
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ДЕФЕКТАЦИЯ ДЕТАЛЕЙ МЕТОДОМ МАГНИТО-ПАРАШКОВОГО КОНТРОЛЯ.
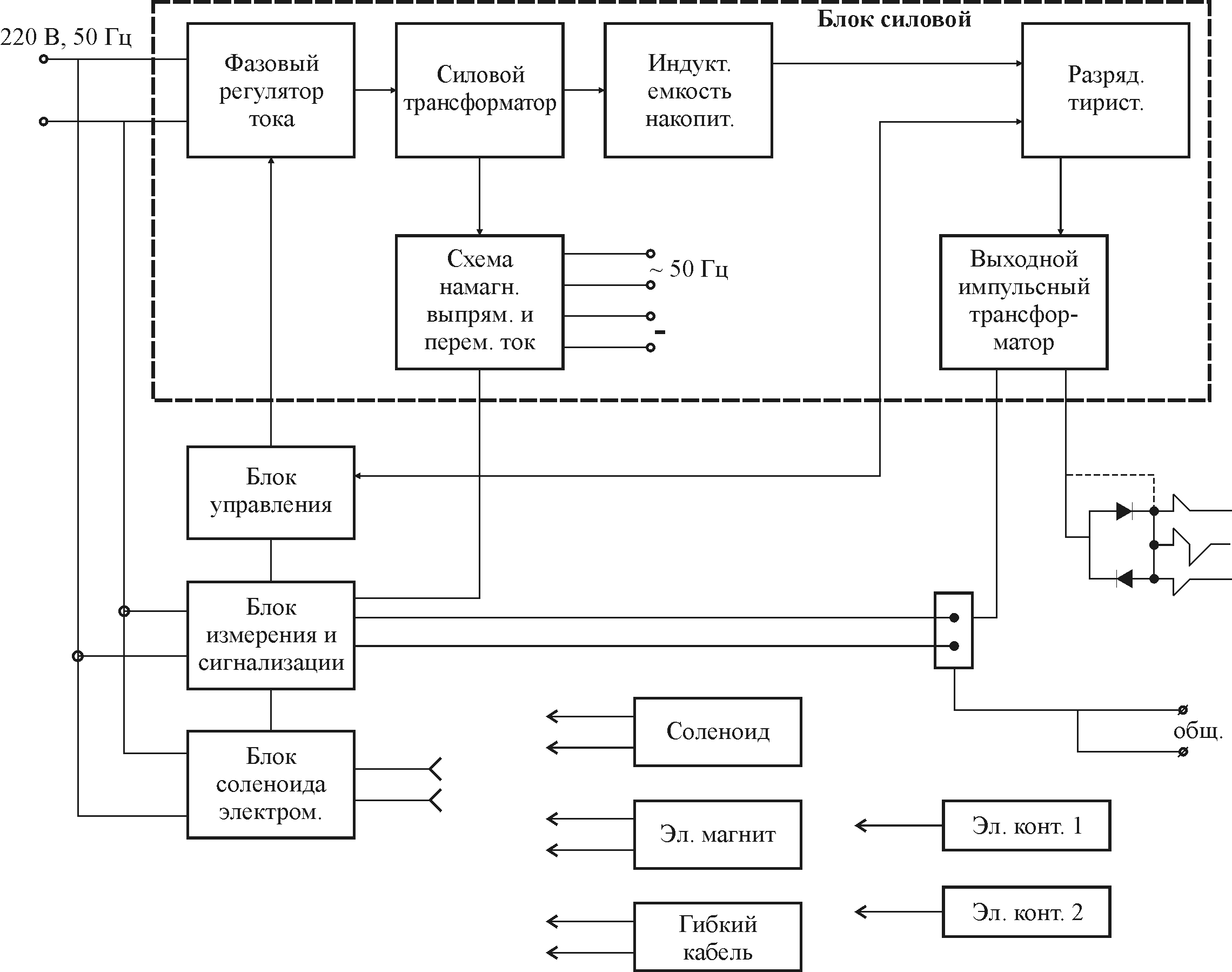
Цель работы: получить практические навыки выявления дефектов в деталях методом магнитопорошкового контроля. Задачи: изучить основы магнитопорошкового контроля. Составить и реализовать технологический процесс магнитопорошкового контроля конкретной детали. Последовательность выполнения работы: Изучить краткие сведения о теоретических основах и последовательность построения технологического процесса магнитопорошкового метода контроля детали. Ознакомиться с организацией рабочего места контроля и с устройством магнитного дефектоскопа. Данные по дефектоскопу занести в таблицу 1 отчета (приложение 4). Получить деталь для контроля, выполнить в отчете эскиз детали с габаритными размерами, размеры контролируемых участков занести в операционную карту (приложение 4). Составить последовательность выполнения работ контроля и занести в операционную карту контроля. Выбрать способ намагничивания в зависимости от материала деталей, ее размеров и предположительного нахождения дефектов, определить режимы и намагнитить деталь. Результаты занести в соответствующие графы операционной карты (приложение 4). Нанести порошковую суспензию на деталь, данные по составу суспензии занести в операционную карту (приложение 4). Выявить дефекты на детали и сделать заключение. Выбрать способ размагничивания, режимы и размагнитить деталь. Результаты занести в соответствующие графы операционной карты ( приложение 4 ). Проверить степень размагниченности. Убрать рабочее место. Оформить отчет. Оборудование рабочего места: Детали, подлежащие контролю. Магнитный дефектоскоп ГСП МД-50П с комплектом принадлежностей. Ванна для обработки деталей. Информационная документация (плакаты). Краткие сведения о магнитопорошковом методе контроля деталей: Магнитные методы контроля основаны на регистрации магнитных полей рассеяния, возникающих над дефектами или на определении магнитных свойств контролируемых изделий. Магнитные методы контроля в соответствии с ГОСТ 18353-73 классифицируют по способам регистрации магнитных полей рассеяния и определения магнитных свойств контролируемых изделий. Магнитопорошковый метод является одним из самых распространенных методов обнаружения дефектов типа нарушения сплошности металла. Метод имеет следующие преимущества: высокую чувствительность, простоту контроля и возможность проверки различных по форме и размерам деталей на одном и том же дефектоскопе, возможность контроля деталей, находящихся в конструкции, сравнительно высокую производительность контроля. Кроме обнаружения дефектов типа несплошностей металла (трещин, волосовин, закатов, флокенов и др.) магнитные методы позволяют решать задачи исследования структуры, определять качество термообработки деталей, наличие и количество остаточного аустенита, определять механические характеристики ферромагнитных сталей и чугунов по изменению магнитных характеристик, а также контролировать толщину цементированного или азотированного слоев и толщину слоя поверхностной закалки изделий. Магнитопорошковый метод контроля применим только для контроля деталей из магнитных