|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Пигментный способ изготовления печатных форм (травление)
В традиционном способе глубокой печати изображение на формном цилиндре получают путем травления меди через задубленный слой, образованный с помощью промежуточного светокопировального материала- пигментной бумаги. Обычно непосредственно перед экспонированием пигментную бумагу очувствляют в растворе бихромата калия. Сначала в копировальных рамах на пигментную бумагу копируется растровая сетка, а далее - информация с диапозитивов. Затем в специальном пигментно-переводном станке экспонированную копию пигментно-желатиновым слоем «прикатывают» к поверхности формного цилиндра. Безусадочная бумажная основа, которая отделяется при дальнейшей обработке, обеспечивает точность приводки. Наряду с бумагой для перевода копии используется так называемая пленка «аутофильм», которая состоит из лавсановой подложки, разделительного и светочувствительного слоев. При дальнейшей обработке (цилиндр вращается в емкости с водой 40 _С) от пигментного слоя отделяется бумажная основа, незадубленный пигментно-желатиновый слой набухает и все незадубленные участки растворяются и удаляются с поверхности цилиндра. Этот процесс можно назвать «проявлением» копии. После высушивания на медной поверхности цилиндра остается рельеф задубленных желатиновых слоев переменной толщины. Эти слои находятся внутри сформированных стенок (наиболее задубленных и толстых слоев) печатных элементов. Все операции осуществляются в автоматизированных проявочных машинах с программным управлением. Перед травлением пробельные элементы покрываются кислотоупорным асфальтовым лаком. Тем самым корректируются отдельные дефекты задубленного рельефа. Процедуру травления проводят в специализированных аппаратах с программным управлением. Травление цилиндров осуществляется растворами хлорного железа при их окунании или обрызгивании. По мере диффузии травящего раствора через желатиновый слой на медной поверхности формируется изображение. Под тонкими участками желатинового слоя травление начинается раньше, следовательно, и глубина печатающих элементов, полученных в слое меди, будет больше, чем под более толстыми участками. В итоге, после окончания процесса на поверхности цилиндра получается печатная форма с постоянной площадью и переменной глубиной печатающих элементов. Электромеханическое гравирование печатных форм Процесс электромеханического гравирования в корне отличается от пигментного способа получении печатных форм. На современном производстве управление процессом осуществляется из массива данных допечатных процессов, что исключает необходимость монтажа сканируемого оригинала на вращающемся синхронно с гравируемым цилиндром в барабане (рис. 1.3-14). Гравировальный автомат последнего поколения сконструирован по типу токарного станка и состоит из шпинделя (патрона), в котором закреплен формный цилиндр, и гравировальной головки. Формный цилиндр вращается при гравировании с постоянной окружной скоростью (приблизительно 1 м/с - в зависимости от линиатуры гравирования). Одновременно движется алмазный резец гравировальной головки, работающий с высокой частотой (4-8 кГц), причем алмаз проникает в медную рубашку на различную глубину. Результат этого процесса представлен в качестве примера на рис. 2.2-5 и 2.2-6. Постоянная скорость и непрерывность вращения цилиндра, а также постоянная частота гравирования обеспечивают равноудаленность печатающих элементов друг от друга по радиусу цилиндра (в направлении гравирования).
Рис. 2.2-5 - Печатающие элементы, полученные на поверхности цилиндра способом электромеханического гравирования. Формирование градации осуществляется за счет различного объема печатающих элементов, т. е. за счет изменения их глубины и площади Ячейки располагаются в шахматном порядке (рис. 2.2-5 и 2.2-6). Шаг гравирования в поперечном направлении определяется перемещением гравировальной головки за один оборот цилиндра параллельно его оси.
