенных в направлении печати, остаётся неизменной. Дробление это увеличение растровых точек, при котором вокруг них образуется двойной или многократный тенеобразный контур. Это смещение красочных изображений приводит к увеличению оптической плотности. Дробление происходит за счёт колебаний приводки во время печати (обусловленных машиной или бумагой). В многокрасочных машинах печатные листы со свежей краской запечатываются, например, после первой печатной секции последующей второй краской во второй секции. На офсетном резиновом полотне за счёт расщепления красочного слоя возникает цветной отпечаток растровой структуры, который снова переносится на следующий печатный лист (раздел о рулонных машинах). Таким образом, изображение с формного цилиндра должно точно накладываться на предыдущее свежесформированное изображение на офсетном цилиндре, в противном случае печатающие элементы увеличатся за счёт их дробления. Увеличение размеров растровых точек за счёт дублирования происходит при уменьшенной толщине красочного слоя, получаемого на оттиске. Смещение на величину 10 мкм уже приводит к изменениям градационной передачи. Шаблонирование Шаблонирование это наложение печатающих элементов в направлении печати на последующие участки изображения (рис. 2.1-17, б). Вообще, в традиционном красочном аппарате накатные валики меньше формного цилиндра. Однако после нанесения краски на печатную форму из-за расщепления слоя на накатных валиках остаётся красочный слой, который после их одного оборота может стать причиной образования на оттиске вторичного «паразитного» изображения. В принципе красочный слой на печатной форме становится достаточно равномерным за счёт применения нескольких накатных, красочных валиков различных диаметров (в листовых офсетных машинах их чаще всего 4) и, соответственно нескольких участков контакта, а также за счёт положительного влияния осевого раската краски. При неблагоприятной подаче краски на печатную форму и соответствующем построении красочного аппарата также возможно появление заметного шаблонирования. Микронеоднородность (англ. mottling) Под микронеоднородностью понимают пятнистость, облачность красочного слоя на запечатанном материале. Это происходит из-за неравномерности впитывания красочного слоя в запечатываемый материал при его прохождении между печатными секциями многокрасочной печатной машины. Неравномерность впитывания приводит к неравномерному распределению красочного слоя, что особенно усиливает эффект при последовательном наложении красок, делая его заметным. Чем быстрее и равномернее впитывается первая краска, тем лучше и ровнее передача следующей краски. Неравномерность можно устранить, в частности, путем соответствующего изменения впитывающей способности красок, изменением последовательности их наложения или применением другой бумаги. На неравномерность влияюттакие свойства бумаги, как однородность ее структуры и поверхностного слоя. Восприятие слоем предыдущей печатной краски слоя последующей краски ( trapping ) Треппинг параметр, характеризующий переход второй краски на первую при их последовательном наложении в многокрасочной печати («сырое по сырому»). Расщепление краски зависит, главным образом, от её реологических свойств (например, липкости). Чтобы последующая отпечатанная краска хорошо воспринималась уже отпечатанной ранее нанесенной краской, она должна иметь меньшую липкость. Абсолютное значение оптической плотности и координаты цветности Абсолютное значение оптических плотностей определяется по колориметрическим стандартам, а также координатам цветности. При многокрасочной печати с наложением красок применяется колориметрия, основанная на спектральных измерениях. Средства, пригодные для применения в измерительных системах и устройствах регулировок, должны обеспечивать соответствующую точность определения оптических плотностей и координат цветности. Это относится как к растровым изображениям, так и к плашкам. При печати тиража измерение оптических плотностей часто оказывается достаточным для приладки, а для оценки наложения красок необходимо проводить спектрофотометрические измерения.< Популярное:
|
Последнее изменение этой страницы: 2016-03-25; Просмотров: 1535; Нарушение авторского права страницы