
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Кафедра «Технология и конструирование швейных изделий»Стр 1 из 8Следующая ⇒
Кафедра «Технология и конструирование швейных изделий»
Е.В. Козлова, Н.В. Анисимова
Конструкторско-технологическая подготовка производства ЛАБОРАТОРНЫЙ ПРАКТИКУМ Для студентов спец. 280900 «Конструирование швейных изделий» и спец. 230723 «Сервис на предприятиях по ремонту и пошиву швейных изделий»
САНКТ-ПЕТЕРБУРГ
Лабораторный практикум по учебной дисциплине «Конструкторско-технологическая подготовка производства» - СПб.: ИИЦ «Сервис», 2005. - 87 с.
Лабораторный практикум предназначен для студентов специальностей 280900 «Конструирование швейных изделий» и 230723 «Сервис на предприятиях по ремонту и пошиву швейных изделий» дневной, заочной и заочной ускоренной форм обучения. Даны методические указания к выполнению лабораторных работ по разработке лекал деталей изделий. Изложены принципы разработки и оформления лекал деталей одежды в зависимости от вида услуг, предоставляемых швейными предприятиями сервиса, даны теоретические основы градации лекал.
Составители: к.т.н., доц. Е.В. Козлова, ст.пр. Анисимова Н.В.
Рецензент: доц. кафедры ТКШИ СПбГАСЭ Труевцева М.А.
Одобрено методическим советом ИДТС
САНКТ-ПЕТЕРБУРГСКАЯ ГОСУДАРСТВЕННАЯ АКАДЕМИЯ СЕРВИСА И ЭКОНОМИКИ ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ
Дисциплина «Конструкторско-технологическая подготовка производства» базируется на основных положениях дисциплин специальности: «Проектирование изделий», «Конструирование швейных изделий», «Технология швейных изделий», «Конфекционирование материалов» и обеспечивает формирование знаний студентов в области конструкторско-технологической подготовки производственных процессов к внедрению новой моды, прогрессивной техники и технологии. Задачей дисциплины «Конструкторско-технологическая подготовка производства» является изучение основных этапов и взаимосвязи конструкторской и технологической подготовки производства, вопросов состава и содержания проектно-конструкторской документации, обеспечивающей готовность производственных процессов к изготовлению изделий современной и перспективной моды в условиях промышленных предприятий, малых предприятий и при индивидуальном изготовлении одежды. В результате изучения дисциплины студенты должны иметь знания о составе технической документации, стадиях проектирования новых моделей для их промышленного внедрения, принципах разработки лекал деталей одежды с учетом вида услуг и способа производства, задачах экспериментального производства по технологической и конструкторской подготовке производства. Практически студенты должны уметь строить лекала основных деталей, деталей подкладки, прокладок, вспомогательные лекала для изделий, изготовляемых промышленным способом, по индивидуальным заказам, в виде полуфабрикатов, по образцам моделей, составлять техническое описание на модель, выполнять раскладки лекал и определять нормы расхода материалов. Лабораторный практикум составлен в соответствии с программой курса «Конструкторско-технологическая подготовка производства», в нем определены цели и содержание 8 лабораторных работ, даны методические указания для их выполнения и оформления, контрольные вопросы для подготовки к лабораторным работам и список рекомендуемой литературы. К занятию студент должен подготовиться теоретически по конспектам лекций и рекомендуемой литературе, а также ознакомиться с основными положениями содержания и хода выполнения работы. Следует также подготовить к занятию рекомендуемые пособия и инструменты. Студенты, не подготовленные к занятию, к выполнению лабораторной работы не допускаются.
ЛАБОРАТОРНАЯ РАБОТА №1 Разработка сборочных чертежей узлов изделия и состава лекального обеспечения швейного изделия
Цель работы: подготовка исходной информации для разработки лекал деталей швейного изделия.
