
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ДЕФЕКТАЦИЯ КОЛЕНЧАТЫХ ВАЛОВ ГРУЗОВЫХ АВТОМОБИЛЕЙ.
Цель работы: закрепить полученные знания о способах, средствах и технике дефектации деталей; приобрести практические навыки определения дефектов и способов их устранения.
Задачи работы: определить дефекты коленчатого вала, указать способы их устранения, отнести деталь к годным, негодным или требующим ремонта.
Конструктивно-технологическая характеристика детали: Коленчатый вал является одной из важнейших деталей двигателя. Их изготавливают из сталей 45, 50 ГОСТ 1050-74, стали 50Г и др., а так же высокопрочного чугуна ВЧ 50-165 ГОСТ 7293-70. Коренные и шатунные шейки коленчатого вала подвергают закалке ТВЧ (токами высокой частоты) на глубину 2, 5...4, 5 мм. Требования к точности размеров: в пределах квалитетов 4-5 (для шеек валов) и квалитетов 6-7 для остальных конструктивных элементов. Отклонения форм и расположения не должны выходить за пределы поля допуска 5го квалитета. Отклонения радиуса кривошипа не должны превышать значения + 0, 05 мм. Шероховатость поверхности шеек не грубее Ra=0, 32 мКм. Коленчатые валы должны быть динамически сбалансированы.
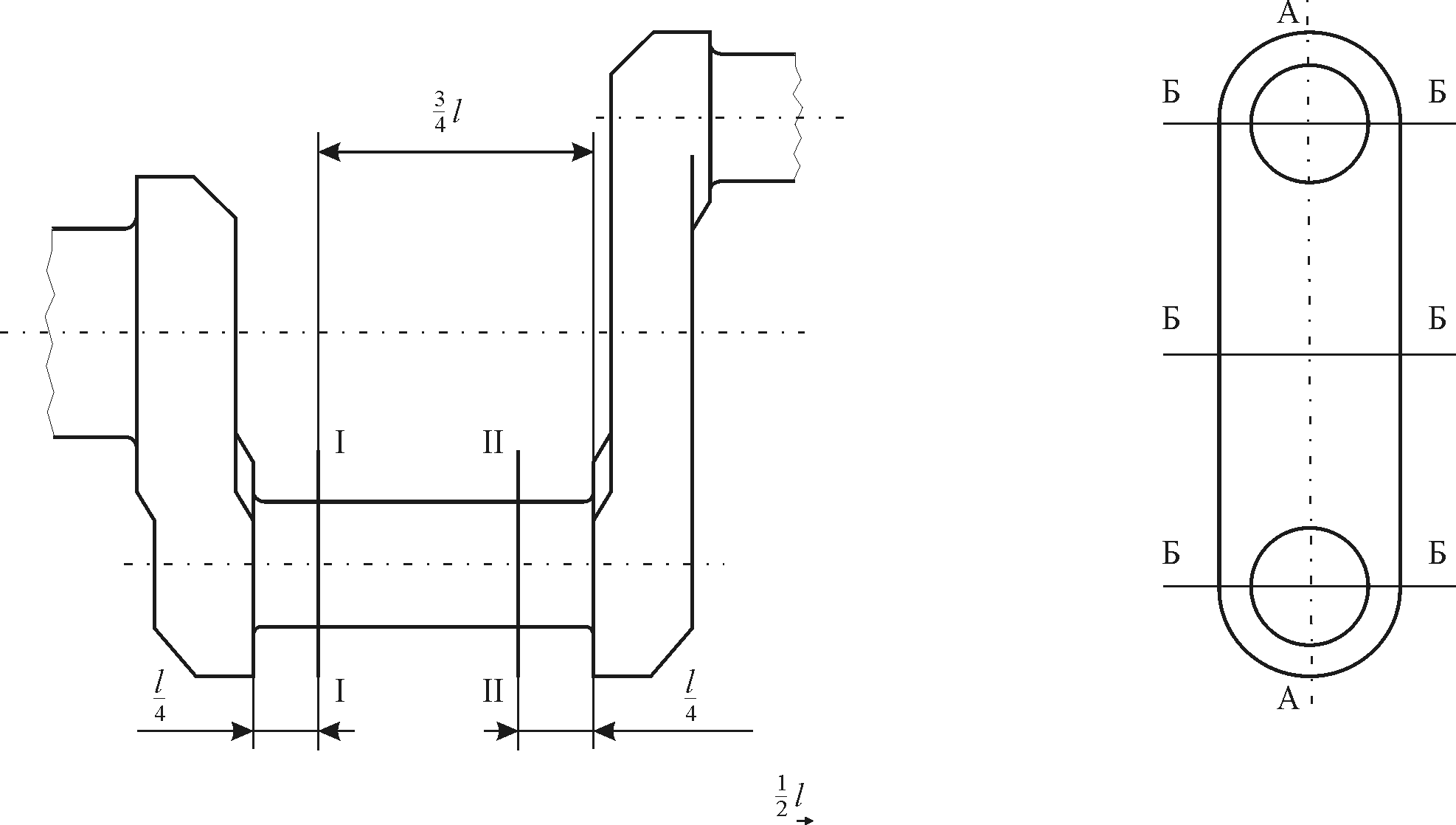
Вид и характер дефектов. Способы их устранения: После разборки, очистки и мойки коленчатого вала определяется его техническое состояние наружным осмотром, использованием магнитного или люминесцентного дефектоскопа и различного мерительного инструмента. Выбраковываются коленчатые валы при наличии трещин на щеках, изломов на щеках, трещин на шейках и др. Одним из основных дефектов коленчатого вала является износ шатунных и коренных шеек. Специфический характер нагрузки на коленчатый вал вызывает неравномерный износ коренных и шатунных шеек, как по длине, так и по сечению: появляются, так называемые, конусность и овальность. Если произвести замеры шейки по схеме, рис 1., то график износа имеет вид, рис 2.
Рис. 1. Схема измерения коренной и шатунной шейки коленчатого вала.
Рис. 2. График износа шатунных шеек коленчатого вала. Такой износ происходит из-за действия центробежных сил, переменной нагрузки, наклонного расположения масляных каналов в шейках вала, несимметричной конструкции шатунов др. Износы шатунных шеек больше, чем коренных, что объясняется их более тяжелыми условиями работы. Износ шатунных и коренных шеек в пределах ремонтных размеров устраняют перешлифовкой на специальном станке (например, 3423). Все коренные и шатунные шейки должны иметь одинаковый ремонтный размер. Перед шлифованием на 3-й ремонтный размер шейки коленчатых валов должны проверяться на твердость. При недостаточной твердости их рекомендуется закаливать токами высокой