Рис. 2.2-6 - Ячейки, выгровированные электромеханическим способом (максимальная глубина гравирования)
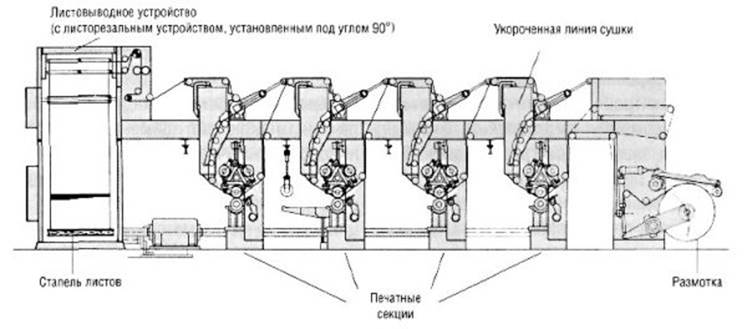
Рис. 2.2-7 - Гравировальная машина для электромеханического гравирования с 16 гравировальными головками (HelioKlischograph K 406-Sprint, HELL Gravure System) В зависимости от ширины запечатываемого рулона число гравировальных головок, работающих одновременно, может увеличиваться с 8 (стандарт) до 16 (рис. 2.2-7, см. также раздел 4.3.4). Медные заусенцы удаляются прямо в процессе гравирования скребком (шабером), закрепленным на гравировальной головке. Перед получением пробного оттиска цилиндр полируют, а затем по результатам пробной печати осуществляют незначительную ручную корректировку. В качестве заключительного этапа наносят слой хрома, который позволяет значительно повысить тиражестойкость печатной формы. Лазерное гравирование печатных форм На протяжении многих лет специалисты стремятся найти способ увеличения скорости и снижения стоимости процесса гравирования. В результате в качестве альтернативы электронно-механическому методу были предложены способы изготовления печатных форм - лазерное и электронное гравирование. Лазерное гравирование печатных форм уже используется на ряде предприятий. В 1995 г. компания Мах Datwyler A6 выпустила первый промышленный образец лазерного устройства прямого гравирования форм, использующего твердотельный лазер, позволяющего получать печатающие элементы на цинковом слое формного цилиндра (он получил название «Laserstar»). Форма печатающих элементов в этом способе гравирования сходна с формой элементов, получаемых травлением (частота гравирования составляет 70 кГц). После гравирования цилиндр полируется, очищается, и в заключение его покрывают слоем хрома. Процесс подготовки цилиндров к гравированию после печати включает применение аналогичных механических, химических и электрохимических операций, что и подготовка медных цилиндров. Следует отметить, что тенденция постепенной замены меди цинком в качестве материала для «формного» слоя приобретает все большую популярность. С развитием лазерного гравирования технология глубокой печати получила новые возможности: значительно сократились отрицательные явления, которые отличали традиционную глубокую печать: плохо читаемый мелкий текст с неровностями (зазубрина ми) штриховых деталей; появилась возможность применения частотно-модулированного растрирования (раздел 1.4.3). Сущность технологий непрямого (косвенного) гравирования заключается в использовании черного светочувствительного слоя, нанесенного на медную поверхность формного цилиндра. Лазер удаляет этот слой в соответствии с ранее оцифрованным оригиналом (из цифрового массива данных), после чего проводится операция травления (например, «DIGILAS» фирмы Schepers-Ohio). Получение пробных оттисков Для снижения нагрузки на производственные печатные машины пробная печать на предприятиях осуществляется на специальных пробопечатных устройствах (рис. 2.2-8 и 2.2-9). Они состоят из простого механизма для размотки бумажного полотна (обычно рассчитанного на использование рулонов различной ширины), четырех печатных секций и листовой приемки. Линия сушки между печатными секциями из-за низкой скорости печати (приблизительно 15% от номинальной производственной скорости тиражной печати) значительно короче, чем в печатной машине. Сушильное устройство имеет преимущественно одностороннее исполнение. Механизм смены печатного цилиндра оснащен поворотным устройством с тремя или четырьмя магазинами, применяемым для установки печатных цилиндров различной ширины(рис. 2.2-8). Для получения оттисков, идентичных тиражным, пробная печать выполняется красками с подобранными реологическими свойствами.
Рис. 2.2-8 - Конструктивное построениепробопечатного станка глубокой печати (КВА) Имеются также более простые пробопечатные станки глубокой печати, в которых на лист бумаги, закрепленный на большом барабане, последовательно с четырех формных цилиндров наносятся печатные краски. Условия, приближенные к условиям печати тиража издания, обеспечиваются применением специального устройства.
Рис. 2.2-9 - Схема четырехсекционной пробопечатной машины глубокой печати (рис. 2.2-8), оснашенной устройством для размотки рулона и листовыводным устройством
Популярное:
|
Последнее изменение этой страницы: 2016-03-25; Просмотров: 1180; Нарушение авторского права страницы