Содержание работы:
1. Выбрать базовую конструкцию швейного изделия и методы технологической обработки его основных узлов. 2. Составить спецификацию лекал для изготовления швейного изделия. 3. Рассчитать величины технологических припусков в лекалах. Пособия и инструменты: чертежи (или шаблоны) конструкций мужского пиджака и женского жакета, лекальная бумага, калька, чертежные принадлежности, ножницы.
Методические указания
1. Работа выполняется студентами индивидуально. Каждый студент получает к проработке одну модель мужского пиджака или женского жакета. Студент подбирает конструкцию заданного вида изделия и копирует ее контуры на лист лекальной бумаги, перенося с чертежа основные конструктивные линии (груди, талии, бедер, полузаноса, перегиба лацкана, вытачек), контрольные знаки, петли, величины деформаций (параметры ВТО) по срезам, контрольные размеры. Если выданы шаблоны деталей изделия, то необходимо скопировать каждую деталь в отдельности со всеми ее внутренними линиями и контрольными знаками на листе лекальной бумаги. Далее следует выполнить технический рисунок модели (вид спереди и вид сзади) и разработать схемы технологической обработки и сборки всех узлов изделия; примеры схем основных узлов мужского пиджака и женского жакета приведены на рисунке 1. Методы технологической обработки изделия следует выбирать, исходя из свойств (толщина, волокнистый состав) материала, из которого планируется изготавливать данное изделие.
Рисунок 1 – Методы обработки основных узлов мужского пиджака и женского жакета 2. Спецификация лекал всех деталей пиджака или жакета, входящих в комплект, составляется на основе схем технологической обработки узлов и внешнего вида модели. Сначала составляется перечень всех лекал из ткани верха, затем планируются все детали, выкраиваемые из подкладочной ткани, а также из прокладочного материала. Спецификация представляется в тетради в форме таблицы 1.
Таблица 1 – Спецификация лекал деталей изделия
3. Расчет технологических припусков по каждому срезу детали выполняют на основе сборочных чертежей узлов изделия. Величина технологического припуска зависит от следующих факторов: конструкции шва, толщины и осыпаемости ткани, конфигурации среза, необходимости уточнения (подрезки) данного среза. Общая величина технологического припуска на шов включает в себя: - припуск на ширину шва; - припуск на кант; - припуск на толщину ткани в шве; - припуск на осыпаемость материала; - припуск на огибание детали. Помимо технологического припуска на шов по некоторым срезам предусматривают дополнительно припуск на уточнение (подрезку) среза детали. Припуск на ширину шва выбирают в соответствии с конструкцией шва, которая зависит от модели изделия, конфигурации среза, свойств материалов и определяется ОСТ 17-835-80 «Изделия швейные. Технические требования к стежкам, строчкам, швам». Величины припусков на настрочные и накладные швы определяются по модели. Конфигурация срезов оказывает влияние на величину технологического припуска: по срезам малых радиусов закругления ширина шва не должна превышать 1, 0 см, т.к. в противном случае увеличивается разность между длиной линии среза и длиной линии шва. Особенно необходимо это учитывать при соединении двух различных по кривизне срезов, когда с увеличением припусков на шов длина одного из срезов увеличивается, а другого уменьшается (например, срезы горловины и стойки воротника, проймы и оката рукав и т.