|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Самонаклад с последовательной подачей листов
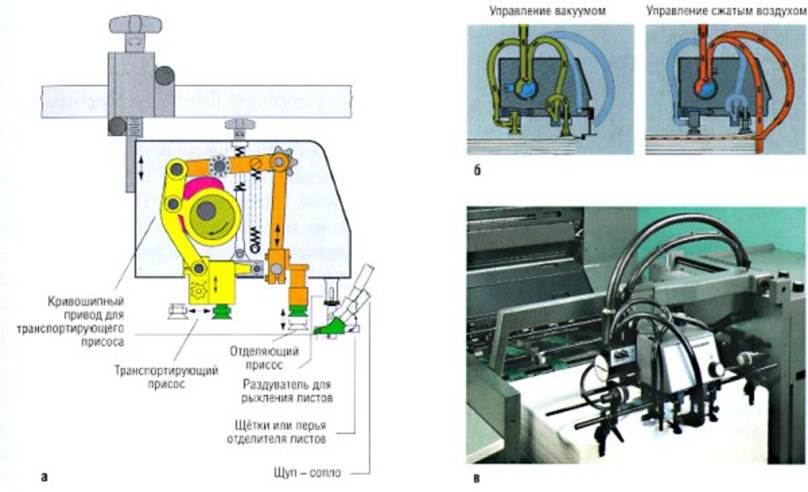
Такой самонаклад транспортирует каждый лист последовательно на накладной стол. Для этого лист берётся за переднюю кромку несколькими присосами (рис. 2.1-23) и позиционируется таким образом, чтобы его принимали захваты или тесьмы транспортера. Эти элементы подводят лист к передним и боковым упорам, где он выравнивается. Отделение самого верхнего листа от поверхности стапеля для передачи его на накладной стол является непростой задачей, которая решается взаимодействием вакуумной системы и системы раздува. В отдельных случаях из-за электростатического заряда или из-за сцепления обрезных краёв два листа слипаются, поэтому в машину возможна подача так называемых сдвоенных листов. Это происходит тогда, когда листы не разделились присосами и действием сжатого воздуха. Необнаруженные двойные листы поступают в офсетную машину и могут вызвать разрушение резинового полотна и захватов. Кроме того, незапечатанные листы приводят к выходу бракованной продукции. При отделении листа от стапеля качество его подачи контролируется соответствующими устройствами. Передние и задние раздуватели разрыхляют верхний слой стопы. Листоотделяющие устройства приподнимают и отделяют верхний лист от нижнего. В более простых системах (рис. 2.1-23) регулируемое качательное движение присосов обеспечивает отделение листов за переднюю кромку. При этом передняя кромка листа отгибается при помощи присосов, слипшиеся листы немного смещаются один по отношению к другому и легко разделяются, причём упругость бумаги способствует отделению одного листа (рис. 2.1-26). В самонакладе с последовательной подачей листов следующий лист отделяется присосом только тогда, когда предыдущий полностью покинул стапель самонаклада. Из этого следует, что скорость транспортировки листов самонакладом почти соответствует скорости печати, а равнение листов занимает немного времени. Самонаклад с каскадной подачей листов В самонакладе с каскадной подачей (рис. 2.1-24) пневматическая головка (рис. 2.1-27, 2.1-18) отделяет листы за заднюю кромку.
