|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ОТЛИВКИ ИЗ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ
Инструментальными называют стали, используемые для обработки материалов резанием и давлением и обладающие определенными свойствами в рабочих условиях. такими основными свойствами являются: твердость, вязкость, износостойкость, теплостойкость (красностойкость), теплопроводность, разгаростойкость, окалиностойкость, устойчивость против схватывания (адгезия) и налипания, прочность. Твердость является главным показателем качества инструмента, устанавливается в связи с его назначением и находится в пределах HRC 40—70. Вязкость характеризует эксплуатационную надежность инструмента и определяется такими показателями, как KCU, KCV и др. Износостойкость инструментальной стали служит характеристикой долговечности работы инструмента. Теплостойкость или красностойкость характеризуется температурой, до которой сохраняются заданные высокие значения твердости, прочности и износостойкости стали, т. е. обеспечиваются свойства инструмента, необходимые для резания или деформирования. следовательно, теплостойкость характеризует способность инструмента сопротивляться изменению структуры и свойств инструмента при нагреве в условиях эксплуатации. Наиболее ценными являются стали с высокой теплостойкостью, сохраняющие свойства при температурах выше 600 оС. Прокаливаемость характеризует твердость инструмента по сечению, от нее во многом зависит закаливаемость, т. е. твердость на поверхности инструмента после закалки. Так же как и отливки из других сталей, отливки из инструментальных сталей классифицируют по составу, структуре и назначению.
На практике принята классификация по назначению, согласно которой различают следующие группы сталей: — стали для режущего инструмента; — штамповые стали для холодного и горячего деформирования; — стали для измерительного инструмента. Литейщики чаще всего имеют дело с отливками из первых двух групп инструментальных сталей. Большое значение для получения качественных литых заготовок из инструментальных сталей имеет технология плавки, которая должна обеспечивать чистоту металла по неметаллическим включениям и нежелательным примесям. для этого используют чистые шихтовые материалы, специальную обработку жидкого расплава (рафинирование, модифицирование), специальные методы плавки (вакуумная плавка, электрошлаковый переплав и др.). Стали для режущего инструмента. Наиболее высокими служебными свойствами из всех сталей для режущего инструмента обладают быстрорежущие стали. Применение их позволяет повысить скорости резания в несколько раз, а стойкость инструмента — в десятки раз. главной особенностью быстрорежущих сталей является их высокая теплостойкость (600—700оС при высокой твердости (НRC 63—70) и износостойкости инструмента. Уникальные свойства быстрорежущих сталей достигаются посредством специального легирования и сложной термической обработки, обусловливающих определенный фазовый состав. Основными легирующими элементами, обеспечивающими высокую теплостойкость, являются вольфрам, молибден, ванадий. Кроме них, все стали содержат хром, а некоторые — кобальт. Карбидообразующие элементы формируют в стали специальные карбиды: Ме6С на основе вольфрама и молибдена, МеС на основе ванадия, Ме23С6 на основе хрома. Часть атомов металла в указанных карбидах замещена атомами железа и других элементов. Карбиды молибдена и вольфрама Ме6С обеспечивают получение после закалки легированного вольфрамом и молибденом мартенсита. Эти элементы, а также ванадий затрудняют распад мартенсита при нагреве, обеспечивая необходимую красностойкость. оптимальные свойства и рациональная стоимость инструмента достигаются при соблюдении условия Σ (W + 1, 5Мо) 12, 0—13, 0%. Карбид ванадия VC, частично растворяясь в аустените, увеличивает красностойкость и твердость после отпуска за счет эффекта дисперсионного твердения. Карбид хрома Cr23C6 полностью растворяется при нагреве под закалку. Поэтому основная роль хрома в быстрорежущих сталях состоит в придании им высокой прокаливаемости. Кобальт является дополнительным легирующим элементом, повышающим красностойкость данных сталей. он, в основном, легирует твердый раствор и частично входит в состав карбида МеС, увеличивая твердость и износостойкость инструмента.