частоты. Шейки валов, вышедших за пределы ремонтного размера, восстанавливают наплавкой или гальванопокрытием. Кроме того, в процессе эксплуатации и разработки двигателя возникают следующие дефекты: а) увеличение длины передней коренной шейки, задиры или риски на б) повреждение фасок центровых отверстий коленчатого вала; в) износ или повреждение отверстий под болты крепления маховика; г) биение торцевой поверхности фланца и износ его по диаметру; д) износ шейки под шестерню и ступицу шкива; е) износ или повреждение шпоночных пазов под распределительную ж) износ отверстий под подшипник ведущего вала коробки передач; з) прогиб коленчатого вала; и) повреждение или срыв резьбы в отверстиях масляных полостей и в отверстиях под храповик; к) скопление продуктов износа и нагара в масляных полостях шатунных шеек. Увеличение длины передней коренной шейки компенсируют установкой упорных шайб ремонтного размера. Коленчатые валы (дет. 130-1005011-Б) двигателей ЗИЛ-130 при длине передней шейки 32, 64 мм и более выбраковываются. Задира и риски на упорной поверхности устраняют обработкой на шлифовальном станке. Незначительные повреждения фасок центровых отверстий устраняют вручную шабером. Значительные повреждения фасок устраняют на токарном станке. Изношенные отверстия под болты крепления маховиков восстанавливают развертыванием их в сборе с маховиком под ремонтный размер. Биение торцевой поверхности фланца и износ его по диаметру может устраняться соответственно подрезкой торца на токарном станке и накатыванием, хромированием или наплавкой наружной поверхности фланца с последующей механической обработкой. При небольшом износе шпоночных канавок под шкив и шестерню (не более 0, 2 мм) производят зачистку шабером и подгонку шпонок увеличенного размера. Если износ более 0, 2 мм, то пазы фрезеруют под ремонтные размеры (двигатели типа СМД) или восстанавливают наплавкой с последующим фрезерованием канавок под номинальные размеры. Изношенные отверстия под подшипник ведущего вала коробок передач восстанавливают постановкой ДРД (дополнительной ремонтной детали), наплавкой в СО2 или электронатиранием. Прогиб коленчатого вала устраняют правкой его на гидравлическом прессе на призмах. При повреждении резьбы в отверстиях менее двух ниток ее прогоняют под этот же размер. При срыве резьбы более двух ниток нарезают резьбу ремонтного размера (двигатели типа СМД) или ставят ввертыш (двигатели типа ЯМЗ). Скопившиеся продукты износа и нагара в масляных полостях шатунных шеек удаляют промывкой водным раствором каустической соды, нагретым до 80°С и металлическими ершами. После очистки полостей их рекомендуется промыть и осушить сжатым воздухом. После ремонта коленчатые валы