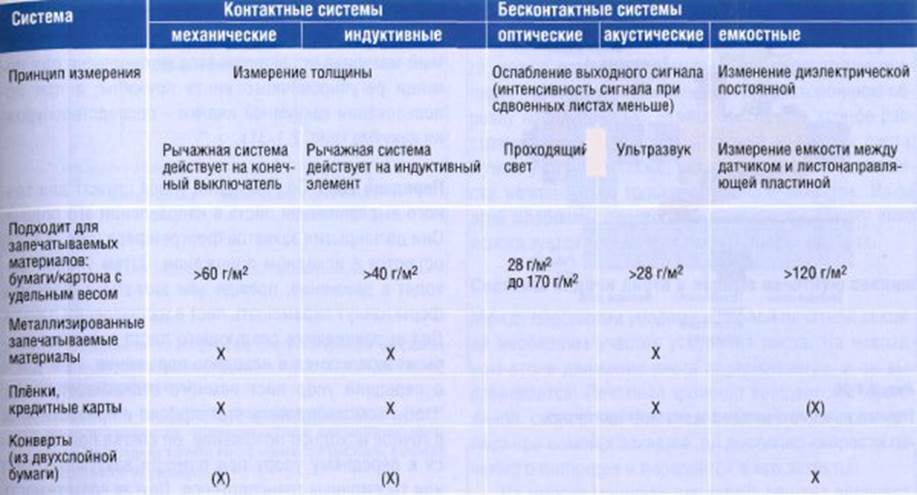
Рис. 1.2-27 Пневматический самонаклад: головка самонаклада (а); управление воздухом для присасывания и раздувания (б); внешний вид самонаклада (Heidelberg) (в) Присосы приподнимают заднюю кромку листа и производят его отделение при помощи вакуума. Сжатый воздух подаётся между листами в определённом режиме и вызывает колебательные движения верхних листов на стапеле самонаклада. В процессе дальнейшего движения лист при помощи транспортирующих присосов выводится на накладной стол с ленточным транспортером. Следующий лист уже отделяется от стапеля, когда предыдущий, например, только на одну треть вышел на накладной стол. Скорость каскадного потока листов, но не отдельного листасоставляет в этом примере одну треть скорости печати, что обеспечивает режим точного выравнивания. Приемные ролики выводят лист при его подаче на накладной стол, что создает режим их каскадной подачи. Положение грузовых роликов определяет момент подхода листа к упорам. Небольшие отклонения скорости каскадного потока могут вызвать несвоевременный подход листов. Подача к передним упорам имеет определённый разброс. Чтобы не возникало задержки, а выравнивание листов по передним и боковым упорам происходило строго по циклу, устанавливается оптимальный режим скорости подхода листов к передним упорам. Системы самонаклада с каскадной и с последовательной подачей листов отличаются по конструкции и назначению. В их обслуживании также имеются различия. Преимущество самонаклада с последовательной подачей листов заключается в простоте конструкции и удобстве обслуживания. Например, при смене формата требуется меньше времени для наладки. Он больше подходит для малых форматов, но не пригоден для высоких скоростей печати. Для того чтобы организовать на самонакладе с каскадной подачей транспортировку листов без проскальзывания, был разработан вакуумный ленточный транспортер (рис. 2.1-28). Контроль слипшихся листов Два или несколько слипшихся листа (когда два листа одновременно подаются на накладной стол) должны своевременно распознаваться, чтобы исключить возможные повреждения машины. Как только обнаруживается двойной лист, устройство (щуп сдвоенных листов) останавливает дальнейшее его продвижение. В этом случае система управления машиной обеспечивает запечатывание и вывод предыдущих листов. Системы контроля двойных листов имеют (как видно из табл. 2.1-2) определённые ограничения для различных запечатываемых материалов.
Рис. 2.1-28 Самонаклад с каскадной подачей листови ленточным вакуумным транспортер (Speedmaster SM 74, Heidelberg) Часто системы контроля двойных листов работают на основе измерения толщины и соответственно регулируются по параметрам запечатываемого материала. Они имеют пределы чувствительности, например, в случае использования тонкой печатной бумаги. Намного проще в обслуживании оптические системы контроля. Они устанавливаются до начала процесса печати и настраиваются на толщину запечатываемого материала. Для измерения применяются устройства, использующие инфракрасные и ультразвуковые источники. Используется и емкостный метод измерения для толстых запечатываемых материалов, однако он имеет ограничения в применении для материалов с большим содержанием влаги. Выравнивание листа на накладном столе по трем приводочным точкам Если лист должен дважды проходить через машину, то следует обеспечить высокую точность расположения изображения на поверхности оттиска. Это также относится к приводке лица и оборота при двусторонней печати, ко второму прогону для впечатывания дополнительных, например, декоративных красок при многокрасочной печати, при местном лакировании или горячем тиснении. Следует отметить необходимость высокой точности равнения листов с учетом последующих операций, таких, как четырехсторонняя обрезка оттисков на резальной машине, фальцовка их на этапе отделочных процессов, а также при штанцевании, тиснении или биговке. Для того чтобы лист можно было с необходимой точностью выровнять