материалов. Магнитопорошковый метод основан на обнаружении магнитных полей рассеяния над дефектами с помощью ферромагнитных частиц. Магнитный поток в бездефектной части детали не меняет своего направления. Если же на пути магнитного потока встречаются участки с пониженной магнитной проницаемостью, например, дефекты в виде разрыва сплошности металла, то часть магнитных линий выходит из детали. Там, где они выходят из детали и входят в нее обратно, возникают местные магнитные полюса, и магнитное поле дефектом. После снятия намагничивающего поля магнитное поле над дефектом и местные полюса остаются из-за наличия остаточной индукции. На характер и величину поля рассеяния над дефектом влияют переменные факторы: напряженность намагничивающего поля; магнитные свойства металла; размер и форма контролируемого изделия; размер, форма, место расположение и направление на изделие дефекта. Задача магнитопорошковой дефектоскопии – создать магнитное поле над дефектом и по наличию магнитного поля рассеяния обнаружить дефект на изделии. Для обнаружения магнитных полей над дефектами на контролируемые участки изделия наносят ферромагнитные частницы, которые находятся во взвешенном состоянии в жидкости – в воде, керосине, минеральном масле (мокрый метод) или на воздухе (сухой метод). Так как магнитное поле над дефектом неоднородного, то на магнитные частицы, попавшие в это поле, действует сила, стремящаяся затянуть частицы в место наибольшей концентрации магнитных линий, т. е. к дефекту. В поле дефекта происходят следующие физические процессы: – намагничивание ферромагнитных частиц и соединение их в цепочке с ориентацией по магнитным линиям поля дефекта; – движение образовавшихся цепочных структур, а также отделенных частиц к месту расположения дефекта; – накопление ферромагнитных частиц над дефектом. Магнитный метод позволяет выявлять трещины с шириной раскрытия 0, 001 мм, глубиной 0, 01 мм и более. Существуют следующие способы контроля (плакат): – в приложенном магнитном поле; – на остаточной намагниченности. Контроль в приложенном магнитном поле менее чувствителен по сравнению с контролем на остаточной намагниченности. Контроль на остаточной намагниченности возможен при достаточно большой намагниченности деталей, изготовленных из магнитотвердых материалов. (Нс = 800 а/м). Контроль на остаточной намагниченности имеет следующие преимущества перед контролем в приложенном магнитном поле: – возможность установки детали в любое требуемое положение; – возможность нанесения суспензии как путем полива, так и путем погружения одновременно нескольких деталей в ванну с суспензией; – простоту расшифровки результатов контроля, меньшую возможность прожога деталей в местах их контакта с головками дефектоскопа, так как для остаточного намагничивания ток пропускают по детали кратковременно (0, 01 - 1 с). Виды дефектов в металлах: Встречающиеся в металлах дефекты весьма разнообразны по характеру и происхождению. Они могут быть: – местными (различные нарушения сплошности); распределенными в ограниченных зонах (ликвационные скопления, зоны неполной закалки и коррозионного поражения, местный налет); – равномерно распределенными по всему объему, внутри изделия или по всей поверхности (общее несоответствие