|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
УЛЬТРАЗВУКОВАЯ ДЕФЕКТОСКОПИЯ
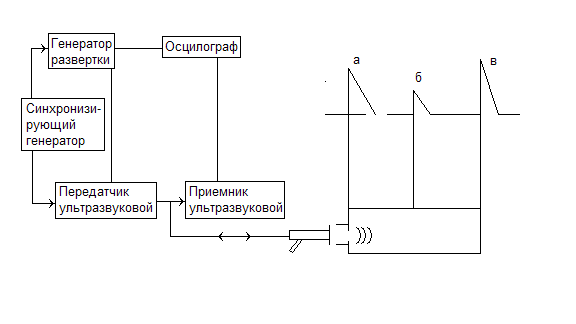
Цель работы – выработать навыки использования ультразвуковой дефектоскопии в ремонтном производстве. Для реализации поставленной цели необходимо решить следующие задачи: - изучить сущность способа ультразвуковой дефектоскопии деталей, - ознакомиться с устройством и работой импульсного ультразвукового дефектоскопа 9024, - освоить методику выявления скрытых дефектов в деталях ультразвуковых дефектоскопом 9024. Общая характеристика ультразвуковой дефектоскопии и применяемое оборудование: Ультразвуковая дефектоскопия основана на выявлении распространения в металле ультразвуковых колебаний и отражения их от дефектов, нарушающих оплошность металла (трещин, раковин и др.). В ультразвуковой дефектоскопии применяется продольные, поперечные и поверхностные волны. Поперечные волны – это волны, траектории которых перпендикулярны направлению волны. Продольные волны – траектории совпадают с направлением распространения волны (или волны сжатия). В дефектоскопии могут быть иногда применены также поверхностные волны, которые распространяются на поверхности тела, не проникая внутрь его, подобно волнам на поверхности воды. В практике ультразвуковой дефектоскопии металлов применяются ультразвуковые колебания частотой более 500.000 Гц, т.е. 0, 05 МГц. Для получения ультразвука частотой более 0, 5 МГц используются генераторы, состоящие из источника переменного электрического тока и пьезоэлектрического преобразователя. Пьезоэлектрический преобразователь основан на использовании пьезоэлектрического эффекта. Пьезоэлектрическим эффектом называется явление появления электрических зарядов на гранях пластинки, изготовленной из определенного материала, подвергнутой сжатию или растяжению. Пьезоэлектрический эффект – явление обратимое, т.к. под влиянием электрического поля пластинка деформируется. Явление возникновения электрических зарядов на гранях пластинки при ее деформации носит название прямого пьезоэлектрического эффекта. Деформация пластинки, помещенной в электрическом поле, носит название обратного пьезоэлектрического эффекта. Частота колебания пьезоэлемента равна частоте колебания электрического поля. При ультразвуковой дефектоскопии применяется как прямой, так и обратный пьезоэлектрический эффект. Устройства, служащие при дефектоскопии для получения и ввода ультразвуковых волн в контролируемое изделие, называется излучающими искательными головками, а устройства преобразующие ультразвуки в переменный ток – приемными искательными головками. Ультразвуковые волны могут распространяться в любой материальной среде: газообразной, жидкой и твердой. В газообразной среде распространяются только продольные волны, а в жидкой кроме того, и поверхностные. Поперечные волны в этих средах распространятся не могут, т.к. газ и жидкость не обладают упругостью формы. В твердых телах, в частности в металлах, возможно распространение различных типов волны. В дефектоскопии нашли применение продольные, поперечные и поверхностные волны. Преимущества и недостатки ультразвуковой дефкутации. Номенклатура контролируемых деталей: С помощью ультразвуковой дефектоскопии в заготовках и изделиях, изготовленных практически из любых материалов, можно: производить контроль сплошности, толщины, структуры, физико-механических свойств изучение кинетики разрушения. К преимуществам ультразвуковой дефектоскопии относятся: К недостаткам дефектоскопии относится необходимость разработки специальных методик контроля отдельных типов деталей, необходимость сравнительно высокой чистоты обработки поверхности контролируемых объектов и наличие мертвых зон‚снижающих эффективность контроля. Ультразвуковой дефектоскопией контролируется следующие детали (на примере деталей автомобиля ЗИЛ-130): коленчатый вал, полуось, цапфа, шкворень, рычаг поворотной цапфы, (левый и правый), гайка шариковая рулевого механизма, сошла рулевая с пальцем в сборе, винт рулевого механизма, валик насоса гидроусилителя и т. д. Оборудование и методы ультразвуковой дефектоскопии: В настоящее время в промышленности применяются сотни конструктивно отличающихся дефектоскопов. По характеру ультразвуковых колебаний все дефектоскопы могут быть разделены на приборы с непрерывным излучением, импульсные и резонансные. Эта классификация отражает принципиальные особенности электронных схем ультразвуковых дефектов. Дефектоскопы с непрерывным и импульсным излучением ультразвука применяются для контроля деталей различными методами. В зависимости от способа приема сигнала различают теневые и эхо-методы. В теневых методах излучающая и приемная головки помещаются преимущественно с противоположных сторон изделия на одной оси. Головки перемещают вдоль и поперек изделия сохраняя их соосность. О наличии в изделии дефекта судят по ослаблению ультра звукового луча в этом месте, т.