на накладном столе, его приталкивают к двум передним и одному боковому упорам (рис. 2.1-25). На машинах большого формата, например, с шестью упорами, при печати малых форматов лишние передние упоры убираются, поэтому в выравнивании участвует только два передних упора. Для того чтобы в ходе отделочных процессов можно было выравнивать запечатанные листы с одной и той же стороны, необходимо проставлять на оттисках приводочные точки (например, ручное маркирование на приёмном стапеле). Будут ли они использоваться во время отделочных процессов, зависит от продукции и заданных допусков. Из-за различных систем наклада во время печатных и отделочных процессов на практике важно, чтобы передняя кромка листов была обрезана с небольшими допусками, а угол между передней и боковой кромками имел минимальные отклонения от прямого. Точное размещение наносимого изображения на листе достигается в том случае, если каждый лист выравнивается перед подачей в машину. Во время подачи лист с минимальным усилием приталкивается к передним упорам. Транспортирующие элементы (ленты, щётки, ролики, тяговые сегменты или другие элементы) проскальзывают с небольшим усилием относительно листа и при помощи фрикционного скольжения устанавливают его в правильное положение. В зависимости от форматов и толщины листов, а также из-за различного коэффициента трения их поверхности усилие прижима в устройстве бокового равнения требует соответствующей регулировки. Точное выравнивание листов, которые подходят с грубым перекосом и имеют волнистые края, затруднено. При помощи соответствующих конструктивных (например, подачи воздуха) передняя кромка листа может выравниваться более точно. Боковой упор. Боковое выравнивание каждого отдельного листа производится с помощью упора выравнивающего устройства (рис. 2.1-29 - 2.1-31), который также является механизмом накладного стола машины. Таблица 2.1-2 Системы контроля сдвоенных листов и возможности их применения: метка (Х) - ограниченное использование
Боковой упор толкающего типа (рис. 2.1-29) имеет простую конструкцию, легко регулируется и используется, как уже говорилось, при малых форматах печати. Функции толкающих боковых упоров ограничены при больших форматах и недостаточно упругих запечатываемых материалах. Для выравнивания лист перемещается к боковому упору на несколько миллиметров посредством толкателя, перпендикулярно направлению транспортировки. Он придаёт листу ускорение, которое может деформировать или согнуть лист. Чем выше скорость работы машины, чем больше формат и чем меньше жесткость листа, тем вероятнее его деформации и неточная подача. Некоторые накладные столы имеют незначительную выпуклость в направлении движения листа, которая придаёт ему большую жесткость. С другой стороны, для подачи жёсткого картона нужен ровный накладной стол, с тем чтобы лист не поднимался.
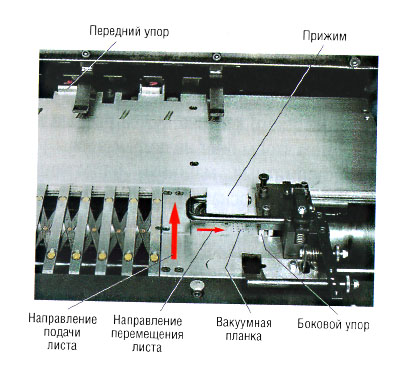
Рис. 2.1-29 Боковой упор толкающего типа Крупноформатные машины, работающие на больших скоростях, оснащены боковыми упорами с выравнивающим механизмом (рис. 2.1-30). Равнение по боковой кромке производится посредством тянущего движения. Выравненный по передним и боковым упорам лист передаётся в многокрасочных машинах из одной системы захватов в другую, причем с высокой точностью. Таким образом удаётся избе жать возникновения явлений дробления (раздел 2.1.1.4). Боковые упоры с выравнивающим механизмом отличаются тем, что лист прижимается к тянущей шине (рис. 2.1-30) или присасывается к вакуумной планке (рис. 2.1-31). Это устройство тянет лист до тех пор, пока его кромка не ударится о боковой упор. При достаточной жесткости кромки листа тянущий элемент начинает скользить по нему. Момент проскальзывания должен регулироваться в зависимости от свойств запечатываемого материала. Прижимное усилие тянущего элемента на запечатываемый материал устанавливается механически при помощи регулировочного винта пружины, а при использовании вакуумной планки - посредством ypовня вакуума (рис. 2.1-31).