химического состава, структуры, качества механической обработки и др.). По своему происхождению дефекты связаны с различными стадиями технологии и возникают в процессе: – плавления и литья (несоответствие химического состава, шлаковые загрязнения, усадочные раковины, газовые поры, горячие трещины и др.); – пластической деформации (трещины, расслоения, флокены, волосовины); – термической обработки (закалочные трещины, хрупкие слои в результате случайного поверхностного насыщения углеродом, азотом и т. д., грубозернистость и т. д.); – механической обработки (следы грубой обработки, шлифовочные прижоги, трещины и др.); – правки и монтажа (рихтовочные трещины, надиры, надрезы, риски, забоины); – сварки (сварочные трещины, пары, шлаковые загрязнения); – эксплуатации (усталостные трещины, механические повреждения, наклеп в местах сопряжения деталей, различные виды коррозии). По расположению дефекты делятся на внутренние (глубинные и наружные), поверхностные и подверхностные. Краткое содержание технологического процесса дефектации магнитопорошковым методом и характеристика применяемого оборудования: Технология контроля изделий магнитопорошковым методом должна включать следующие операции: – подготовку изделия и оборудования к контролю; – нанесение суспензии и контроль; – размагничивание и контроль степени размагничивания. Технологический процесс контроля оформляется в соответствии с требованием ГОСТ ЕСТД 3.15.02-85 на ведомости операций и операционной карте контроля (примеры заполнения даны в приложении). При контроле способом приложенного магнитного поля операцию намагничивания, нанесение суспензии и основную часть осмотра выполняют одновременно. От правильного выполнения всех технологических операций зависит чувствительность метода и надежность обнаружения дефектов. Контроль деталей осуществляется на магнитном дефектоскопе ГСП МД-50П. Дефектоскоп ГСП МД-50П предназначен для выявления поверхностных и неглубоко залегающих (на глубине 2-3 мм) поверхностных дефектов в ферромагнитных изделиях при их неразрушающем контроле магнитопорошковым методом. Дефектоскоп позволяет производить неразрушающий контроль ферромагнитных изделий различной формы при намагничивании их циркулярным магнитным полем, импульсного, выпрямленного или переменного тока частотой 50 Гц; продольным полем электромагнита, соленоида или комбинированным полем (двумя взаимно-перпендикулярными полями). Дефектоскоп обеспечивает размагничивание деталей после их контроля, путем автоматического реверса и снижения амплитуды выходных импульсов тока через гибкий кабель, электроконтакты или путем снижения величины переменного тока 50 Гц, протекающего через соленоид, электромагнит. Эффект убывания может быть также получен путем удаления источника магнитного поля или наоборот. Дефектоскоп может эксплуатироваться в цеховых, лабораторных и полевых условиях при температуре окружающей среды от -30°С до +5°С и относительной влажности до 95 + 3% при температуре +35°С. Максимальная величина тока импульсного намагничивания 5500А. Дефектоскоп конструктивно выполнен в виде передвижной стойки с вмонтированными блоками, состоит из следующих узлов и устройств (рис. 1):
Рис. 1. Принципиальная схема дефектоскопа.