п.). Припуск на кант зависит отконструкции шва, и величина его принимается равной не менее чем толщина ткани; на практике величина припуска на кант определяется в процессе отшива образца модели. Припуск на толщину материалов в шве дают только в том случае, если припуск на шов огибает многослойный пакет большой толщины. Обычно он предусматривается в краевых (обтачных, вподгибку) швах (например, по краю борта, отлету воротника) и принимается равным толщине пакета материалов. Припуск на осыпаемость проектируют только в изделиях из легко осыпающихся материалов; принимается равным 0, 3¸ 0, 5 см, в зависимости от количества перемещений изделия при обработке. Припуск на огибание проектируют при разработке лекал подборта и верхнего воротника, так как эти детали в готовом изделии огибают многослойный пакет; принимается равным удвоенной толщине пакета материалов. Припуск на уточнение величиной 0, 5¸ 1, 0 см предусматривают только по тем срезам, конфигурация и размеры которых могут быть искажены под воздействием внутрипроцессного формования и термодублирования деталей (например, срезы горловины переда, лацкана, борта, нижнего воротника). Подрезка также производится, если на срез выходит несколько швов, при стачивании которых возможно смещение деталей и искажение линии среза (например, линия низа изделия). Припуск на подрезку предусматривается также по срезам симметричных деталей декоративного назначения, где предъявляются повышенные требования к качеству (детали карманов и т.п.). Следует отметить, что припуски на уточнение увеличивают расход материалов и трудоемкость изготовления изделия. Поэтому надо стремиться к исключению подрезки деталей в процессе изготовления; для повышения технологичности конструкции использовать конструктивные способы получения формы. В лабораторной работе припуск на уточнение по срезам можно не предусматривать, с целью сокращения времени на разработку лекал. Величины припусков на швы студенты выбирают из таблицы 1 Приложения, в которой приведены данные ОСТ 17-835-80 «Изделия швейные. Технические требования к стежкам, строчкам, швам», с учетом вида шва и вида материала. Рассчитывают общие технологические припуски по срезам и заполняют таблицу 2. В изделиях без подкладки припуски на ширину шва устанавливаются с учетом осыпаемости тканей и необходимости обрезки краев деталей при обметывании. Ширину стачных швов принимают равной 1, 2÷ 1, 5 см. В таблице 2 рассчитывают общие припуски на обработку только для основных деталей: переда, спинки, рукава и нижнего воротника, а также клапана и листочки. Предварительно рекомендуется зарисовать детали кроя и определить наименование срезов в деталях.
Таблица 2 – Расчет величин технологических припусков в чертежах лекал деталей
Указанные в графе 6 общие величины припусков будут использованы при вычерчивании контуров лекал в следующей лабораторной работе. В отчете должны быть представлены технический рисунок модели, схемы обработки основных узлов изделия, заполненные таблицы.
Контрольные вопросы: 1. Какова исходная информация для разработки лекал деталей швейного изделия? 2. Перечислите припуски, входящие в состав общего технологического припуска на шов. 3. Какие свойства материала, из которого изготовляется изделие, учитываются при расчете технологических припусков? 4. В каком случае предусматриваются припуски на уточнение срезов деталей? Литература:
1. Коблякова Е.Б., Г.С.Ивлева и др. Конструирование одежды с элементами САПР: Учебное пособие для вузов, М.: Легпромбытиздат, 1988. 2. Куренова С.В., Савельева Н.Ю. Конструирование одежды. Учебное пособие.- Ростов н/Д: Феникс, 2003.- 480с. 3. Промышленная технология одежды. Справочник. (под ред. Кокеткина П.П. и др.) - М.: Легпромбытиздат, 1988 - 640 с. 4. Основы промышленной технологии поузловой обработки верхней одежды (Т.И.Куликова, А.А.. Досова, К.Г.Гущина и др.) - М.: Легкая индустрия, 1976 - 560 с. 5. Труханова А.Т. Изготовление мужской верхней одежды по индивидуальным заказам. - М.: Легпромбытиздат, 1990 - 336 с. 6. Труханова А.Т. Основы технологии швейного производства. М.: Высшая школа, 1987 - 287 с. 7. ОСТ 17-835-80 «Изделия швейные. Технические требования к стежкам, строчкам и швам».
ЛАБОРАТОРНАЯ РАБОТА №2 Методические указания
Работу студенты выполняют индивидуально. При подготовке к работе студенты изучают рекомендуемую литературу и материалы лекций.