Рис. 2.1-30 Боковой упор с механизмом для выравнивания листов
Рис. 2.1-31 Боковой упор с вакуумной планкой (КВА) Передний упор Оба передних упора служат для TOЧного выравнивания листа в направлении его подачи. Они до закрытия захватов форгрейфера (рис. 2.1-33) остаются в исходном положении. Затем упоры приходят в движение, прежде чем захваты и форгрейферы начнут перемещать лист в направлении печати. Для выравнивания следующего листа передние упоры возвращаются в исходное положение. При ударе о передний упор лист немного отскакивает назад. Чтобы компенсировать этот эффект и привести лист в точное исходное положение, он слегка прижимается к переднему упору при помощи вакуумных лент или тесемочных транспортеров. Другая возможность точного выравнивания состоит в том, чтобы отклонить передние упоры немного назад по отношению к листу, после того как он ударится об упоры. Переворачивание листа Листы, как правило, запечатываются с обеих сторон. Для этого на машине односторонней печати они должны проводиться через машину второй раз. На печатной машине для двусторонней печати может за один прогон запечатываться лицевая и оборотная сторона листа. Переворачивание листа слева направо. Для второго прогона отпечатанные листы переворачиваются слева направо прежде, чем они будут уложены в стапель. Стапель с оттисками изменяет положение таким образом, чтобы боковые кромки поменялись местами (рис. 2.1-32, а). После переворачивания листа слева направо для обеспечения правильной приводки на всякий случай необходим второй боковой упор. Его наличие не требовалось бы, если все листы в стапеле были одинакового размера. При этом условии приводка лицевой и оборотной стороны могла бы производиться без смены бокового упора. На практике на размеры листов бумаги существуют технологические допуски, поэтому не все из них в стапеле абсолютно одинаковы. С одной стороны, при четырехсторонней обрезке имеются отклонения в движении ножа (верхняя или нижняя подрезка). С другой - лист изменяет свои размеры в зависимости от влажности и температуры воздуха в помещении. Проблема состоит в том, что размеры листов изменяются по-разному. Нужно учитывать также то, что запечатываются листы с отклонениями в размерах. Кроме того, они изменяют свои размеры ещё из-за воздействия на них технологических процессов. Поэтому при переворачивании слева направо боковой упор меняется таким образом, что лист при печати с оборота выравнивается по тем же трём приводочным точкам, как и при печати на лицевой стороне, что позволяет обеспечить точную приводку изображения на обеих сторонах оттиска. Для точности всего производственного процесса необходимо, чтобы выравнивание по тем же трём точкам производилось на протяжении всего технологического процесса, включая отделочные операции. Переворачивание листа сверху вниз. Для печати с оборотной стороны стапель может переворачиваться сверху вниз, т.е. передняя и задняя кромки меняются местами (рис. 2.1-32, б). Точная приводка лицевой и оборотной стороны при перемене их местами достигается тогда, когда расстояние от передней до задней кромки каждого листа одинаково на протяжении печати всего тиража. Как уже упоминалось выше, бумага может изменять размеры. При переворачивании листа необходимо произвести четырёхстороннюю обрезку перед печатью, чтобы обеспечить точное расстояние между передней и задней кромками листа. Нужно учитывать также, что при переворачивании листа используется только одно поле захватов. Из-за этой проблемы переворачивание листов сверху вниз используется только в исключительных случаях.
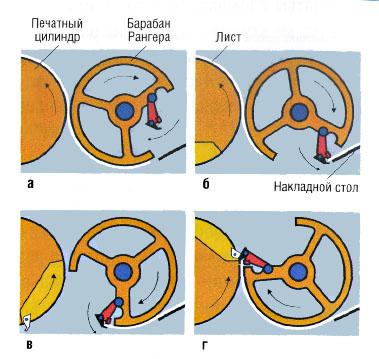
Рис. 2.1-32 Переворачивание стапеля: переворачивание листа вокруг оси, соответствующей направлению печати, боковые кромки меняются местами, передняя кромка остается без изменений (а); переварачивание сверху вниз: переворачивание листа вокруг оси печатного цилиндра, перпендикулярной направлению печати. передняя и задняя кромка листа меняются местами, боковая кромка остается без изменений (б) Системы подачи листа в первую печатную секцию Между передними упорами и первой печатной секцией необходим участок ускорения листа. На накладном столе движение листа задерживается, и он выравнивается. Печатный цилиндр вращается с постоянной скоростью. Система подачи точно проводит лист при помощи захватов, он достигает скорости печатного цилиндра и передаётся в его захваты. На многих машинах эта задача решена посредством качающегося форгрейфера (рис. 2.1-33). Различают верхние форгрейферы, которые находятся над листом, и нижние - расположенные под листом. Посредством барабана Рангера (Ranger-Trommel), названного по имени английского изобретателя (рис. 2.1-34), достигается постоянное круговое движение ротационного форгрейфера. При этом механизм захватов листа выполняет качательное движение к листу, находясь внутри вращающегося барабана. До попадания на накладной стол захваты немного опережают вращение форгрейфера (рис. 2.1-34, а). Во время приёма листа они некоторое время находятся в зоне накладного стола, захватывают лист и придают ему ускорение (рис. 2.1-34б, в) с целью достижения им скорости печати во время передачи печатному цилиндру (рис. 2.1-34, г). Процесс движения захватов осуществляется при помощи специально профилированных кулачков. Стоп-цилиндровое ротационное устройство (рис. 2.1-35) представляет ещё одну возможность приёмки листа с накладного стола с последующим его ускорением и передачей на промежуточный цилиндр, а затем с точным соблюдением приводки - на печатный цилиндр. При помощи вакуумных роликов (рис. 2.1-36) лист после выравнивания подаётся непосредственно к захватам печатного цилиндра.
