|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ПЛАВКА СТАЛИ В ДУГОВЫХ ПЕЧАХ
Общие положения При выплавке стали в любом агрегате перед плавильщиком стоят две основные задачи: получение заданной массы жидкой стали определенного химического состава и обеспечение требуемой температуры. Первая задача включает в себя рафинирование металла, раскисление и легирование, а вторая, в случае электроплавки, реализуется за счет тепла электрической дуги без особых затруднений. В основных дуговых печах выплавляют около 35 % всей стали для отливок (20 % высокомарганцовистой, 5% высокохромистой и хромоникелевой, остальное — ответственные марки углеродистой и низколегированной). Способов плавки в основных печах несколько, а в кислых печах процесс плавки ведут либо методом переплава, либо с окислением шихты. Дуговая электропечь (рис. 2.1) состоит из корпуса 1, футерованного изнутри кислой или основной футеровкой, съемного свода 2 с отверстиями для электродов 3. Шихту загружают на набивную часть пода 8. Между электродами и шихтой или расплавленным металлом 6 в рабочем пространстве печи горят электрические дуги 9. Излучаемое при этом тепло обеспечивает расплавление шихты и нагрев жидкого металла до требуемой температуры.
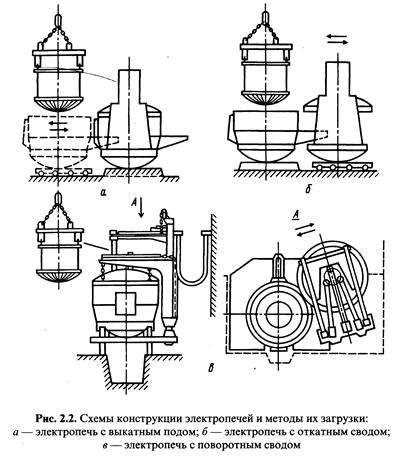
Для обслуживания печи в процессе плавки (присадка различных материалов, взятие проб для экспресс-анализа и др.) имеется рабочее окно 4, закрываемое дверкой 5. Для выпуска стали и шлака служат выпускное отверстие (летка) 10 и желоб 11. При этом печь наклоняют в сторону летки с помощью опорных секторов 7. Для удаления («скачивания») шлака по ходу плавки печь наклоняют в сторону рабочего окна. Печи при выпуске металла наклоняют на угол до 42°, а при скачивании шлака—до 120° По конструкции дуговые печи бывают с выкатным подом (рис. 2.2, а), с откатным сводом (рис. 2.2, 6) и с поворотным сводом (рис. 2.2, в). Наибольшее распространение получили печи с поворотным сводом, поскольку в этом случае упрощается конструкция печи и она занимает меньшую площадь. Загрузка печи осуществляется сверху бадьей во всех случаях. В очень редких случаях печи малой вместимости могут загружаться через рабочее окно. После выпуска выплавленного металла необходимо подготовить ДСП к следующей плавке. Первой операцией является осмотр подины и откосов печей. Подина не должна иметь ям, откосы выведены выше уровня шлака. Исправление (заправка) подины осуществляется огнеупорным материалом, состоящим для основной печи из смеси магнезитового порошка, смешанного с обезвоженной смолой, пеком или жидким стеклом, для печи с кислой футеровкой — смесью, состоящей из молотого кварцита или чистого кварцевого песка и жидкого стекла. Исправление футеровки большегрузных печей осуществляют специальными заправочными машинами. Операция заправки занимает 5—10 мин. После этого приступают к загрузке шихты (см. рис. 2.2). Завалку шихты осуществляют сверху в открытую печь с помощью специальной бадьи. Бадьи могут быть с гибкими секторными днищами или днищами грейферного типа с жесткими челюстями, раскрывающимися рычажной системой. Заполненную на шихтовом дворе бадью устанавливают на передаточную тележку и подают в печной пролет. Над печью бадью поднимают краном и раскрывают днище. Таким образом загружают шихту.
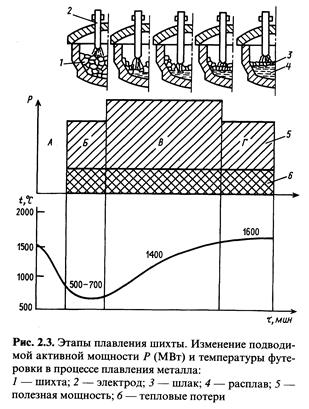
Чтобы шихта хорошо расплавлялась, необходимо в ней иметь не менее 30 % крупного лома и не более 20—30 % стружки. На подину загружают стружку и часть легковесной шихты. Это предохраняет подину от разрушения под воздействием ударов тяжелого лома. Верхнюю часть печи заполняют мелкой шихтой, чтобы электроды быстро проплавляли колодцы в шихте, что в свою очередь способствует экранированию дуг и лучшей отдаче тепла. При плавке в печах с основной футеровкой, проводимой с окислением, в нижние слои шихты добавляют по 2—З % железной руды и извести. Этапы плавления шихты представлены на рис. 2.3. В течение периода времени А происходит заправка печи; Б — начало плавления — работа на коротких дугах (малом напряжении и большой силе тока) во избежание перегрева футеровки свода и ее оплавления.
Как только дуги углубляются в шихту, т.е. проплавляют колодцы, подводят максимальную мощность В. В этот период печь работает на длинных дугах, так как они экранированы шихтой и не вызывают перегрева футеровки. Период Г—конец расплавления. После соответствующей обработки сталь выпускают.
Популярное:
|
Последнее изменение этой страницы: 2016-04-10; Просмотров: 1575; Нарушение авторского права страницы
 .
.