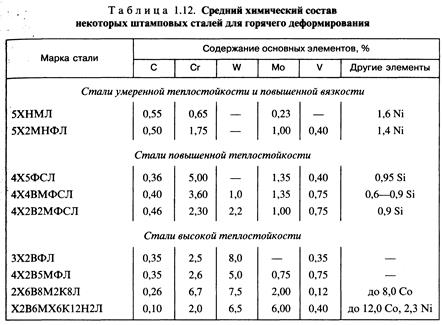
В целом можно выделить следующие области концентраций элементов в быстрорежущих сталях, %: 0, 7—1, 1 С; 0, 5 Si; 0, 5 Мn; 3, 0—5, 0 Cr; 0, 5—6, 0 Мо; 2, 5—18, 5 W; 1, 0—3, 0 V; 4, 0—8, 5 Co. Две марки быстрорежущих сталей — 85Х4М5Ф2В6Л (Р6М5Л) и 90Х4М4Ф2В6Л (Р6М4Ф2Л) — включены в ГОСТ 977-88. Стали относятся к мартенситному классу, обладают высокими теплостойкостью, твердостью, износостойкостью. Используются для литых заготовок под инструмент, получаемый последующей горячей пластической деформацией (ковка, горячее выдавливание), и для литого металлорежущего инструмента. Штамповые стали. К штамповым относят стали, применяемые для изготовления инструмента, предназначенного для изменения формы материала деформированием без снятия стружки. состав и свойства сталей приведены в табл. 1.11 и 1.12.
В зависимости от условий работы штамповые стали делят на стали для холодного и горячего деформирования. основные требования к этим сталям такие же, как и для режущих сталей. Однако роль того или другого свойства (твердость, теплостойкость, износостойкость и др.) может изменяться в зависимости от рабочих условий штампа. Химический состав и механические свойства после термической обработки штамповых сталей разного назначения могут существенно различаться. Основными легирующими элементами сталей являются хром, вольфрам, молибден ванадий, кремний, дополнительными — никель, марганец ко бальт, титан содержание углерода находится в пределах 0, 3—2, 0% в зависимости от назначения штампа. Концентрация хрома в штамповых сталях изменяется в широких пределах — от 0, 5 до 13 % и выше. Это обусловливает образование карбидов хрома всех типов: от легированного хромом цементита до специальных карбидов Ме7С3 и Ме23С6. Хром благоприятно влияет на прокаливаемость штамповых сталей, их склонность к дисперсионному твердению, теплостойкость. Оптимальное содержание хрома в комплексно-легированных дисперсионно-твердеющих штамповых сталях обычно составляет 4, 5—5, 5 %. Если от штампа требуется очень высокая износостойкость, содержание хрома увеличивают до 12, 0%. В штамповых сталях горячего деформирования умеренной теплостойкости и повышенной вязкости содержание хрома ограничивают 1, 0—2, 0%, а необходимый уровень свойств достигают за счет легирования никелем, молибденом, ванадием.
Вольфрам (0, 5—7, 0 %) и молибден (0, 4—6, 5 %) в комплексно-легированных штамповых сталях способствуют измельчению зерна аустенита, т. е. увеличивают устойчивость стали против перегрева, повышают теплостойкость, износостойкость. Кроме того, молибден снижает склонность сталей к отпускной хрупкости. Ванадий (0, 10—1, 8 %) в штамповых сталях присутствует в виде карбида VC в твердом растворе, благоприятно влияет на чувствительность сталей к перегреву, усиливает интенсивность дисперсионного твердения, повышает теплостойкость. Кремний (0, б—4, 0 %) и кобальт (до 15 %) в составе некоторых штамповых сталей легируют твердый раствор, упрочняя феррит, ускоряют процесс дисперсионного твердения, способствуют достижению высокой твердости после отпуска. Содержание Si и Со в штамповых сталях для горячего деформирования ограничивают пределами 0, 7—0, 8 %, а для холодного деформирования содержание кремния достигает 3, 0—5, 0 %. При этом существенно растут твердость и сопротивление малым пластическим деформациям, но снижаются прочность при изгибе и ударная вязкость. Кобальт наиболее благоприятно влияет на свойства низкоуглеродистых штамповых сталей с интерметаллидным или смешанным (карбидным и интерметаллидным) упрочнением. Кобальт уменьшает растворимость W и Мо, увеличивая пересыщение твердого раствора и повышая количество интерметаллидов и их дисперсность. Никель (0, 3—2, 5%) используют для повышения прокаливаемости крупногабаритных штампов и их пластичности. Однако более высокое содержание никеля ухудшает пластичность, разупрочняет сталь и снижает сопротивление термической усталости. Штамповые стали для холодного деформирования условно можно разделить на стали повышенной стойкости (Х12МЛ, Х12Ф1Л, Х12ВМЛ, 