е по ультразвуковой тени. В отличии от теневых методов в эхо-методе излучающая и приемная головки перемещаются с одной стороны, а о наличии дефекта судят по интенсивности отраженного сигнала. По способу акустического контакта головки с изделием различают два метода: контактный и иммерсионный. При контактном методе на поверхность изделия наносится тонкий слой жидкости, а головки прижимают непосредственно к поверхности изделия. При иммерсионном методе изделие помещают в бак с жидкостью. В тот же бак на некотором расстоянии изделия помещают излучатель и приемник ультразвука. Перед тем как попасть в изделие, ультразвук от излучающей головки проходит толстый слой жидкости. О наличии нарушения сплошности изделия в ряде дефектоскопов судят по появлению всплесков не экране электронно-лучевого осциллографа. Такие методы контроля называются методами косвенной оценки. Классификация методов дефектоскопии с непрерывными излучениями аналогично классификации методов с импульсным излучением. Устройство и работа импульсного дефектоскопа 9024: Ультразвуковой дефектоскоп 9024 относится к классу импульсных дефектоскопов. Прибор позволяет определить глубину залегания дефекта и примерную ее величину. При употреблении различных головок можно исследовать глубину 5 мм до 5 м. Головка в этом случае действует как передатчик и как приемник. Напряжение сети для питания ультразвукового дефектоскопа 9024 220/127 вольт переменного тока. Ультразвуковой дефектоскоп состоит из следующих основных узлов или блоков (рис. 1): синхронизирующего генератора, генератора высокой частоты, искательных головок, приемно-усилительного тракта, осциллографа (электронно-лучевой трубки), генератора развертки, источника питания.
Рис. 1 Блок схема ультразвукового дефектоскопа 9024
Для запуска генератора импульсов и других блоков дефектоскопа служит синхронизирующий генератор, который периодически (каждые 0, 02-0, 0010 сек) вырабатывает синхронизирующий сигнал. По сигналу синхронизирующего генератора происходит запуск генератора высокой частоты, генератора развертки и других блоков дефектоскопа. При получении синхронизирующего сигнала генератор высокой частоты вырабатывает импульс и подает его на головку, где электрические колебания в результате обратного пьезоэффекта преобразуются в механические. Механические колебания высокой частоты (ультразвук) начинает распространяться в детали. В этот же момент времени начинает работать генератор развертки, создавая полеобразное напряжение на пластинах горизонтального отклонения электронно-лучевой трубки, линейно изменяющейся во времени. Изменение потенциала на горизонтальной оси. Если на пути ультразвука встречаются нарушение сплошности, то ультразвук отразится от его и частично попадает в приемную пьезопластину. Благодаря прямому пьезоэффекту, пластина превратит этот механический импульс в электрический. Далее электрический импульс после усиления в приемно-усилитедьном тракте попадает на пластины вертикального отклонения электроннолучевой трубки. К этому времени электронный луч на экране трубки успеет пройти весь путь а — б, образуя т.о. выброс на линии развертки (рис.1). Высота всплеска зависят от величины нарушения сплошности. Головки вводящие ультразвук перпендикулярно поверхности детали, называются прямыми. При контроле прямыми головками у поверхности детали и ее дна существует мертвые зоны, в которых нарушения сплошности не выявляются, Величина этих мертвых зон зависит от целого ряда факторов. Для уменьшения или устранения мертвых зон, применяются наклонные и преломляющиеся головки. В этих головках ультра звуковой луч вводится под некоторым углом к поверхности. Отраженный от дна сигнал, как правило, не возвращается в искательную головку, из-за чего на экране электронно-лучевой трубки данный всплеск отсутствует, а следовательно, отсутствует и мертвая зона у дна детали. Искательные головки: При ультразвуковой дефектоскопам применяется большое количество различных конструкций