– блока силового, в который входят: фазовый регулятор тока, силовой трансформатор, индуктивно-емкостной накопитель, разрадные тиристоры разрядного контура, выходной импульсный трансформатор ТР-3 и схема намагничивания переменным и выпрямленным током; – блоком управления; – блока измерения и сигнализации; – блока соленоида и магнита; – электроконтактов; – гибких кабелей; – электромагнита с универсальными полосными наконечниками; – соленоида. Последовательность выполнения технологического процесса контроля детали: Подготовка детали к контролю: Для магнитопорошкового контроля деталей выполняют подготови-тельные работы. Места контактов изделия с контактными головками дефектоскопа или электрокарандашами обезжиривают растворителями (бензином или ацетоном) или защищают мелким наждачным полотном (М-28 ГОСТ 3647-71), чтобы предотвратить пригорание детали при намагничивании путем пропускания тока. Влагу с изделия удаляют обдувая его струей сухого воздуха. Удаление влаги необходимо, если изделие будет проверяться с применением керосиновой или масляной суспензией или магнитного порошка. Для магнитопорошкового контроля деталей, бывших в эксплуатации или находящихся в конструкции машины выполняют, кроме указанных, дополнительные подготовительные работы. Густой смазкой, ветошью, полиэтиленовой пленкой и т. д. Закрывают отверстия, через которые магнитная суспензия может затекать во внутренние полости. С контролируемой поверхности детали удаляют возможные загрязнения, продукты коррозии, нагар, остатки окалины и т. д. Подготовка дефектоскопа к работе: Для работы на магнитном дефектоскопе необходимо знать: – эксплуатация дефектоскопа допускается после ознакомления с устройством и принципом действия дефектоскопа; – при переключении режимов следует выводить регуляторы «Ток» в положении против часовой стрелки до упора и пользоваться кнопкой «Стоп»; – не следует подавать импульсы тока на холостом ходу, т. е. с отключенной нагрузкой (кабель, электроконтакты); – вначале подключается нагрузка (электроконтакты или гибкий кабель), затем нажимают кнопку «Пуск» и вводят регулятор «Ток»; – для включения электроконтактов необходимо проделать следующие операции: – подключить силовые кабели электроконтактов к соответствующим зажимам на передней панели дефектоскопа; – соединить разъемы «Эл. контакт 1» и «Эл. контакт 2» электрокон-тактов с соответствующими разъемами на передней панели дефектоскопа; – для включения электроконтактов необходимо вначале прижать их к контролируемому участку детали, и только после этого нажимают на кнопку «Пуск», расположенную на рукоятке одного из электроконтактов; – на рукоятках электроконтактов расположены: регулятор тока «Ток», кнопка «Пуск», лампа сигнализатора прохождения тока «Ток», лампа измарителя амплитуды; Кнопки «Стоп» механически связаны с наконечниками электроконтак-тов и срабатывают при нажатии на электроконтакты после установки их на контролируемую деталь. – измеритель импульсов тока реагирует только на импульсы положи-тельной полярности; – подключение нагрузки к зажимам «Выпр. ток», и «Перем. ток» или « – в режимах выпрямленный, переменный или импульсный ток с частотой следования импульса более 4 Гц следует работать циклично, т. е. длительность рабочего цикла 2 мин. и пауза 3 мин. Перед началом работы установите дефектоскоп на рабочем месте или по близости от него, подготовьте необходимые для работы токоподводящие элементы, сетевой кабель, приспособление для нанесение суспензии, устройство для осмотра и дефектовки изделий. Выбор способа намагничивания и его осуществление: Способы намагничивания выбираются в зависимости от: – магнитных свойств материалов; – геометрических размеров изделия; – характера и направления распространения дефекта. Способом приложенного магнитного поля контроль проводят в тех случаях, когда: – деталь выполнена из магнитного материала, например из стали; – деталь имеет сложную форму или малое изменение (отношение длины детали к ее диаметру), в следствии чего ее не удается намагнитить до требуетого значения индукции, чтобы проверять на остаточной намагниченности; – деталь контролируют для обнаружения подповерхносных дефектов, расположенных над поверхностью на глубине более 0, 01 мм или дефектов, скрытых под слоем