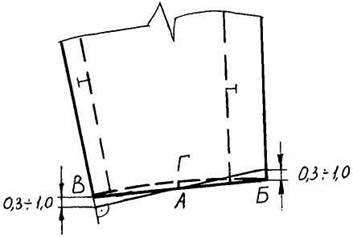
1. Исходной информацией для разработки лекал служат скопированные контуры деталей заданного вида изделия (пиджака или жакета), либо шаблоны деталей пиджака или жакета, и рассчитанные величины технологических припусков по срезам (см. таблицу 2). Основными называются лекала, выполненные с деталей чертежа (спинка, перед, рукав, нижний воротник, переднее и заднее полотнища юбки, передняя и задняя части брюк), по которым ведется раскрой из ткани верха. Основные детали определяют форму и размеры конструкции изделия. Перед разработкой лекал необходимо проверить скопированные контуры конструкции на сопряженность соединяемых срезов по длине и конфигурации (рис. 2): а) по плечевым срезам (при закрытых вытачках): по длине, у вершины горловины – плавность линии горловины, у конечной точки плечевого среза – плавность линии проймы; б) по боковым срезам: по длине и форме, у вершины бокового среза - плавность проймы, в низу - плавность линии низа; в) если в изделии есть кокетки, рельефы или другие составные детали, их проверяют аналогичным образом по длине и плавности линий; г) проверка сопряжения линии низа частей двухшовного рукава осуществляется в следующей последовательности (рисунок 3). Верхнюю часть нужно сложить по переднему и локтевому перекатам. На верхней части рукава через середину низа восстановить перпендикуляр к переднему перекату, подкладывая лист бумаги, и продлить его до локтевого переката. Из точек пересечения этого перпендикуляра с линией переднего переката вверх (точка В), а с линией локтевого переката вниз (точка Б) отложить от 0, 3 до 1, 0 см (в зависимости от структуры ткани: для сухих тканей эта величина меньше). Полученные точки соединить – отрезок БВ является линией низа на верхней части рукава (рисунок 3, а). Перевести резцом эту линию на нижнюю часть рукава и на ней отметить середину (точка А). От точки А на нижней части рукава по вертикали вверх отложить 0, 5 см и отметить точку Г, т.е. АГ=0, 5 см. Провести вогнутую линию через точки Г и конечные точки линий переднего (точка Б) и локтевого (точка В) перекатов – это линия низа для нижней части рукава и участков перекатов верхней части рукава. Также необходимо проверить длину локтевого и переднего срезов в сложенном по перекатам рукаве. Величина посадки по локтевому срезу опреде-
Рисунок 2 – Проверка сопряженности контуров шаблонов ляется складочкой, заложенной в области линии локтя. Величина оттяжки по переднему срезу может быть определена, если выполнить разрез верхней части рукава по линии локтя до линии переднего переката (рис. 3, б).
а
б
Рисунок 3 – Проверка сопряжения контуров двухшовного рукава
Далее промеряют и надписывают величины участков по длине: участки проймы между контрольными знаками и соответствующие участки оката рукава, выделяя величину проектируемой посадки (участок оката = участок проймы + посадка оката Ппос). Промеряют длину горловины спинки и переда, проверяя ее соответствие длине линии втачивания воротника в горловину, на воротнике ставят контрольный знак в соответствии с расположением плечевого шва. В мужских пиджаках длина линии втачивания воротника в горловину может быть меньше длины горловины на величину оттяжки среза (0, 3÷ 0, 5 см).
