|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Белизна и равномерность белизны запечатываемого материала
Белизна запечатываемого материала оказывает существенное влияние на воспроизводимый цветовой охват в четырехкрасочной печати. Мелованные бумаги имеют поверхностные слои, придающие им высокую степень белизны. Собственно при печати используются относительно прозрачные краски. В таких условиях цветовой тон незапечатанной бумаги является решающим фактором, определяющим воспроизведение цвета. Методы измерения Для измерения вышеуказанных параметров качества имеются соответствующие методы и средства измерений. В числе важнейших, используемых для определения соответствия требованиям качества, можно указать следующие: - денситометрию; Имеется большое количество контрольных элементов, которые могут быть интегрированы в печатное изображение. Анализ контрольных шкал предполагает применение соответствующей измерительной техники. Однако контрольные элементы служат также для визуальной оценки изменений, влияющих на качество печатной продукции. Методы измерения подробно описываются в разделах 1.4.1, 1.4.4 и 2.1.4.
Листовая офсетная печать
Листовая офсетная печать по сравнению с другими способами обладает преимуществами с экономической точки зрения и с позиции качества продукции. К ним, прежде всего, надо отнести возможность печати широкого ассортимента продукции и сравнительно низкую ее стоимость при высочайшем качестве и широком спектре тиражей. Цветовые возможности в офсетной печати укладываются в интервал от одной, включая четырехкрасочную печать, до двенадцати красок. Листовым офсетом могут запечатываться материалы самых различных форматов и плотностей. Короткое время занимает подготовка к печати. Таким образом, важным оказывается, что наряду со свободным выбором формата может быть решена проблема применения запечатываемых материалов с различными свойствами. Многообразие видов материалов, используемых в листовом офсете, предъявляет особые требования к организации их хранения поставщиками и потребителями. Операции отделки продукции, такие, как лакирование, впечатывание информации, нумерация, перфорирование и штанцевание, выполняемые непосредственно в печатных машинах или вне их, широко используются в технологии листового офсета. Важным является и множество вариантов обработки продукции. Листовые офсетные машины позволяют: · осуществлять высокоточную проводку бумажного листа с высокой скоростью с учетом динамики и специфики нагрузок для данного способа печати; · контролировать и надёжно осуществлять сложный технологический процесс печати с большим числом участвующих в нем расходных материалов (увлажняющий раствор, краска, бумага, воздух и др.).