немагнитного покрытия (например, слоя хрома) толщиной более 30-50 мкм; – мощность дефектоскопа (источника питания) не позволяет намагнитить всю деталь в следствии ее больших размеров, например, для остаточного намагничивания детали по индукции В, необходима напряженность магнитного поля 16000 А/м, а в приложенном поле эта же индукция В достигается 4160 А/м, т. е. почти в 4 раза меньшей напряженности; – проводят контроль небольших участков крупногабаритной детали с помощью переносных электромагнитов или электроконтактов. Способ контроля на остаточной намагниченности применяют для проверки деталей из магнитотвердых материалов (Нс > 800 А/м). Основные магнитные характеристики конструкционных сталей приведены в табл. 1. Выбор способа намагничивания зависит от направления распространения дефектов по детали. Выбирают такой способ намагничивания, чтобы угол a между вектором напряженности магнитного поля и напряжением распространения дефектов был близок к 90°, т. к. при этом достигается наибольшая чувствительность метода. Чувствительность метода значительно ухудшается при углах a < 20…30°, а при a » 0 практически нельзя обнаружить даже относительно крупные дефекты. Если неизвестно направление распространения трещин, а также если деталь имеет сложную форму, то намагничивание проводят в двух или более направлениях, нанося суспензию и осматривая деталь после каждого намагничивания. Для выявления различно ориентированных дефектов одной операцией намагничивания применяют комбинированное намагничивание. Определение силы тока для намагничивания детали. Ток для намагничивания деталей цилиндрической формы способом контроля на остаточной намагниченности рассчитывают по формуле:
где Н – напряженность поля, А/м (табл. 1); D – диаметр детали, мм. Для выявления большинства поверхностных дефектов на деталях из распространенных конструкционных сталей при контроле на остаточной намагниченности оптимальная напряженность магнитного поля у поверхности детали может составлять 800 – 16000 А/м. При Н = 8000 А/м ток (А) рассчитывают по формуле:
где D – диаметр детали, мм. Величину намагничивающего тока в зависимости от диаметра детали и требуемой напряженности магнитного тока можно определить по табл. 2. Ток для намагничивания кольцевых изделий вычисляют по формуле:
где n – число витков; Н – напряженность, А/м; D – диаметр детали, мм; Ток, необходимый для намагничивания пластин, определяют по формуле:
если Н = 8000 А/м, то Ток для намагничивания изделий таврового, двутаврового, швеллерно-го и уголкового профилей рассчитывают по формуле:
где d – диаметр круга, мм, площадь которого равна площади поперечного сечения контролируемого изделия; Н – напряженность, А/м. Намагничивание детали: Режим намагничивания одиночными импульсами используется для контроля детали на остаточной намагниченности. Для контроля намагничивания одиночными импульсами необходимо подключать токовые концы электроконтактов к клеммам « После подключения токовыводящего элемента на блоке управления и регулирования установить переключатель операций в положение намагничивания « Переключатель «Частота» импульсов поставить в положение «1». Ручку переключателя «Вид тока» необходимо установить в положение « Переключатель «Соленоид», электромагнит-контакты, кабель установить в положение «Контакты-кабель». С помощью сетевого кабеля подключить дефектоскоп к сети и включить питание. Для пуска дефектоскопа в работу необходимо нажать кнопку «Пуск». Кнопкой «Стоп» прекращают подачу импульсного тока. Величину импульсного тока необходимого для контроля задают с помощью кнопочного переключателя порядков «х1», «х5», «х10» и потенциометром – «Заданный ток». Затем плавно вращая потенциометр «Ток» регистрируют момент зажигания лампы, сигнализирующей о том, что амплитуда импульсного тока достигла заданной величины. Схему измерения импульсов тока включить тумблером «Сигнализация – Измерение». При работе электроконтактами следует пользоваться органами, установленными непосредственно на них (кнопка «Пуск», регулятор «Ток», лампочка, сигнализирующая достижения заданной величины амплитуды тока, лампочка «Ток» – сигнализирующая о наличии тока). Намагничивание переменным током при контроле на остаточной намагниченности Для намагничивания переменным