8Х6НФТЛ), дисперсионно-твердеющие стали с высоким сопротивлением смятию (8Х4В2С2МФЛ, 11Х4В2С2ФЗМЛ, Х5В2С4Ф2НМЛ) и высокопрочные стали с повышенной ударной вязкостью (7ХГНМЛ, 6Х6ВЗМФСЛ, 6Х4М2ФСЛ) (см. табл. 1.11). Стали для штампов обладают повышенной износостойкостью, но являются полутеплостойкими при высоком содержании хрома (5, 5—11, 5 %). Их износостойкость определяется количеством, составом и морфологией карбидов Ме7С3, Ме23С6, МеС. Вследствие пониженной вязкости такие стали используют для штампов, работающих без значительных динамических нагрузок: матрицы прессования порошков, вытяжные и вырубные штампы и т. д. Легирование стали типа Х12Л молибденом, вольфрамом, ванадием увеличивает прочность, вязкость, износостойкость и позволяет изготавливать из сталей Х12МЛ, Х12Ф1Л и Х12ВМЛ более крупные литые штампы. Дисперсионно-твердеющие стали с высоким сопротивлением смятию, с пониженным содержанием углерода (0, 80—1, 05 %) и хрома (4, 0—5, 0 %) и легированные вольфрамом, молибденом, кремнием, ванадием, применяют для изготовления тяжелонагруженных пуансонов и матриц (прессование, высадка), работающих при высоких давлениях (2000—2300 МПа) холодного и полугорячего деформирования. Стали обладают высокой прокаливаемостью, стойкостью к перегреву, высокими механическими свойствами. Высокопрочные стали с повышенной теплостойкостью предназначены для изготовления инструмента, работающего при ударном (динамическом) нагружении. Из сталей типа 6Х6ВЗМФСЛ и 6Х4М2ФСЛ изготавливают высадочные пуансоны и матрицы, гильотинные ножницы и др., из стали 7ХГНМЛ — инструмент прецизионной вырубки, пробивки и т. п. Штамповые стали для горячего деформирования должны обладать высокими теплостойкостью, вязкостью, сопротивлением термической усталости (разгаростойкостью), жаростойкостью (окалиностойкостью). Из них изготавливают инструмент, работающий при высоких температурах, многократных теплосменах (нагрев и охлаждение), динамических нагрузках, а в ряде случаев и при значительном коррозионном воздействии обрабатываемого сплава (формы литья под давлением). Теплостойкость штамповых сталей достигается за счет комплексного легирования вольфрамом, молибденом, ванадием, кобальтом. Вязкость этих сталей должна быть значительно выше чем быстрорежущих, т е не ниже 400—450 кДж/м2 при 20°С и 600 кДж/м при температурах эксплуатации. В штамповых сталях для горячего деформирования содержание углерода пониженное и составляет в среднем 0, 26—0, 55%. По основным свойствам штамповые стали для горячего деформирования можно разделить на три группы. 1. Стали умеренной теплостойкости и повышенной вязкости (5ХНМЛ, 5Х2МНФЛ) легированы небольшим количеством карбидообразующих элементов (Cr, W, Мо), а также никелем для увеличения прокаливаемости и ударной вязкости. В этих сталях образуются, в основном, карбиды цементитного типа, а в сталях с ванадием — VС. Стали предназначены для изготовления крупных прессовых и молотовых штампов. Типовым режимом термической обработки является закалка с высоким отпуском. При этом достигается следующий уровень эксплуатационных свойств: σ в — от 1500 МПа при 20 °С до 600—900 МПа при 600 °С; КСU — от ЗОО кДж/м2 при 2О °С до 2000 кДж/м2 при 600°С. 2. Стали повышенной теплостойкости и вязкости (4Х5МФСЛ, 4Х4ВМФСЛ), в отличие от сталей умеренной теплостойкости, содержат повышенное количество карбидообразующих элементов при пониженном содержании углерода (до 0, 46 %). Из этих сталей изготавливают инструмент для горячего деформирования и формы для литья под давлением. Стали этой группы являются дисперсионно-твердеющими. Максимум твердости в них достигается после отпуска при 500—550 °С в течение 1, 5—2, 0 ч.-