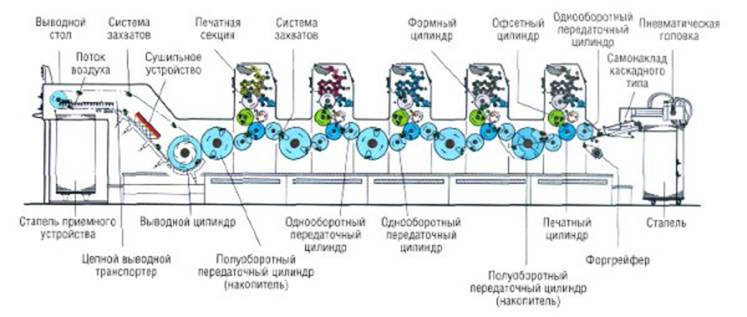
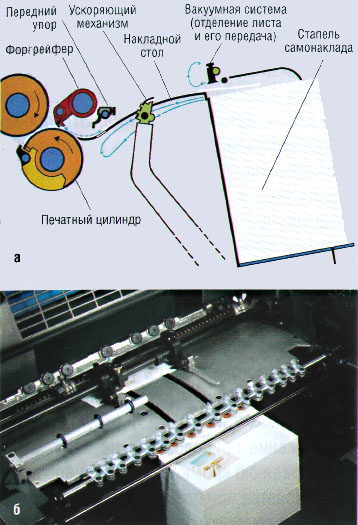
Рис. 2.1-18 Транспортировка листа в листовой офсетной машине секционного построения (Speedmaster SM 74-5-P, H, Heidelberg)
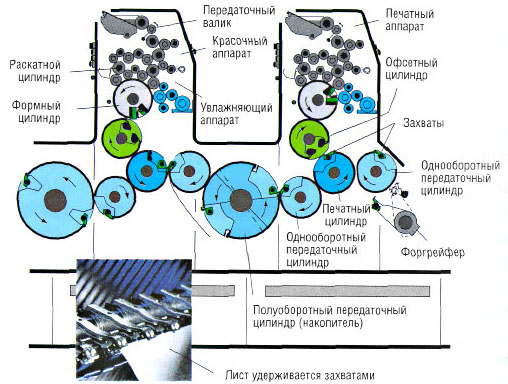
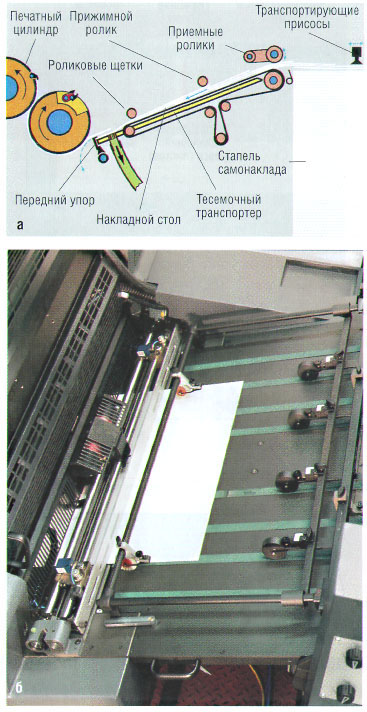
Рис. 2.1-19 Транспортировка листа в печатной секции (Heidelberg)
Проводка бумаги
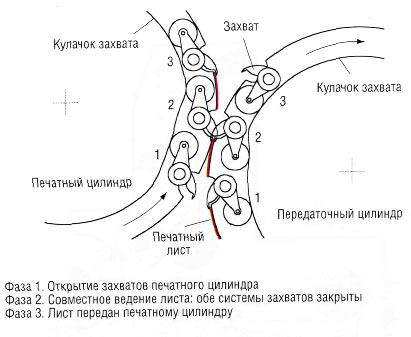
Движение листа от стапеля через самонаклад к печатной секции должно быть обеспечено высокоточной транспортирующей системой, контрольными и блокирующими элементами, вплоть до нанесения на него краски и вывода на приёмный стол (рис. 2.1-18). В самонакладе транспортировка листа осуществляется исключительно посредством вакуума или сил трения. Процесс подачи сводится к отделению верхнего листа от стопы с помощью вакуума пневматической головкой и транспортированию его по накладному столу, где он проводится между роликами, лентами и щётками. Каждый лист подводится к печатному аппарату с высокой скоростью. Перед этим он притормаживается, останавливается и выравнивается по передним и боковым упорам. Выравненные листы захватываются захватами форгрейфера, разгоняются до скорости печати и передаются в печатный аппарат. В машинах, производительность которых достигает 15 000 листов/ч, формата 70 см х 100 см, осуществляется проводка бумаги со скоростью около 3, 5 м/с. При выходе из зоны равнения для плавного ускорения запечатываемого материала до скорости печати предусматривается соответствующий ускоряющий механизм в виде форгрейфера и передаточного цилиндра. В печатных аппаратах (рис. 2.1-18) лист подается к печатному цилиндру. Система захватов (рис. 2.1-19) принимает его и во время рабочего цикла вводит в контакт с офсетным цилиндром, где он запечатывается краской, а затем с помощью передаточных цилиндров передаётся транспортной системой к следующему печатному аппарату, после чего - на выводной стол. Процесс печати предполагает наличие определённого давления для перехода краски на запечатываемый материал между формным и офсетным цилиндрами, а также между офсетным и печатным цилиндрами. В зависимости от структуры поверхности запечатываемого материала и его толщины давление между последней парой цилиндров регулируется путём изменения расстояния между поверхностями в зоне контакта на требуемую величину. При этом давление между формным и офсетным цилиндрами не изменяется. Офсетные краски представляют собой пастообразное, высоковязкое и, следовательно, липкое вещество. Благодаря этим их свойствам бумага прилипает к