|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
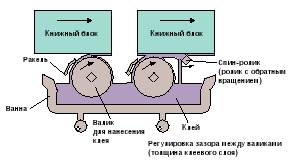
Нанесение клея в машинах для бесшвейного скрепления
Нанесение клея выполняется, как правило, посредством валковых устройств (рис. 67). Обычно используются два валика для нанесения клея с дозировкой с помощью ракеля. Спин-ролик, на выходе к леевого устройства, предназначен прежде всего для удаления излишков и сглаживания слоя клея на корешке блока, что предотвращает загрязнение машины клеевыми нитями. Клеевые устройства для термок леев нуждаются в нагреве и точной регулировке температуры, так как температура нанесения (от 150 до 190°С) оказывает огромное влияние на качество скрепления. Термоклеи предварительно нагреваются в емкости приблизительно до рабочей температуры.
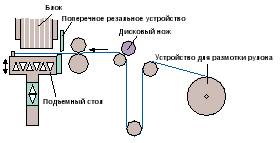
Рис. 67 В отдельных клеевых устройствах валики для нанесения клея устанавливаются под углом по отношению к блоку или применяются конические валики, так что возникает веерный эффект (как в устройствах для бесшвейного скрепления с роспуском листов). В устройствах для бесшвейного скрепления карусельного типа клей при круговом перемещении блока втирается между краями листов. Для полиуретановых PUR-клеев сконструированы специальные защитные устройства с экранами. Это необходимо, так как клей при контакте с влажным воздухом затвердевает. Оставшийся в аппарате клей после окончания работы следует удалить. Совершенствование клеевого скрепления может быть осуществлено за счет того, что в устройствах с зажимными каретками устанавливается несколько секций, которые наносят клеи различной вязкости с согласованными адгезионными свойствами (рис. 65). Первое нанесение клея низкой вязкости обеспечивает внутреннее скрепление краев листов. Для увеличения толщины клеевого слоя (эффект зажима на корешке блока) в заключение наносится клей высокой вязкости, до того как будет выполнено защитное покрытие. Здесь возможны следующие варианты: · двухслойное нанесение дисперсии; · двухслойное нанесение термоклея; · трехслойное нанесение термоклея; · комбинированное нанесение дисперсия/термоклей. Первое нанесение дисперсионного клея требует короткого " шокового" высыхания для того, чтобы можно было надежно нанести второй слой клея и обеспечить прочную адгезию между клеевыми слоями. Иногда между слоями клея наносят слой волокнистого материала. Боковое клеевое устройство Боковые клеевые устройства нужны для того, чтобы нанести на переднюю и заднюю поверхности блока полоски клея шириной от 1 до 2 см. Это требуется для того, чтобы можно было: · приклеить охватывающую полоску окантовочного материала; · приклеить также сбоку обложку к блоку. Боковое нанесение выполняется дисперсионными клеями или термоклеями. Рабочим средством для этого являются диски, которые принимают клей из находящейся под зажимной кареткой клеевой ванны и наносят его на обложку, или сопловые клеевые аппараты. Станция окантовки Книжные блоки после нанесения клея окантовываются по продольному или поперечному способу: · способ поперечной окантовки. От рулона материала для окантовки, ширина которого соответствует длине блока, поперечно направлению перемещения блока подается полотно и при одновременной его отрезке прижимается к поверхности корешка блока с клеем (рис. 68). Предварительно блок сбоку до края окантовочного материала промазывается клеем. Материалом для окантовки служит преимущественно крепированная высокопрочная бумага. Для повышения прочности блока могут быть подключены последовательно две станции поперечной окантовки. Сначала к стороне блока с клеем сжатым воздухом прижимают марлю. Принцип поперечной окантовки применяется в машинах для клеевого скрепления с зажимными каретками; · способ продольной окантовки. Секции продольной окантовки включаются в машины с пластинчатыми зажимами блоков (рис. 69). При продольной окантовке намазанная клеем бумажная лента в про дольном направлении подводится к книжному блоку и прижимается к нему. Излишки ленты после приклейки отрезаются. Посредством продольной окантовки достигается очень плотное соединение между блоком и окантовочной полосой.
Рис. 68
Рис. 69 Самонаклад обложек Станция для вставки блока в обложку в устройствах для бесшвейного скрепления с зажимными каретка ми устанавливается на поворотном круге. Благодаря этому имеется пространство для ручной загрузки. Могут использоваться три типа самонакладов: · плоскостапельный самонаклад (рис. 56); · вертикальный стапельный самонаклад (рис. 54); · каскадный самонаклад (рис. 32). Чаще всего используется каскадный самонаклад, так как простой конструктивный принцип обеспечивает его высокую надежность. Обложки отделяются в направлении движения и транспортируются. В машинах для клеевого скрепления цепного типа с пластинчатыми зажимами блоков самонаклад, напротив, размещается ниже уровня пластинчатой цепи. Стабилизация блоков При сушке дисперсионных клеев сначала обеспечивают удаление воды. В современных машинах клеевого скрепления это выполняется с помощью высокочастотных сушильных устройств. После этого необходимо охлаждение блоков до 60-80°С. В качестве участков для охлаждения служат внешние транспортеры. Необходимое время охлаждения от 2 до 5 мин обусловливает путь охлаждающего участка линии от 50 до 100 м. Охлаждающие участки одновременно используются как транспортное устройство для дальнейшей обработки. Альтернативами высокочастотной сушке являются конвекционная сушка и лучевая сушка. Популярное:
|
Последнее изменение этой страницы: 2016-03-25; Просмотров: 960; Нарушение авторского права страницы