
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Разработка размерного ряда по рукоятке среднего размера
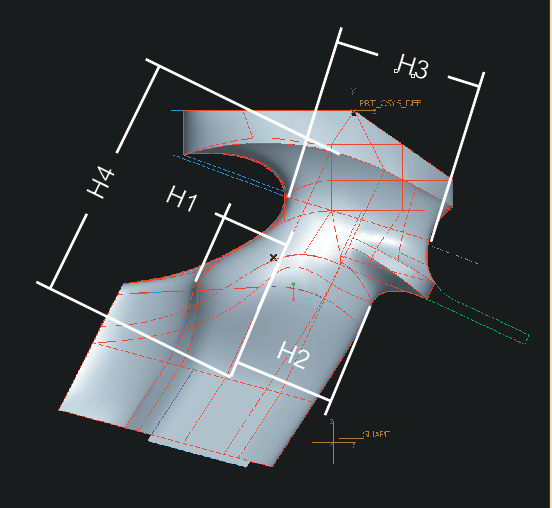
Построив модель среднего размера таким образом, что отрезки в 2D-эскизе отвечают за определенный параметр ладони, можно быстро видоизменить рукоятку под необходимый размер.
Таблица 1 – Размерные ряды рукояток
Рисунок 57 - Зависимость размеров рукоятки от основных параметров кисти руки
Изменяя основные размеры рукоятки необходимы менять и отрезки, регулирующие толщину рукоятки (рисунок 58)
Рисунок 58 - Изменение толщины рукоятки
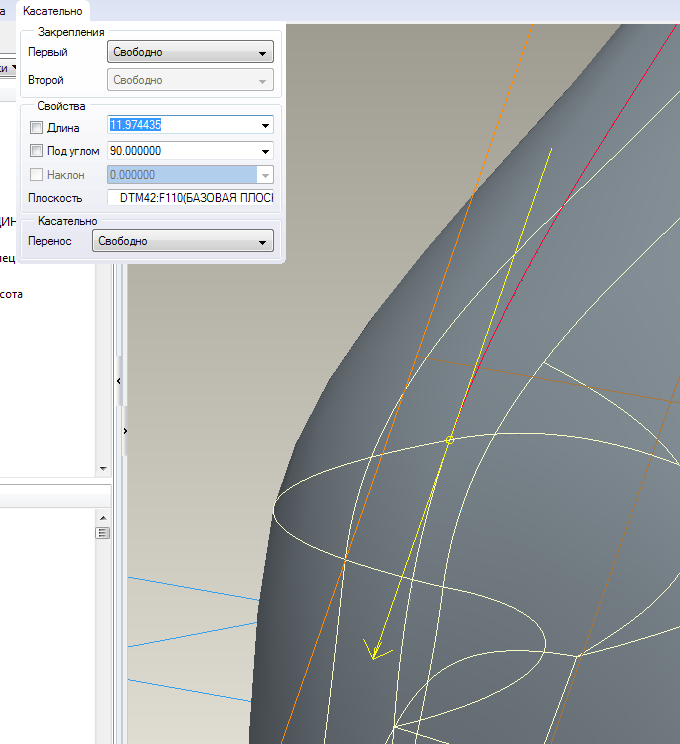
При изменении 2D-эскиза необходимо вносить небольшие коррективы в свойствах формообразующих сплайнов для сохранения гладкости и правильности поверхности модели (рисунок 59)
Рисунок 59 - Внесение коррективов в свойства формообразующих сплайнов
После изменения всех размеров и корректировки сплайнов получаем рукоятку нужного размера (рисунок 60)
Рисунок 60 - Рукоятка определенного размера
После получения модели нужного размера, рукоятка экспортируется в PowerShape для окончательного этапа моделирования: получение необходимых пазов и создания нужных отверстий под винты (рисунок 61)
Рисунок 61 - Конечный вариант модели рукоятки перед точением
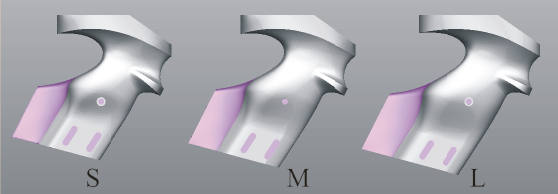
Рисунок 62 - Основные 3 размера рукоятки
Разработка индивидуальной рукоятки 1.Получение сканированной модели кисти и ее обработка (рисунок 63) Рисунок 63 - Обработка сканированной модели кисти руки
2.Создание упрощенной полигональной сетки сканированной модели и доведение ее до формы рукоятки (рисунок 64)
Рисунок 64 - Создание упрощенной полигональной сетки
3.Сглаживание необходимых поверхностей (рисунок 65)
Рисунок 65 - Сглаживание необходимых поверхностей рукоятки 4. Получение необходимых пазов и отверстий под раму Рисунок 66 - Готовая 3D-модель индивидуальной рукоятки ПРОЕКТНО-ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ
Технологический процесс изготовления рукоятки по 3D модели на станке с ЧПУ.