искательных головок. Эти головки могут быть разбиты на три основные группы: 1. прямые - вводящие ультразвуковой луч перпендикулярно поверхности, 2. наклонные - направляющие луч под углом без преломления, 3. преломляющиеся (призматические), вводящие в металл как произвольные, так и поперечные волны под углом 900. Выпускается два типа прямых искательных головок: 1. головки с открытым вибратором (открытые), 2. головки с закрытым вибратором (закрытые). Открытые головки употребляются для прозвучивания объектов испытания с электрической проводимостью и сравнительно ровной поверхностью. Закрытые искательные головка применяются для прозвучиваиия неметаллических объектов испытания и металлических деталей с нервной поверхностью. Частоты ультразвукового импульса определяются головкой и обозначается последней цифрой в номере типа головки. Вертикальные головки поставляются с частотами 0, 5; 1, 2, 4. и 6 МГц. Данные длины волны позволяют прозвучивание объектов испытания разводной структуры 1. Выбор головки зависит от соответствующей кристаллической структуры испытываемой детали. 2. Наклонные испытательные головки посылают звуковой импульс в испытуемый объект под углом 450, 600, 700. Соответствующий угол, размер, тип, материал пьезоэлемента и излучаемая частоты колебаний выгравированы на корпусе головки. Например, искательные головки 9802, материал вибратора кварц Ø 25 мм, вертикальная искательная головка открытого типа частота 2 МГц.
Маркировка
Определение размера дефекта: Ультразвуковым дефектоскопом 9024 выявляется: 1. наличие дефекта, 2. характер и размер дефекта, 3. координаты дефекта. Наличие дефекта в детали определяется по появлению всплеска между излучаемым сигналом и отраженным (точка «б» рис.1). Определение дефекта осуществляется по эквивалентной площади. Под эквивалентной площадью понимается, площадь контрольного отражателя на эквивалентном эталоне, дающего величину всплеска, одинаковую с всплеском от дефекта. Диаметр этого отражателя называется эквивалентным диаметром. Приближенно считают зависимость высоты всплеска от эквивалентной площади при постоянной глубине залегания дефекта линейной. В практической работе для определения размера дефекта используют графические зависимости. По этим графикам, зная высоту всплеска, определяют размер дефекта. Опыт показывает, что по высоте всплеска можно оценить небольшие размеры дефектов. Для определения дефектов больших размеров удобнее пользоваться условной протяженностью дефекта. Условная протяженность определяется путем оконтурирования искателем зоны на поверхности изделия, внутри наблюдается появление всплеска от нарушений сплошности. Максимальный линейный размер этой площади назовем условной протяженностью. Геометрические построения показывают, что вследствие расхождения ультразвукового луча определенная таким образом площадь будет больше нарушения сплошности.
Определения условной протяженности – длины трещин Прямым искателем
Преломляющим искателем
Определение длины Определение высоты трещин Рис. 2 – Методы ультразвукового дефектоскопа
Условную протяженность применяют иногда для определения размера небольших нарушений сплошности. Ошибка такого измерения велика, и поэтому такую методику целесообразно применять лишь при диаметре нарушения сплошности, большей половиной пьезопластинки.
Определение места расположения дефекта: После того, как дефект выявлен и определены его размеры необходимо установить его местонахождение. Точность определения координат нарушения сплошности в большинстве случаев не превышает 2—3%. При контроле прямым искателем прежде всего определяют место, где наблюдается максимальный всплеск. Если дефект вдали от боковых поверхностей, то он находится на линии, перпендикулярной поверхности детали и, проходящий через место максимального всплеска. Место нахождения дефекта определяется глубиной и двум другим координатам. Система отсчета координат выбирается или прямоугольная или полярная в зависимости от формы контролируемой поверхности детали. Начало координат располагают на измерительной базе для данной поверхности. Глубина залегания дефекта при контроле прямой искательной головкой определяется непосредственно по шкале на осциллографе с учетом масштаба. Рассмотрим определение глубины залегания дефекта при контроле призматическим искателем. При наличии глубиномера расстояние (r) (рис5.) от точки ввода ультразвука в изделие до дефекта может быть определено по шкале.