печатающим участкам резинотканевого полотна, а при выходе из контакта она отрывается со значительным усилием от него с помощью захватов. Таким образом, для вывода листа требуется определенное усилие фиксации его захватами. Однако следует учитывать, что усилие фиксации захватов не должно деформировать поверхность листа, а сами они должны быть износоустойчивы. Рабочие детали захватов изготавливаются из специально выбираемых материалов, например полиуретана, керамики, и имеют особую поверхностную структуру. Обрабатывается и опорная поверхность, к которой прижимаются захваты. Однако, несмотря на это, определённое залипание бумаги на офсетном цилиндре всё же происходит, как это представлено на рис. 2.1-54 и в разделе 13.1.3 (рис. 13.1-51). После запечатывания лист передается на следующий цилиндр. Передача с цилиндра на цилиндр и от одной системы захватов к другой при их вращении должна происходить на протяжении лишь нескольких угловых градусов. В зоне передачи лист за короткий промежуток времени оказывается одновременно в захватах, имеющихся на двух цилиндрах (так называемое совместное ведение). Слишком долгое пребывание листа в таком положении может привести к разрыву его передней кромки захватами. Кулачки, которые управляют открытием и закрытием захватов, должны быть оптимально отрегулированы по циклу с учётом ускорения и инерционных сил. Требуемый профиль кулачка рассчитывается с учётом динамических характеристик узлов системы передачи и должен гарантировать мягкую и чёткую работу захватов. Фазы процесса передачи листа и положение его передней кромки листа показаны на рис. 2.1-20.
Рис. 2.1-20 Фазы управления захватами при передаче листа При переходе листа к следующей печатной секции он ложится на передаточный цилиндр (рис. 2.1-18) свежеотпечатанной стороной. Так как краска окончательно не закрепилась, возможен её переход на поверхность цилиндра. В результате краска накапливается на листопередающем цилиндре и вызывает отмарывание последующих листов. Существует очень простой метод, позволяющий устранить это явление. Он состоит в том, чтобы поверхность цилиндра была не сплошной, а имела опорные кольца, расположенные в местах, свободных от краски, например в пробелах между полосами. Однако перестановка этих колец от тиража к тиражу сопряжена с длительными потерями времени. К тому же не всегда можно найти полосы, свободные от изображения. Так что для решения этой проблемы применяют другие методы. Современные решения, призванные обеспечить транспортировку листов без отмарывания, связанные с использованием соответствующих материалов и поверхностных структур, описаны в разделе 2.1.2.4.
