|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ВЫБОР ПЛАВИЛЬНОГО АГРЕГАТА. КЛАССИФИКАЦИЯ ПРОЦЕССОВ И ИХ ОБЩАЯ ХАРАКТЕРИСТИКА
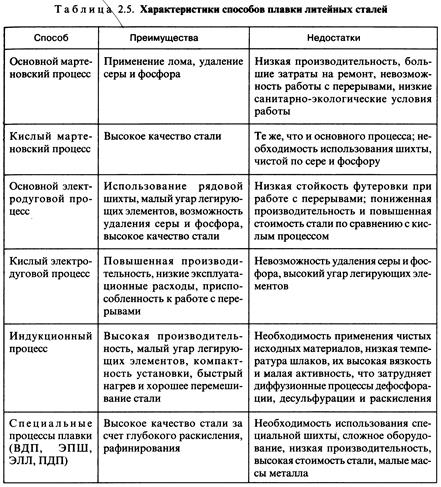
Плавка стали осуществляется при высоких температурах (1500— 1700 °С) и сопровождается сложными физико-химическими процессами взаимодействия расплава, флюсов, шлаков, печных и атмосферных газов, футеровки печи. Методы плавки разнообразны. Выбор метода плавки и типа плавильного агрегата определяется составом и свойствами стали, объемом производства, массой отливок, требованиями к их качеству, технико-экономическими показателями процесса. В литейных цехах обычно сталь выплавляют в электрических дуговых и индукционных тигельных печах. Реже используются мартеновские печи и конвертеры для производства сталей с особыми свойствами и высокими требованиями к качеству применяются электрошлаковые, вакуумно-дуговые, плазменно-дуговые, электронно-лучевые, индукционные вакуумные печи. Главными особенностями различных агрегатов и способов плавки стали являются: характер огнеупорной футеровки, способ достижения высокой температуры, необходимой для расплавления шихтовых материалов и нагрева металла, химический состав газовой среды в рабочем пространстве. В табл. 2.4, 2.5 приведены характеристики плавильных печей и способов плавки сталей в литейных цехах. Наиболее широко в сталелитейных цехах используются электропечи. На их долю приходится 90 % всей выплавляемой стали для отливок. Благодаря ряду принципиальных особенностей электроплавка позволяет получать разнообразные по составу марки литейных сталей с низким содержанием кислорода, серы, фосфора и других нежелательных и вредных примесей. Это могут быть рядовые углеродистые стали (15Л, 30Л и др.), конструкционные легированные (З5ХМЛ, 08ГНДФЛ и др.), высоколегированные со специальными свойствами (12Х18Н9ТЛ, 40Х24Н12СЛ и др.).
Преимущества электросталеплавильных печей по сравнению с другими связаны с использованием для нагрева металла электрической энергии. Выделение тепла в электропечах происходит либо в нагреваемом металле, либо в непосредственной близости от его поверхности. Это позволяет в сравнительно небольшом объеме сконцентрировать значительную мощность и нагревать металл с большой скоростью до высоких температур и, если потребуется, вплоть до температур кипения. Расход тепла и изменение температуры металла при электроплавке довольно легко контролируются и регулируются. Наибольшее применение для выплавки стали в литейных цехах нашли кислые и основные дуговые электропечи вместимостью от 3 до 50 т и производительностью от 1, 6 до 11, 4 т/ч (табл. 2.6).
Кислая сталь отличается от основной более высокой жидкотекучестью, применяется при изготовлении мелких и тонкостенных отливок, когда требуется горячая сталь. Кислый шлак в большей степени препятствует проникновению в сталь водорода, чем основной. Поэтому сталь, выплавленная в печи с кислой футеровкой, содержит меньше водорода. В отличие от мартеновского и конвертерного процессов, выделение тепла в электропечах не связано с потреблением топлива и окислителя. Электроплавку можно проводить в любой атмосфере: окислительной, восстановительной, нейтральной, и в широком диапазоне давлений: при атмосферном или повышенном давлении, в условиях вакуума. Изменяя состав атмосферы и давление газовой фазы, можно регулировать в нужном направлении условия протекания окислительно-восстановительных процессов, осуществлять по ходу плавки вакуумирование стали или насыщать ее элементами из газовой фазы, например азотом. Электропечи лучше других агрегатов приспособлены для переработки металлического лома и отходов производства литейных цехов. Шихта в электропечь может быть загружена в один или несколько приемов, а период плавления в ней значительно короче, чем в мартеновских печах при скрап-процессе. Индукционные тигельные печи (типа ИСТ) с основной или кислой футеровкой используются для выплавки сталей в литейных цехах с небольшим объемом производства. Чаще всего это отдельные участки для изготовления мелких или средних отливок специального назначения. Для индукционных печей преимущественным является применение кислой футеровки, более стойкой, чем основная, особенно при работе с перерывами. В таких печах можно выплавлять литейные стали различного состава, за исключением содержащих алюминий, марганец, титан. Алюминий и титан активно взаимодействуют с кремнием футеровки и разрушают ее. Оксиды марганца также взаимодействуют с кислой футеровкой и вызывают ее оплавление. Кроме этих ограничений следует иметь в виду, что при плавке в кислых индукционных печах трудно получить низкокремнистую сталь.
Выбор агрегата в сталелитейных цехах в немалой степени, помимо получения качественной стали, зависит от массы изготовляемых отливок, мощности литейного цеха и коэффициентов полезного действия плавильного агрегата. Учитывать эти параметры можно, используя данные табл. 2.7.
Популярное:
|
Последнее изменение этой страницы: 2016-04-10; Просмотров: 2652; Нарушение авторского права страницы