Рис.3 – Определение глубины залегания дефекта. По расстоянию r может быть определена глубина залегания дефекта h по формуле: h= r·cosβ
Последовательность выполнения контроля деталей. Подготовка деталей: Согласно дефектовочной карте контроля (ТУ) определяется контролируемая поверхность. Выбираются координаты отсчета. Для лучшего прилегания головки искателя к исследуемой детали, поверхность соприкосновения с вибратором, покрываемым тонким слоем масла (технический вазелин, автол, машинное или трансмиссионное масло) Включение дефектоскопа: Перед включением дефектоскопа в работу, производим установку ручек на передней панели в следующее положение:
Когда все ручки передней панели ультразвукового дефектоскопа находятся в соответствующих положениях, производим включение прибора ручкой «Резкость». На экране электроннолучевой трубки виднеется горизонтальная линия времени. Четкость изображения устанавливается с помощью ручки «Резкость». Ручкой «Положение импульса» передвигается фронт прямого импульса на деление светящегося экрана. Контроль дефекта: Устанавливаем искательную головку на контролируемую поверхность и передвигая ее по исследуемой поверхности следим за всплесками на экране, отмечая глубину по шкале. Если дефекта нет, то на экране будет только всплеск данного отражения, т.е. от противоположенной стороны исследуемой поверхности. О наличии дефекта свидетельствует всплеск, появившийся перед всплеском данного отражения. Определяем глубину и координаты дефектов Примечание: координаты дефекта, его размеры определяются в том случае, когда эти дефекты устраняются в процессе ремонта (не провар сварочного шва, трещины в корпусных деталях). Для деталей, которые бракуются при наличии дефекта (в данном случае выше перечисленные детали) определяется только глубина залегания дефекта. Указания по технике безопасности приведены в приложении 5. Форма отчета представлена в приложении 5.
КОНТРОЛЬНЫЕ ВОПРОСЫ: 1. На каком явлении основана ультразвуковая дефектоскопия? 2. Какие волны применяются в ультразвуковой дефектоскопии? 3. На каком явлении основаны пьезоэлектрический преобразователь. Что такое пьезоэлектрический эффект и какой пьезоэлектрический эффект используется в ультразвуковой дефектоскопии? 4. Какие ультразвуковые волны могут распространяться: а) в жидкой среде; б) в газообразной; в) в твердых телах (метал)? 5. Какой тип дефектоскопа позволяет работать одной искательной головкой? 6. Назовите методы ультразвукового контроля? 7. В чем сущность теневого метода контроля и эхо-метода? 8. Какие методы контроля существуют по способу акустического контакта? 9. Как осуществляется контактный и иммерсионный эхо-метод контроля? 10. К какому классу дефектоскопов относится ультразвуковой дефектоскоп 9024? 11. На какой глубине может быть обнаружен дефект? 12. В каком режиме может работать ультразвуковой дефектоскоп при эхо-методе контроля, теневом методе контроля? 13. Какие ультразвуковые колебания распространяются в детали? 14. От чего зависит высота отраженного сигнала? 15. Как вводятся ультразвуковые колебания прямой, наклонной и преломляющейся искательными головками? 16. В каких случаях применяется открытые и закрытые искательные головки? 17. Какие параметры входят в маркировку искательной головки? 18. От чего зависит выбор типа и марки искательной головки? 19. Что является ультразвуковым дефектоскопом 9024? 20. Каким образом фиксируется наличие и характер дефекта его размеры и координаты? 21. Какие существуют способы определения величины дефекта? 22. Как определяется условная протяженность (длина) трещин при контроле прямой искательной головки? 23. Как определяется глубина залегания дефекта при контроле прямой и наклонной (призматической) головками? 24. Какой должен быть класс шероховатости поверхности при ультразвуковой дефектации деталей?
ЛИТЕРАТУРА [24-26]
3 СПОСОБЫ ВОССТАНОВЛЕНИЯ И ОБРАБОТКИ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ И СОПРЯЖЕНИЙ.
Цель работ – получить практические навыки проектирования технологических операций при подготовке изношенных поверхностей детали, восстановления различными способами и заключительной механической обработки. Изучить оборудование оснастку и инструмент, применяемые при выполнении этих операций и приемы работы с ними. Популярное:
|
Последнее изменение этой страницы: 2016-03-25; Просмотров: 3389; Нарушение авторского права страницы