должны подвергаться динамической балансировки на специальном станке. Величина дисбаланса для коленчатых валов двигателей СМД-1И, А-01 – 41 гсм; ЯМЗ-236 – 50гсм; ЗИЛ-130 – 30 гсм; ГАЗ-53 – 15 гсм. Определение ремонтных размеров шатунных и коренных шеек: Для установления ремонтного размера коренных или шатунных шеек необходимо все шейки измерить микрометром рычажным по схеме, рис.3. Первый ремонтный размер можно определить по формуле:
где dp1 – первый ремонтный размер вала, мм; dН – размер вала по рабочему чертежу, мм; Итах – максимальный износ поверхности детали на сторону, мм; Z – припуск на механическую обработку на сторону, мм.
Рис. 3. Схема замера шеек коленчатого вала.
Рис. 4. Определение ремонтных размеров. Определить величину неравномерного одностороннего износа можно только одноконтактным мерительным прибором (индикатор и т.п.). Так как на производстве измерения производят чаще всего двухконтактным мерительным инструментом (микрометр и т.п.), то максимальный износ поверхности детали на сторону можно определить по формуле:
где b – коэффициент неравномерности износа. Для коренных и шатунных шеек коленчатого вала принимают b = 0, 6 (5, табл. 2.1.1); И – двухсторонний износ детали, мм. Двухсторонний износ детали определяется по формуле:
где dz – размер измеренной шейки, мм. Если выразить Иmах через коэффициент неравномерности износа, то формула (1) примет вид:
Величина Следовательно, расчетные формулы для определения ремонтных размеров можно представить в следующем виде:
…………….. ……………..
где n – число ремонтных размеров. Число ремонтных размеров определяют по формуле:
где Nпред – предельный ремонтный размер, допустимый из условий прочности, мм. Численные величины ремонтных размеров и ремонтных интервалов внесены в приложение 1. Припуск на шлифование коренных и шатунных шеек рассчитывается по формуле:
где с эталонной шероховатостью. (
где dp – наибольший размер, который может быть получен после шлифования шейки, мм; d3 – размер шейки, измеренный до шлифования, мм. Сравнивая диаметр шейки dp со значениями ремонтных размеров из ПРИЛОЖЕНИЯ 1, определяют фактический припуск на шлифование, который может быть равен расчетному Zmin или больше расчетного. Оборудование и оснастка рабочего места: Установочная плита. Установочные призмы. Микрометр рычажный МР-75 ГОСТ 4381-80 или скоба рычажная СР-75 ГОСТ 11089-75. Микрометр МК-75-0, 01 ГОСТ 6507-78. Штангенциркуль ШЦ-11-250-0, 05 ГОСТ 166-80. Штангенреймус ШР-400-0, 05 ГОСТ 164-80. Штангенглубинометр ШГ-160 ГОСТ 162-80. Индикатор часового типа ИЧ-10 ГОСТ 577-68. Штатив Ш-П-М-8 ГОСТ 10197-70 или стойка С-1У-8-40 ГОСТ 10197-70. Микрометрический глубинометр. Нутрометр индикаторный. Шаблон. Пробка.