током 50 Гц или выпрямленным следует подключать электроконтакты или кабель к зажимам «Перем. ток» или «Выпрям. ток», переключатель операций блока управления необходимо установить в положение « Намагничивание постоянным продольным полем электромагнита (соленоида) При контроле с намагничиванием постоянным продольным полем электромагнита (соленоида) последний включить в розетку «Электромагнит – Соленоид» блока соленоида и электромагнита, тумблер блока управления «Соленоид, электромагнит, контакты, кабель» установить в положении «Соленоид, электромагнит». Переключатель «Намагничивание – Откл. – Размагничивание» установить в положение «Намагничивание». Потенциалом «Ток» на блоке соленоида и электромагнита по амперметру со шкалой 10-0-10 а установить необходимую величину тока намагничивания. Нанесение суспензии и контроль детали: Нанести суспензию на контролируемую поверхность. Для удобства нанесения суспензии на контролируемую поверхность в комплекте ЗиП дефектоскопа имеется специальная трубка с резиновой пробкой для установки ее во флягу или другой соответствующий сосуд с эмульсией. Для контроля деталей с черной поверхностью очень эффективно применять цветные магнитные порошки, а в случае отсутствия последних можно применять черный порошок, предварительно нанося на контролируемые изделия тонкий слой (5 мкм) цветной или белой краски. Существуют несколько способов нанесения суспензий на изделие: - путем полива; - путем погружения в ванну. Осмотр проводят непосредственно после извлечения детали из ванны или полива и не ранее чем через 4-6 мин., когда применяют масляную суспензию. При контроле в приложенном магнитном поле осмотр проводят во время и после нанесения суспензии. Осмотр проводят без применения или с применением оптических средств. В зависимости от способов контроля, особенной формы, чистоты обработки поверхности детали, а также условий контроля рекомендуются следующие составы магнитных суспензий (табл. 1).
Таблица 1. Концентрация магнитного порошка в суспензии
Суспензия на основе керосина (масла или их смеси) с порошком ТУ-6-14-1009-74 стабилизированная присадкой Акор-1 (ГОСТ 15-171-70). Водная магнитная суспензия. Суспензию готовят на основе воды с внесением добавок (г/л): хромпик калиевый 5 ± 1; сода кальцинированная 10 ± 1, эмульгатор ОП-7 (ОП-10) 5 ± 1. Осмотр детали следует производить с помощью набора оптических средств входящих в комплект дефектоскопа. Операция размагничивания и контроль степени размагничивания: Намагниченные детали после магнитопорошкового контроля размагничивают, так как остаточная намагниченность может вызвать нежелательные последствия. Сущность размагничивания заключается в циклическом перемагничивании детали магнитным полем, напряженность которого периодически изменяется по направлению, уменьшается по амплитуде от некоторого значения до нуля. Существуют способы размагничивания: – в поле соленоида; – электромагнитом; – пропускание переменного тока через деталь или по кабелю, который пропущен через полую деталь. Крупногабаритные детали (коленчатые валы, кольца со сложными выступами или углублениями и др.) наиболее полно размагничиваются по участкам с применением кабеля, который наматывают на плохо размагничивающиеся части детали. Выбор способа размагничивания зависит от размера детали и способа ее намагничивания. Рекомендуемые способы размагничивания приведены в табл. Последовательность размагничивания по выбранному способу осуществляется в следующем порядке: – в режиме «Размагничивание» установить переключатели: на блоке управления дефектоскопа и на блоке соленоида и электромагнита в положение «Размагничивание». – запуск размагничивающей серии импульсов тока через электромагнит осуществлять кнопкой «Пуск» на панели блока управления. – размагничивание осуществляется знакопеременными прямоугольными импульсами, убывающими по амплитуде. Окончание размагничивания определить по стрелке измерительного прибора 10-0-10А, на передней панели блока соленоида и электромагнита. При размагничивании соленоидом на переменном токе 220В, 50 Гц необходимо включить соленоид. Оформление отчета: Оформление отчета производится в соответствии с требованиями стандарта предприятия (СТП ХПИ 10-88) и ГОСТа 3.1502-85 ЕСТД на оформление документов