2. Разрабатывают основные лекала (рисунки 4, 5), откладывая величины технологических припусков по контурам скопированных деталей. Контуры лекал оформляют с учетом очередности обработки швов. Сначала оформляют и вырезают лекала по первоочередным контурам срезов, т.е. тем, которые подлежат соединению в первую очередь (кокетки, рельефы и т.п.). При оформлении одноименных срезов смежных деталей сначала вырезают одну деталь (например, центральная часть переда), затем с ее помощью уточняют конфигурацию, длину и положение надсечек на сопрягаемом срезе смежной детали (боковой части переда), после чего смежную деталь также вырезают. Особое внимание уделяют оформлению концевых участков срезов деталей. Концы срезов деталей должны быть оформлены таким образом, чтобы обеспечивалась надежная ориентация соединяемых деталей между собой. При складывании деталей перед стачиванием швов концевые участки у соединяемых деталей должны быть одинаковыми. При оформлении концевых участков следует добиваться их технологичности, т.е. удобства, как при раскрое, так и при пошиве, чтобы исключить операции последующей подрезки. Кроме того, оформление концевых участков должно обеспечить надежность конструкции шва в изделии, чтобы припуск шва был закреплен последующими строчками. Обычно при оформлении этих участков в изделиях с подкладкой концы припусков срезают по перпендикуляру к линии стачивания. Концы срезов, обрабатываемых без подкладки и с подкладкой, оформляют по-разному. Требования к изготовлению изделия без подкладки таковы, чтобы припуски полностью попадали под обметывание. Поэтому концы срезов вырезают как копию участка, на который накладывается припуск, получаются специфические выступы в углах деталей. После оформления концов срезов деталей разработанные лекала-эталоны окончательно вырезают. Проверяют их наружные контуры на сопряженность и накладываемость. По контурам срезов лекал высекают контрольные надсечки - соответственно расположению контрольных знаков. Одну сторону надсечки проводят под прямым углом к линии среза, не доводя 0, 1÷ 0, 2 см до контура шва, другую сторону проводят с наклоном, причем расстояние между сторонами надсечки составляет 0, 4÷ 0, 6 см, в зависимости от ее длины (рисунок 6).
Рисунок 4 – Лекала основных деталей мужского пиджака
а б а – в жакете с лацканами б – в жакете с застежкой доверху
Рисунок 5 – Лекала нижнего воротника женского жакета
Рисунок 6 – Оформление надсечек
Также расставляют монтажные контрольные надсечки - для удобства сборки изделия, - которые располагают: 1) на боковых срезах спинки и переда: на 8÷ 10 см ниже вершины бокового среза; на уровне линии талии, бедер, в длинном изделии на 20 см выше линии подгиба низа; на линии подгибки низа; 2) на среднем срезе спинки – на уровне линии талии, уровне выступа лопаток, на 20см выше линии подгибки; на линии подгибки низа; 3) по срезу проймы: на спинке - в соответствии с распределением посадки по окату; 4) у вершины сторон плечевой и нагрудной вытачек. 5) на детали переда: на горловине - для втачивания воротника, по линии полузаноса, на перегиб борта вверху и внизу (для цельновыкроенного подборта); 6) окат рукава: соответственно контрольным точкам проймы переда с учетом посадки; соответственно контрольным точкам проймы спинки с учетом посадки; соответственно плечевому шву. 7) передний срез верхней и нижней частей рукава: на расстоянии 7÷ 8 см от линии оката; на расстоянии 7÷ 8 см от линии низа рукава, на линии подгиба низа. 8) локтевой срез верхней и нижней частей рукава: на расстоянии 9÷ 10 см от линии оката; на расстоянии 9÷ 10 см от линии низа рукава, на линии подгиба низа. 9) в местах, удобных для соединения срезов с различной конфигурацией.