Последовательность выполнения работы: 1. Ознакомиться с организацией рабочего места и проверить его комплектность. 2. Изучить конструктивно-технологическую характеристику детали, условия работы, возможные дефекты, способы их определения и устранения. 3. Определить техническое состояние коленного вала: 3.1. Осмотреть коленчатый вал и установить наличие обломов. Рисок, 3.2. Проверить состояние фасок центральных отверстий, резьбы под 3.3. Измерить длину первой коренной шейки. Замер вести микрометрическим глубиномером в двух местах под углом 180°; 3.4. Определить погиб вала. Величина прогиба вала равна половине его 3.5. Произвести измерение биения торцевой поверхности фланца; 3.6. Микрометром рычажным произвести измерения шатунных и коренных шеек по схеме, рис. 3. 3.7. Определить величину двухстороннего износа по формуле (3); 3.8. Определить овальность Аов и конусностьА1ШН по формулам:
где dA-А, dБ-Б, dI-I, dII-II - диаметры шейки в плоскостях А-А и Б-Б и в поясах I-I и П-П, рис.3.; 3.9. По шатунной и коренной шейкам имеющим наибольшие величины износа, определить ремонтные размеры. Для одноименных шеек разные ремонтные размеры не допускаются; 3.10. Определить величину радиуса кривошипа по формуле:
|где Икр=(а1-а2)/2 (10)где RKp – радиус кривошипа, мм; а| и а2 - расстояние от шатунной шейки до опорной поверхности, мм. См рис.5. 3.11. Определить износ фланца по диаметру; 3.12. Шаблонами произвести измерения шпоночных пазов под распределительную шестерню и ступицу шкива коленчатого вала; 3.13. Нутрометром индикаторным произвести измерения отверстий под подшипник ведущего вала коробки перемены передач; 3.14. Проверить, есть ли в масляных полостях скопления продуктов износа и нагар. 4. Используя технические условия на контроль-сортировку и полученные результаты, сделать заключения о годности детали без ремонта, или требует ремонта, или деталь не годна к дальнейшей эксплуатации.
Форма отчета представлена в приложении 1. Выписка из технических условий на контроль-сортировку коленчатого вала 130-1005011-Б вынесена в приложении 1. Размеры коленчатых валов автотракторных двигателей указаны в приложении 1. Некоторые справочные данные о коленчатом вале 130-1005011-Б указаны в приложении 1.
КОНТРОЛЬНЫЕ ВОПРОСЫ: 1.Из каких материалов изготавливают коленчатые валы автотракторных двигателей? 2.Какими способами восстанавливают изношенное отверстие под подшипник вала коробки перемены передач? З.По каким дефектам коленчатые валы выбраковываются? 4.Причины, приводящие к овальности и конусности шеек коленчатых валов? 5.Какие шейки имеют больший износ, коренные или шатунные, и почему? 6.Перед шлифованием какого ремонтного размера шеек следует проверять их на твердость? 7.Укажите способы устранения износов коренных и шатунных шеек двигателей? 8.Укажите способы восстановления изношенных отверстий под болты крепления маховика, изношенных шпоночных пазов? 9.Укажите способы устранения биения торцевой поверхности фланца и износ его по диаметру, повреждение резьбы в отверстиях менее 2-х ниток и срыв резьбы более 2-х ниток? 10.Как устраняют прогиб коленчатого вала и удаляют скопившиеся продукты износа и нагара в полостях шатунных шеек? 11 Укажите величину дисбаланса для коленчатых валов двигателей СМД-1М, А-01, ЯМЗ-236, ЗИЛ-130, КаМАЗ и др. 12.Пo какой формуле определяют: а) первый ремонтный размер через максимальную величину износа или коэффициент неравномерности износа? б) коэффициент неравномерности износа? в) двухсторонний износ детали? г) n-i ремонтный размер? д) число ремонтных размеров? е) припуск на шлифование коренных и шатунных шеек? ж) ближайший ремонтный размер? з) овальность и конусность?
ЛИТЕРАТУРА [1-7] Популярное:
|
Последнее изменение этой страницы: 2016-03-25; Просмотров: 2226; Нарушение авторского права страницы


 (1)
(1)

 (2)
(2) (3)
(3) (4)
(4) называется межремонтным интервалом.
называется межремонтным интервалом.


 (5)
(5) (6)
(6) – высота поверхностных неровностей, мм. Определяется измерением
– высота поверхностных неровностей, мм. Определяется измерением – глубина поврежденного слоя, м. Учитывается только при наличии цветов побежалости или следов коррозии. (
– глубина поврежденного слоя, м. Учитывается только при наличии цветов побежалости или следов коррозии. (  – пространственные отклонения, мм. Учитывается прогиб вала. (
– пространственные отклонения, мм. Учитывается прогиб вала. (  – погрешность установки детали на станок, мм. (
– погрешность установки детали на станок, мм. (  (7)
(7) (8)
(8) (9)
(9) (10)
(10) - оо
- оо