Рис. 2.1-33 Типы качающихся форгрейферов: верхний (а); нижний (б)
Рис. 2.1-34 Барабан Рангера, фазы рабочего процесса: разворот вала захватов (а); захват движется в направлении подаваемого листа (встречное движение) и захватывает его (б); лист приобретает ускорение и достигает скорости печати (в); передача листа в захватыпечатного цилиндра (Heidelberg) (г)
Рис 2.1-35 Стоп-цилиндровое ротационное устройство ускоряет движение листа от состояния покоя до скорости печати (КВА)
Печатные секции
Печатная секция - это унифицированная секция печатной машины (рис. 2.1-18 и 2.1-19). Она включает формный, офсетный и печатный цилиндры, а также красочный и увлажняющий аппараты. Передаточные цилиндры используются в качестве связующих устройств со следующей печатной секцией, т.е. для проводки листа, и могут частично размещаться в печатной секции. Кроме того, к печатной секции относятся смывочные устройства и системы автоматизации (например, для подачи формных пластин). Красочный аппарат в листовых офсетных машинах (рис. 2.1-19) сконструирован в виде механизма с многочисленными валиками для равномерного нанесения краски на печатную форму с различной площадью запечатывания и необходимым расходом краски. Краска подаётся из красочного резервуара, как правило, через дукторный цилиндр и передаточный валик. Регулировка ее подачи производится при помощи винтов местной регулировки по зонам, расположенным перпендикулярно направлению печати (раздел 2.1.1.3). Значительное сокращение времени предварительной регулировки красочного аппарата достигается за счёт применения автоматизированных систем. С этой целью необходимые данные для подачи краски поступают из отдела цифровых допечатных процессов или со считывающего устройства посредством измерения параметров печатной формы (раздел 2.1.4.1). В красочном аппарате имеются цилиндры, которые совершают осевое движение (рис. 2.1-19). Они обеспечивают осевой раскат краски для равномерного ее нанесения в соответствии с площадью печатных элементов формы и необходимой оптической плотностью. Раскатные цилиндры выравнивают краску на переходных участках между зонами. Из-за наличия технологической выемки на формном цилиндре не происходит постоянного приёма краски из красочного аппарата. Это приводит к колебаниям толщины ее слоя на печатной форме. Она принимает краску только в соответствии с площадью печатных элементов (рис. 2.1 -19). Этот красочный слой с незначительными колебаниями толщины по окружности влияет на качество печати. Толщину красочного слоя, нанесенного на печатную форму по окружности, можно регулировать изменением фазы возвратно-поступательного движения раскатных цилиндров. Поэтому в дорогостоящих красочных аппаратах возможно регулирование их движения по циклу в зависимости от структуры печатной формы. Новые конструкции красочных аппаратов дают возможность применения дистанционной регулировки. С целью оптимального использования режима раскатных цилиндров можно выполнить предварительную регулировку подачи краски по данным допечатных процессов. Увлажняющий аппарат сконструирован, как правило, с непрерывной подачей раствора от дукторного цилиндра на накатный валик (аппарат пленочного типа). Он наносит минимальное количество увлажняющего раствора. В сухом офсете увлажняющий аппарат не нужен. В том случае, если используются формные пластины и краски для сухого офсета на офсетной машине с увлажняющим аппаратом, последний отключается (для офсета без увлажнения печатная секция оснащается также терморегулирующим устройством). Красочный аппарат подаёт краску, начиная с формного, в систему взаимосвязанных между собой цилиндров: формного, офсетного и на поверхность запечатываемого материала печатного цилиндра. В печатной секции они рассматриваются как единое целое. Существуют различные комбинации расположения цилиндров. Например, офсетный цилиндр мо жет закатываться краской при помощи двух формных цилиндров или при помощи нескольких формных цилиндров, а лист может запечатываться на одном печатном цилиндре (раздел 1.6.2.1). Далее подробно рассматриваются конструкции печатных секций листовых офсетных машин.
Рис. 2.1-36 Подача листа с вакуумным роликом (КВА) Трёхцилиндровая система Среди разнообразия схем относительного расположения цилиндров в печатной секции большое распространение в листовом офсете получила трёхцилиндровая схема (рис. 2.1-37).