Стали 4Х5МФСЛ и 4Х5В2ФСЛ применяют для изготовления инструмента, работающего в условиях длительных теплосмен до температур 600—630оС (например для горизонтальных прессов, пресс-штемпелей, игл для прошивки труб и т. д.), а наиболее теплостойкую сталь 4Х2В2МФСЛ — для изготовления инструмента, работающего в условиях высоких удельных давлений (800—1500 МПа) и температур 650—660 оС. Механические свойства этих сталей: : σ в — от 1700 МПа при 20 °С до 1200—1250 МПа при 600 °С; КСU — от 400-500 кДж/м2 при 2О °С до 600-800 кДж/м2 при 600°С. .Стали высокой теплостойкости легированы большим количеством карбидообразующих элементов (Cr, Мо, W), а некоторые содержат кобальт (8, 0—15, 0 %). В зависимости от легирования стали высокой теплостойкости имеют карбидное (4Х2В5МФЛ, ЗХ2В8ФЛ) или смешанное карбидо-интерметаллидное (2Х6В8М2К8Л, Х2В6М6К12Н2Л) упрочнение. Упрочняющими фазами здесь являются карбиды МеC и Ме6C, интерметаллиды (Fe, Co)2W, (Fe, Со)7W6. Наиболее высокая теплостойкость таких сталей обусловлена тем, что интерметаллиды в выделяются при повышенных температурах и более устойчивы к коагуляции по сравнению с карбидами. Эти стали имеют σ в от 1700 МПа при 20 оС до 1000 МПа при 600 °С; KCU — от 15—150 до 300—400 кДж/м2 соответственно. В настоящее время литой штамповый инструмент изготавливают в большинстве случаев методами литья в песчаные и керамические формы из термореактивных и холоднотвердеющих смесей, а также в формы по выплавляемым моделям. Выбор способа производства отливок штампов определяется, главным образом, стремлением получить заготовки с минимальными припусками под механическую обработку, габаритными размерами инструмента и экономичностью процесса изготовления форм. Наиболее широко применяется способ литья в керамические формы по постоянным моделям (метод Шоу). Для получения отливок штампов при серийном производстве используют металлическую оснастку, которая позволяет изготавливать формы со стабильными размерами и хорошим качеством поверхности. Стали для литых прокатных валков. Стали для прокатных валков разделяют на стали для валков холодной и горячей прокатки. В настоящее время большой объем валков для горячей прокатки получают методом литья из конструкционных машиностроительных (55Л, 40ХНЛ, 60ХНЛ и др.), инструментальных (9ХФЛ, 9Х2МФЛ и др.), а также специальных (150ХНМЛ, 180СХНМЛ и др.) сталей. Марки сталей для валков горячей прокатки и их свойства регламентированы
отраслевым стандартом ОСТ 24.013.21-85, некоторые из них представлены в табл. 1.13. Увеличение содержания углерода в валковых сталях для горячей прокатки повышает их твердость и снижает вязкость. дополнительное легирование хромом, никелем, ванадием, молибденом улучшает комплекс механических свойств, прокаливаемость, износостойкость. однако при этом усложняется термическая обработка. типовым режимом термической обработки литых валков является закалка с отпуском или нормализация с отпуском. Стали для валков холодной прокатки должны иметь: высокое сопротивление износу, высокую твердость поверхностного слоя, хорошие прокаливаемость, полируемость, достаточные вязкость, прочность. для изготовления валков холодной прокатки применяют легированные стали с повышенным содержанием углерода следующих марок: 90ХФЛ, 9Х2МФЛ, 9ХСВФЛ, 75ХСМФЛ, 60Х2СМФЛ и др. содержание элементов в сталях обычно находится в пределах, %: 0, 6—0, 9 С; 0, 2—2, 0 Si; 1, 5— 2, 0 Cr; 0, 2—0, 8 Мо; 0, 1—0, 2 V; 0, 1—0, 2 W. Легирование сталей должно обеспечивать достаточную полноту растворения карбидов и легированность мартенсита, сохранение мелкого зерна аустенита, для чего в состав сталей вводят ванадий, а для повышения вязкости - молибден. Добавки хрома, молибдена, вольфрама увеличивают прокаливаемость, прочность, износостойкость. Однако при этом в ряде случаев (повышенное содержание хрома) снижается вязкость. Состав сталей для валков холодной прокатки и режимы их термической обработки должны обеспечивать после закалки и отпуска оптимальную структуру гомогенного мартенсита с тонкодисперсными карбидами. обычный интервал температур аустенизации составляет 850—950оС температура отпуска определяется значениями поверхностной твердости и находится в пределах 150—400 °С. Литые валки получают в металлических формах. Внутреннюю полость формируют стержнем. Подвод металла, как правило, сифонный. Популярное:
|
Последнее изменение этой страницы: 2016-04-10; Просмотров: 1838; Нарушение авторского права страницы