В основу технологии изготовления изделия на 3-х координатном фрезерном станке с числовым программным управлением входит обработка и подготовка 3D модели детали, необходимой для изготовления. В данном случае сложность изготовления деталей рукоятки заключается в том, детали имеют обработку с двух сторон, что усложняет процесс изготовления по той причине что изделие необходимо перемещать, между операциями фрезерования, в следствии чего нарушается так называемая база станка. Для того, что бы упростить процесс изготовления и базирования заготовки на станине станка, было разработано приспособление для закрепления и сохранения базы станка относительно заготовки. Далее по подготовленной к обработке 3D модели с достроенными к ней необходимыми технологией изготовления деталями создается управляющая программа для ЧПУ станка. Для написании управляющей программы использовали программу PowerMill, которая позволяет создать траекторию обработки деталей на станке (рисунок 67) При создании траектории необходимо выбрать подходящий по шероховатости поверхности и времени обработки алгоритм фрезерования Рисунок 67 - Траектория обработки детали на станке Фрезерование деталей на станке состоит из двух этапов: черновое фрезерование и чистовое фрезерование. Черновая обработка предназначена для снятия основного объема лишнего материала заготовки (рисунок 68) Это ускорит и снизит нагрузку на фрезерный инструмент во время чистовой обработки.
Рисунок 68 - Черновая обработка
Чистовая обработка предназначена для окончательной доработки и получения чистой поверхности с допустимым шагом неровности на поверхности готового изделия (рисунок 69).
Рисунок 69 - Чистовая обработка
Рисунок 70 - Готовые части рукоятки
Оборудование
Для получения трехмерного облака точек используется лазерный сканер Artec (рисунок 79)
Рисунок 79 - Лазерный сканер Artec
Прежде чем приступать к изготовлению рукояток следует подготовить заготовки. Для этого брус раскраивается на заготовки согласно определенным размерам, при помощи ленточнопильного станка VBS-18MW (рисунок 80) и торцевального (Makita LS 1214 (LS1214) (рисунок 81)
Рисунок 80 - VBS-18MW Ленточнопильный станок
Рисунок 81- Makita LS 1214 305мм
Таблица 2 – Технические характеристики торцовочной пилы Makita LS 1214 305мм
После того как заготовки готовы можно приступать к фрезерованию самих рукояток. Для фрезерования рукояток используется станок с ЧПУ GFY 98/108-sw (рисунок 82)
Рисунок 82- Станок GFY 98/108-sw
Таблица 3 – Технические характеристики GFx 98/108
ЭКОНОМИЧЕСКИЙ РАЗДЕЛ
Оговаривая особенности технологии производства необходимо обратить внимание на то, что получение эргономичных рукояток для пневматического оружия методом фрезерования будет осуществляться на территории производственных цехов предприятий, занимающихся изготовлением продукции из древесины. То есть речь идет об аренде оборудования и производственных площадей в целях более экономичного варианта изготовления данных изделий.
5.1 Расчет затрат на изготовление индивидуальной рукоятки
Таблица 4 - Технологическая карта
5.2 Спецификация материалов и фурнитуры Таблица 5 - Расчет материальных затрат на изготовление индивидуальной рукоятки
Затраты на материалы для изготовления индивидуальной рукоятки составляет 143 руб.
5.3 Затраты на аренду оборудования Для выполнения работы новое оборудование не закупается. Работа выполняется с помощью: - Фрезерный станок с ЧПУ I-mes GFY 98/108-sw - Ленточнопильный станок; - Торцевальный станок; Таблица 6-Расчет затрат на аренду оборудования
5.4 Расчет расходов на оплату труда Основная заработная плата за определенный этап работы (ОТ) рассчитывается по формуле:
Тi – трудоемкость данного этапа работы, чел.*час t- месячный фонд рабочего времени, час (168 час.)
Таблица 7 - Расчет расходов на оплату труда
Территориальный коэфффициент: Территориальный коэффициент составляет 15%. 0, 15x856=128, 4 Популярное:
|
Последнее изменение этой страницы: 2016-04-10; Просмотров: 1224; Нарушение авторского права страницы







 , где
, где