Рис. 2.1-37 Печатная секция в виде трёхцилиндровой системы с передаточными цилиндрами Машины для многокрасочной печати секционного построения создаются из идентичных трёхцилиндровых печатных секций, как представлено на рис. 2.1-18. Они соединяются между собой системами передачи листов. Идентичность всех печатных секций многокрасочной печатной машины имеет много преимуществ как при печати, так и при обслуживании. Кроме того, существуют технологические преимущества, например, одинаковое время высыхания красок, нанесенных одна на другую. Большинство узлов и элементов управления унифицированы во всей машине. В трёхцилиндровом печатном аппарате формный и офсетный цилиндры работают почти во всех машинах при замыкании их на контактные кольца. Межцилиндровое расстояние формного и офсетного цилиндров не регулируется, оно постоянно, а удельное давление между формой и офсетным полотном при печати обеспечивается только за счёт сжатия декеля и регулируется изменением толщины подложки. Расстояние между офсетным и печатным цилиндрами регулируется, например, посредством эксцентричных втулок, расположенных в боковых стенках. В зависимости от качества и толщины запечатываемого материала при настройке печатного аппарата деформация резинового полотна регулируется посредством перемещения офсетного цилиндра относительно печатного, на котором находится запечатываемый материал. Причём прижим офсетного цилиндра к формному не меняется. В многокрасочных машинах секционного построения по трёхцилиндровой схеме доминируют печатные цилиндры обычных одинарных размеров (однооборотные). Существуют также схемы построения машин с печатными цилиндрами двойного размера, совершающими за время рабочего цикла полоборота (так называемые полуоборотные). Печатные цилиндры двойного диаметра (рис. 2.1-38) разработаны, прежде всего, для запечатывания картона. Толстый, многослойный, прессованный картон в машинах, печатные цилиндры которых имеют относительно небольшой диаметр, испытывает очень большую нагрузку при сгибе. В этом случае следы изгиба на листе картона неизбежны. Радиус сгиба на печатных цилиндрах двойного размера (полуоборотных) в два раза больше, чем на однооборотных. На картон оказывается меньшая нагрузка и, кроме того, он проводится через машину с меньшим количеством листопроводящих элементов. Для бумаги, включая и тонкую, проводка листа с наименьшим изгибом имеет технические преимущества. На цилиндрах больших размеров усилие для вывода листа меньше. Также важным является получение абсолютно чистой, без отмарывания, проводки листа на передаточном цилиндре. При печатных цилиндрах двойного размера можно принимать печатный лист на передаточном цилиндре только тогда, когда он пройдёт зону печатного контакта. На передаточном цилиндре лист под действием центробежной силы отжимается наружу. Незапечаганная внешняя сторона может налетать на стационарный, направляющий щит. Для дальнейшей проводки листа важным моментом является конфигурация передаточных цилиндров, различные версии которых представлены на рис. 2.1-37 и 2.1-38. Вместо цилиндров обычного или тройного размера применяются цилиндры двойного размера. Внутренняя сторона листа со свеженанесенной краской не должна повреждаться при соприкосновении с передаточным цилиндром. В машинах с печатными цилиндрами обычного размера, как правило, лист попадает в захваты передающего цилинд ра при его снятии с офсетного полотна. При помощи системы захватов лист фиксируется на поверхности передаточного цилиндра.
Рис. 1.2-38 Печатная секция трёхцилиндровой конструкции с печатным цилиндром двойного размера и передаточными цилиндрами тройного размера (Heidelberg) Отмарывания краски на поверхности цилиндра и последующего попадания ее на оттиски во время печати тиража можно избежать при помощи различных методов. Например, применяют обработку и защиту поверхностей цилиндров и несущих элементов путем придания им микрошероховатости в виде специально структурированной поверхности. Наносятся специальные покрытия из стеклянного бисера или силиконового каучука. Хорошо зарекомендовали себя покрытия из специальной ткани (рис. 2.1-39). Относительно дорогим решением является цилиндр с воздушной подушкой. Особое преимущество имеет печатный цилиндр двойного размера в сочетании с «бесконтактной» проводкой листа и передаточным цилиндром тройного размера, изображённым на рис. 2.1-38 и 2.1-40. При помощи поддерживающего потока воздуха плоскость листа не имеет контакта с поверхностями.
Рис. 1.2-39 Покрытие из ткани на передаточном цилиндре (" Super Blue" Printing Research)
Рис. 1.2-40 Передаточный цилиндр тройнго размера (Speedmaster CD, Heidelberg) Пятицилиндровая (планетарная) печатная секция Пятицилиндровая система (рис. 2.1-41) по сравнению с системой секционного построения является более компактной.