В соответствии с требованиями ГОСТа на раскрой на все детали наносят направление нитей основы и их допускаемые отклонения при раскрое деталей изделия (Приложение, таблица 2). 3. После оформления и вырезания контуров лекал проверяют качество их изготовления. Детали складывают друг с другом, проверяют соответствие контуров и длин срезов, положения надсечек. Далее каждую деталь лекал-оригиналов маркируют, т.е. наносят маркировочные данные, например: Наименование изделия Пальто женское Номер модели (технического описания) ТО № 1001-05 Размер изделия 164-92-100 Наименование детали спинка Назначение лекала (материал) верх (подкладка, прокладка) Количество деталей кроя 2 детали Фамилия, инициалы конструктора Соколова Т.Л. Дата изготовления 14. 03. 05 При маркировке рабочих лекал фамилию конструктора и дату изготовления лекал не указывают. На самой крупной детали выполняют спецификацию деталей, т.е. перечисляют детали, указывая количество в крое и в комплекте лекал, сгруппировав их по виду материала:
Спецификация деталей
4. При разработке производных лекал пользуются схемами технологической обработки и сборки узлов деталей мужского пиджака и женского жакета (см. рисунок 1), а также рассчитанными в таблице 2 величинами технологических припусков, приведенными в отчете по лабораторной работе №1. Производные лекала – это лекала, полученные на базе основных лекал с учетом технологических припусков. По назначению производные лекала подразделяются на лекала деталей, выкраиваемых из ткани верха, подкладочной ткани и прокладочного материала. В данной лабораторной работе студенты разрабатывают производные лекала деталей мужского пиджака или женского жакета из ткани верха – подборт, верхний воротник, листочку, клапан, обтачку горловины, обтачки кармана, подзор кармана. До начала изготовления производных лекал обычно разрабатывают лекала подрезки – в них отсутствует припуск, предусмотренный для уточнения контуров после фронтального дублирования (в данной лабораторной работе лекала подрезки не разрабатываются, т.к. при выполнении основных лекал не предусматривался припуск на уточнение). Лекало подборта строится на базе основного лекала переда (подрезки переда), лекало верхнего воротника – на базе лекала нижнего воротника (подрезки нижнего воротника). Сначала надо обвести тонким контуром основное лекало (лекало подрезки). Затем к полученным контурам добавить технологические припуски. Так как в основных лекалах уже учтены припуски на швы, то в данном случае откладывают лишь суммарный технологический припуск, складывающийся из припусков на толщину материала в шве, на кант, на огибание пакета материалов, на посадку. Рекомендуется перед вычерчиванием производных лекал составить таблицу (таблица 3), в которой рассчитать все технологические припуски по контурам производных деталей. Построение лекала подборта Лекало подборта строится по верхнему и бортовому участкам лекала верха переда; учитывая, что подборт имеет одинаковую усадку с передом, дополнительных припусков на усадку не проектируется. На рисунке 7, а показан принцип разработки лекала подборта мужского пиджака (а) и женского жакета (б). Разработка лекала подборта включает следующие операции. 1) Уточнение бортового среза переда. С учетом стачивания передней вытачки в шаблоне переда закрывают вытачку. Для этого делают разрез на линии входа в карман, по переднему срезу вытачки и по горизонтали от верхнего конца вытачки до края борта. Таблица 3 – Расчет величин технологических припусков в чертежах лекал производных деталей из ткани верха.
2) Отработка внутреннего среза подборта. Основными ориентирами для нанесения этой линии являются: линия сгиба лацкана, положение петель и ширина подборта внизу. Расстояние от линии перегиба лацкана до шва притачивания подборта к подкладке не менее 3, 0¸ 4, 0 см; расстояние от верхней петли до внутреннего среза должна быть не менее 3, 5¸ 4, 5 см; ширина подборта на уровне линии талии – 9, 5¸ 10, 5 см; ширина подборта внизу постоянна и составляет 7, 0¸ 9, 0 см; в моделях с закругленным нижним участком борта участок горизонтальной линии подборта составляет не менее 3, 0 см; в моделях со смещенной застежкой ширина подборта на уровне линии талии увеличивается приблизительно на половину расстояния между рядами пуговиц. 3) Отработка верхнего контура подборта. Для повышения технологичности целесообразно верхний срез подборта не доводить до плечевого среза. В этом случае имеется возможность притачивания подкладки к верхнему воротнику и подбортам за один прием. Если подборт доходит до плечевого шва (подкладка собирается при монтаже изделия), то ширина его на этом участке принимается равной 4, 0 см. Если верхняя часть подборта присоединена к детали верхнего воротника, то на продолжении линии раскепа от точки пересечения перегиба лацкана с горловиной откладывают 4, 5 см и от нее оформляют внутренний срез подборта. По внутреннему контуру подборта ставят контрольные знаки для соединения его с подкладкой на расстоянии от плечевого среза: первая –на 6, 0 см ниже уровня глубины горловины, вторая – на уровне входа во внутренний
б
а
Рисунок 7 – Схемы разработки лекала подборта мужского пиджака (а) и женского жакета (б)
в
д
Рисунок 8 – Схемы разработки лекал верхнего воротника мужского пиджака (а, б, в) и женского жакета (г, д) карман, третья – на 35, 0 см ниже второй.