технического контроля. Виду выполнения конроля на одном рабочем месте используется для описания операции магнитопорошкового контроля операционная карта (ОК) форма 2 и 2а. Форма отчета, его содержание приведены в приложение 4. Операционную карту следует заполнять в соответствии с требованиями ГОСТ 3.1502-85. Пример заполнения операционной карты неразрушающего контроля приведен в приложении 4. Указания по технике безопасности: - Дефектоскоп является опасным по уровню напряжения в электрической цепи, замыкание которой может произойти через тело человека. - Дефектоскоп имеет клемму заземления и блокировку, обеспе-чивающих разряд высоковольтных конденсаторов при снятии задней стенки дефектоскопа. - При эксплуатации дефектоскопа необходимо соблюдать правила техники безопасности, распространяющиеся на работы по эксплуатации электроустановок. - К работам по монтажу, проверки, ремонту и обслуживанию дефектоскопа допускаются лица, прошедшие инструктаж и обучение безопасным методам труда, проверку знаний правил безопасности и инструкций. - При проведении ремонтных и профилактических работ, особенно силовой части дефектоскопа следует помнить, что трансформатор 1-Тр1 содержит обмотку высокого напряжения 900….1000В мощностью 1, 5….5 ВА. - Браться руками за высоковольтные конденсаторы провода красного и оранжевого цвета разрешается только при отключенном дефектоскопе. - В дефектоскопе предусмотрено автоматическое устройство для снятия остаточных зарядов на высоковольтных конденсаторах при снятии задней защитной панели. - При проведении работ по контролю изделий дефектоскопом, испытаниях и электрических измерениях, его необходимо заземлить. - Электрическая прочность изоляции между корпусом дефектоскопа и закороченными наконечниками сетевого кабеля выдерживает напряжение 660В переменного синусоидального тока частотой 50 ± 0, 5 Гц: при нормальных условиях; при влажности (95 ± 3)%. - Электрические сопротивления изоляции между корпусом дефектоскопа и закороченными наконечниками сетевого кабеля: при нормальных условиях – не менее 20Мом; при температуре 50°С – не менее 50 Мом; при влажности (95 ± 3)% - не менее 1 Мом. - Перед началом ремонта дефектоскопа его отключают от сети. - Не допускается работа с дефектоскопом в особо опасных помещениях.
КОНТРОЛЬНЫЕ ВОПРОСЫ: 1. В чем заключается сущность метода магнитного контроля? 2. Как классифицируются магнитные методы контроля? 3. Назовите область применения магнитных методов контроля? 4. Назовите сущность и область применения магнитопорошкового метода контроля? 5. Какие знаете способы контроля в приложенном магнитном поле? 6. Как осуществлять контроль на остаточной намагниченности? 7. Как производится подготовка деталей к контролю? 8. Дайте характеристику способов намагничивания. 9. Как определяется сила тока намагничивания? 10. Для чего необходимо размагничивание деталей? 11. Назовите способы размагничивания. 12. Назовите состав магнитных суспензий. 13. Охарактеризуйте магнитный дефектоскоп ГСПМД-50П. 14. Назовите последовательность магнитного контроля.
ЛИТЕРАТУРА [17-22] Популярное:
|
Последнее изменение этой страницы: 2016-03-25; Просмотров: 2073; Нарушение авторского права страницы
 », «
», «  », «
», «  » следует производить только при выведенном регуляторе «Ток» или при отключенном дефектоскопе;
» следует производить только при выведенном регуляторе «Ток» или при отключенном дефектоскопе; 



 где b – толщина пластины, мм.
где b – толщина пластины, мм.
 ».
». », величину тока выставить с помощью потенциометра «Ток» на передней панели блока управления и регулирования или на дистанционном пульте, установленном на электроконтактах. Величину выставленного тока определить измерительным устройством, расположенном в блоке измерения и сигнализации, при этом тумблер «х10А выпрямленный ток» и «х15А переем. ток» должен быть в соответствующем положении.
», величину тока выставить с помощью потенциометра «Ток» на передней панели блока управления и регулирования или на дистанционном пульте, установленном на электроконтактах. Величину выставленного тока определить измерительным устройством, расположенном в блоке измерения и сигнализации, при этом тумблер «х10А выпрямленный ток» и «х15А переем. ток» должен быть в соответствующем положении.