Рис. 2.1-41 Печатная секция в видепятицилиндровой системы с листопередающим транспортером (Roland 204 H, MAN Roland) Два офсетных цилиндра прижимаются к общему печатному цилиндру; пять цилиндров, включая формные, образуют одну печатную секцию. В сочетании с системами для передачи листов на основе пятицилиндровой схемы можно создавать компактные многокрасочные (2-10 красок) машины. Эта конструкция имеет значительные преимущества при ограниченных производственных площадях в типографии. В двухкрасочных машинах (одна секция) имеется хороший доступ к цилиндрам для их обслуживания, в то время как в более длинных машинах для передачи листа необходимо дополнительное пространство. Прохождение листа в пятицилиндровой системе отличается меньшим количеством передач. С другой стороны, при проводке листа на него оказывают сильное воздействие тянущие силы, поскольку он одновременно запечатывается двумя печатными красками. Недостатками пятицилиндровой системы при многокрасочной печати являются различное время транспортировки листа от одной печатной зоны к другой внутри печатной секции и между секциями и связанная с этим некоторая разница во времени сушки (рис. 1.6-5, г). Преимущество по затратам при изготовлении пятицилиндровой секции обеспечивается за счет экономии на каждом втором печатном цилиндре, а также на системах передачи листов. В качестве устройства передачи листа от первой двойной печатной секции к следующей используются цепные транспортеры, изображённые на рис. 2.1-41. В некоторых пятицилиндровых машинах присутствуют и передаточные цилиндры (рис. 2.1-186). Для цепных транспортных устройств были сконструированы специальные фиксаторы, при помощи которых каретки с захватами очень точно, несмотря на колебания цепи, устанавливаются в зоне передачи листа, обеспечивая соблюдение точности приводки изображения при передаче листа из секции в секцию. Системы передачи Расположение группы цилиндров, которые проводят лист от одной печатной секции к другой, может варьироваться. Между печатными секциями, как показано на рис. 2.1-37 и 2.1-38, могут находиться один или три передаточных цилиндра. При использовании печатных цилиндров обычных размеров должен быть обеспечен доступ к печатным секциям. В этом случае машины оснащаются тремя передаточными цилиндрами. Машины с печатными цилиндрами двойного размера вполне могут строиться с одним передаточным цилиндром двойного размера. Передаточный цилиндр тройного размера может использоваться для оптимизации передачи листов, при которой лист принимается с печатного цилиндра только тогда, когда он пройдёт зону между печатным и офсетным цилиндрами. При этом между печатными секциями должно быть достаточно места для обслуживания. Формный цилиндр В области смены печатных форм в последние годы достигнуты большие успехи, так как применяемые системы позволяют значительно сократить время на эту операцию. Несмотря на явные преимущества современных технологий, сокращающих время подготовки машин к печати (автоматическая подача формных пластин, специальные системы приводки и натяжения), традиционные методы смены форм всё ещё широко распространены. Формная пластина зажимается в выемке (рис. 2.1-42) формного цилиндра двумя планками. Как правило, цилиндры листовых офсетных машин имеют широкую выемку. Она обеспечивает хороший доступ для ручной приладки формных пластин.
Рис. 2.1-42 Зажимные планки (Printmaster QM 46, Heidelberg) Современный уровень автоматизации процесса приводки позволяет без останова печатной машины исправить ошибки, возникшие при установке и натяжении формы. Это осуществляется с пульта управления путем окружной, осевой и диагональной приводки (раздел 2.1.4.3). Точность позиционирования, которая достигается посредством систем приводки с дистанционным управлением, очень высока и составляет в зависимости от конструкции машины около 0, 01 мм. На качество печати влияет не только приводка, но и технология допечатных процессов. При помощи экспонирующих устройств по технологии «Компьютер - печатная форма» достигается более высокая точность изготовления форм, чем при ручном монтаже отдельных полос, особенно если он выполняется в сжатые сроки. Такой же прецизионной должна быть и установка форм на цилиндре при помощи зажимных планок и систем приводки. При этом важно, чтобы передняя зажимная система надежно фиксировала край пластины на цилиндре. Печатные машины в настоящее время имеют передние зажимные (фиксирующие) планки в качестве стандартной оснастки. Фиксирующие планки предлагаются для автоматической и полуавтоматической смены формных пластин. Ручная смена печатных форм и приводка отдельных красок занимают много времени в общем процессе наладки машины. При помощи автоматической системы (рис. 2.1-43) удалось ускорить замену пластин, а также повысить точность их установки, так что уже на первом полученном оттиске достигают удовлетворительной приводки красок (небольшая корректировка необходима).