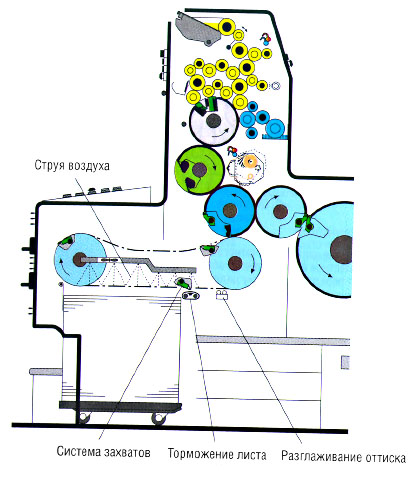
Рис. 2.1-21 Цепной выводной транспортер обычного стапельного вывода (Heidelberg) При прохождении листа через другие печатные секции на его поверхность накладываются последующие краски. Транспортировка от секции к секции должна быть исключительно точной. Отклонение совмещения цветоделенных изображений при высоком качестве продукции должно быть не более 0, 01 мм. Такая точность при транспортировании листа и высокой скорости его движения ставит перед приводом машины и синхронностью работы отдельных секций повышенные требования. При выходе оттиска из последней печатной секции листовыводное устройство выкладывает его в стапель (рис. 2.1-18 и 2.1-21). В большинстве конструкций машин после последней печатной секции (рис. 2.1-22) располагаются дополнительные устройства, например лакировальная секция, сушильные системы, противоотмарывающий аппарат и разглаживатель листов. На выходе из последней печатной секции оттиск передаётся в захваты каретки выводного цепного транспортёра и дальше ею перемещается. С учетом скорости печати листы перед попаданием на стапель должны притормаживаться, чтобы по возможности ровно выкладываться. В стапеле происходит окончательная сушка и закрепление краски (посредством ее впитывания и окисления), что необходимо для дальнейшей послепечатной обработки отпечатанных листов.
Рис. 2.1-22 Компоненты машины: лакироавльное устройство, сушильные устройства различного типа, противоотмарывающий аппарат (Heidelberg)
Самонаклад
Конструктивные решения листовых самонакладов реализованы в большом многообразии для различных печатных и печатно-отделочных машин. В листовых офсетных машинах находят применение самонаклады с последовательной (рис. 2.1-23) и ступенчатой или каскадной (рис. 2.1-24) подачей листов. Самонаклад с последовательной подачей обладает определённым преимуществом. Он проще перенастраивается на другой формат и на различные запечатываемые материалы. Быстроходные крупноформатные машины, напротив, оснащаются исключительно каскадными самонакладами, обеспечивающими высокодинамичные процессы и точное позиционирование листа.
Рис. 2.1-23 Самонаклад с последовательной подачей: схема транспортировки листа (а); пример исполнения (Heidelberg) (б)
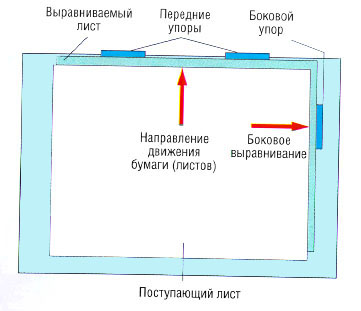
Рис. 2.1-24 Самонаклад каскадного типа: схема транспортировки листа (а); пример исполнения (Heidelberg) В задачи самонаклада входит выполнение следующих операций: подъем и подвод стопы к головке самонаклада для отделения от неё листов, транспортировка их с помощью подающей системы на накладной и выравнивание по передним и боковым упорам. Позиционирование листа по отношению к упорам (рис. 2.1-25) обеспечивает точное расположение изображения на поверхности оттиска (по отношению к краям и соответственно к ранее напечатанному изображению). При этом в готовом продукте визуально не должны быть заметны какие-либо неточности. При втором прогоне листа, для наложения последующей краски, можно обнаружить на изображении погрешности совмещения, вызванные неправильной регулировкой механизма подачи листа. Для того чтобы этого явления не было, требуется высокая точность работы всех узлов. Неточности, вызывающие изменение положения изображения по отношению к краям оттиска очень часто влияют на результаты последующей обработки при резке, фальцовке или штанцевании и вызывают снижение качества продукции.
Рис. 2.1-25 Выравнивание листа на накладном столе по передним и боковым упорам
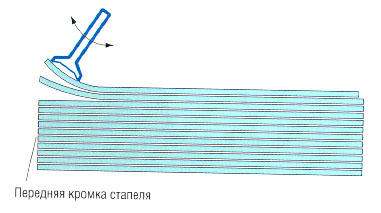
Рис. 2.1-26 Разделение листов при помощи отгибания кромки листа присосом Популярное:
|
Последнее изменение этой страницы: 2016-03-25; Просмотров: 1414; Нарушение авторского права страницы