Рис. 2.1-43 Автоматическая установка формных пластин (Speedmaster SM 52, Heidelberg) Печатные машины после установки форм могут работать на высокой скорости. Одновременно осуществляется корректировка приводки. Для цветоделённых изображений она производится на формном цилиндре посредством его поворота по окружности, перемещением формы по диагонали, а также при помощи поперечной (осевой) приводки. Автоматическая смена печатных форм из кассеты, содержащей, например, от пяти до десяти пластин раздел 2.15.2, не всегда положительно зарекомендовала себя на практике. Затраты на проводку пластин из кассет относительно высоки, а выгода по времени по сравнению с полуавтоматической сменой незначительная. Кассетные системы не нашли широкого распространения, так как комплекты пластин трудно комплектовать заранее для нескольких заказов. Печатные формы устанавливаются на формном цилиндре по приводочным отверстиям (раздел 3.1.5.2). Если изображение скопировано на пластину с перекосом или пластина косо установлена на цилиндр, то эту неточность нельзя откорректировать только окружной или боковой приводкой. Теоретически необходимо смещение пластины относительно поверхности цилиндра. Для этого во многих машинах предусмотрена возможность установки цилиндра с угловым перекосом (англ. Cocking - перекос). На практике смещение пластины производят посредством изменения положения натяжной планки в цилиндре (рис. 2.1-44).
Рис. 2.1-44 Ригулирование приводки посредством изменения положения натяжной планки формной пластины на поверхности цилиндра (MAN Roland) Формный цилиндр должен очень точно обкатываться по офсетному цилиндру. Даже незначительные отклонения в несколько микрон могут привести, особенно на однородных растровых тонах, к появлению отчётливо заметных полос поперёк направления печати. Это явление частично устраняется с помощью контакта опорных колец между формным и офсетным цилиндрами. Контактные кольца, контрольные кольца Контактное кольцо имеет такой же диаметр, как и начальная окружность приводного зубчатого колеса. Как правило, офсетное полотно устанавливается таким образом (рис. 2.1-45), что оно сжимается печатной формой на 0, 1 мм, чтобы компенсировать определённые неровности поверхности и создать необходимое давление в зоне контакта.
Рис. 2.1-45 Пример размерной схемы диаметров цилиндров Практика показала, что лучше устанавливать печатные пластины на 0, 1 мм выше контактного кольца, а офсетное полотно - по высоте контактного кольца. Контактные кольца служат базой для измерения установки формы и полотна на цилиндрах. В первую очередь кольца обеспечивают плавный ход цилиндров, снижают влияние изменения нагрузки, вызывающего шум и ухудшение качества печати. Они уменьшают колебания подшипников, которые могут привести к появлению полос на больших, однородных растровых поверхностях. Между офсетным и печатным цилиндрами нет контакта с кольцами. Печатный цилиндр с обеих сторон оснащён только контрольными кольцами. Контрольные кольца, которые устанавливаются на некоторых формных и офсетных цилиндрах, имеют диаметр, который меньше начальной окружности приводных зубчатых колёс. В этом случае кольца формного и офсетного цилиндров не касаются друг друга. Эти кольца служат в качестве базы для измерения высоты установки формы и офсетной пластины на цилиндры. Для обеспечения равномерности хода в настоящее время машины вместо подшипников скольжения оснащаются подшипниками качения. Офсетный цилиндр Перенос краски с печатной формы на запечатываемый материал производится косвенным путём через резиновое офсетное полотно (рис. 2.1-46).
Рис. 2.1-46 Строение офсетного полотна (ContiTech) Различают мягкие и жесткие резиновые офсетные полотна, причём преимущественно применяются последние. Эластичное резиновое офсетное полотно благодаря своим поверхностным свойствам задерживает увлажняющий раствор на пробельных участках (меньший перенос его на бумагу) и может выравнивать неровности на печатающих элементах. Как плашки, так и растровые точки переносятся на запечатываемый материал почти так же, как с идеально гладкой поверхности. Поскольку офсетные полотна стареют (теряют свои свойства), а также могут повреждаться, их следует периодически заменять. Резиновые полотна закрепляются на офсетном цилиндре, как прав Популярное:
|
Последнее изменение этой страницы: 2016-03-25; Просмотров: 3644; Нарушение авторского права страницы