Построение лекала верхнего воротника Построение лекала верхнего воротника ведут на основе вспомогательного шаблона нижнего воротника, который в зависимости от выбранного метода обработки может быть выкроен как из ткани верха, так и из фильца, быть с цельновыкроенной или отрезной стойкой. Разработка лекала верхнего воротника, состоящего из стойки и отлета (характерно, в основном, для мужской одежды), включает следующие операции. 1) Уточняют линию раскепа и линию втачивания верхнего воротника в горловину. 2) Отмечают линию сгиба стойки. Если верхний воротник проектируется с отрезной стойкой, то намечают линию притачивания стойки, смещая ее вниз относительно сгиба стойки на 1, 0¸ 1, 5 см; по этой линии разрезают шаблон на две части – стойку и отлет (рисунок 8, а). 3) Вносят изменения с учетом формообразования детали: методом конического разведения срез отлета удлиняют на 0, 5¸ 0, 7 см, а срез втачивания стойки в горловину удлиняют на 0, 3÷ 0, 5 см (рисунок 8, б, в). 4) Оформляют лекало верхнего воротника, откладывая по контурам величины технологических припусков, в зависимости от выбранных методов обработки. При обработке воротника для женской одежды (рисунок 8, г, д) формо-образование выполняется редко, при этом отлет и концы обычно обрабатывают-ся обтачным швом. Поэтому при разработке лекала верхнего воротника женского жакета к контурам нижнего воротника добавляют величины технологических припусков на кант, огибание, посадку концов (рисунок 8, г). Если по отлету нижнего воротника предусматривается оттяжка, то в лекале верхнего воротника ее учитывают, выполнив отведение средней линии воротника на 0, 4÷ 0, 6 см (см. рисунок 8, д). Лекало верхнего воротника всегда строится целиком (вразворот), надсечки ставят по срезу втачивания в горловину - на линии середины и в соответствии с плечевыми швами, по отлету – на 6, 0÷ 8, 0 см от концов воротника.
Разработка лекал деталей карманов и других мелких деталей
Рабочие чертежи лекал деталей карманов разрабатывают на основе чертежа переда. Размеры и форма производных деталей карманов зависит от моды. Как правило, длины входа прорезных карманов и карманов в швах являются унифицированными величинами и зависят от размера изделия (таблица 4). Длина декоративных деталей прорезных карманов определяется длиной входа в карман, а их форма зависит от модели. Так, ширина листочки в готовом виде принимается равной 2, 0¸ 2, 5 см; ширина обтачки кармана «в рамку» зависит от модели и принимается равной 3, 0¸ 5, 0 см. Обтачка имеет форму прямоугольника, длина обтачки больше входа в карман на 3, 0 см. Обтачки внутреннего кармана на подкладке в мужских пиджаках проектируют из основного материала; ширина обтачки 3, 5¸ 4, 0 см, длина превышает длину входа в карман на 3, 0 см.
Таблица 4 – Размеры карманов мужского пиджака и женского жакета, см
Подзоры в прорезных карманах «в рамку» и с листочкой проектируют из основного материала; длина подзора больше входа в карман на 3, 0 см, ширина – 7, 0 см. В прорезных карманах с клапаном подзор выполняют из подкладочного материала шириной 6, 5 см. Размеры поясов, хлястиков, погонов и других декоративных деталей определяется моделью. Лекала этих деталей разрабатывают на базе чертежей этих деталей. Форма обтачек горловины и проймы определяется конфигурацией соответствующих участков, их ширина зависит от способа обработки края обтачки и колеблется в пределах от 3, 0 до 4, 0 см.
5. После оформления контуров производных лекал деталей, выкраиваемых из ткани верха, их вырезают и проверяют, складывая по сопрягаемым контурам. На лекалах наносят направление нитей основы, монтажные надсечки: по нижнему срезу стойки - соответствующие середине воротника и плечевым срезам, по шву соединения воротника и стойки – посередине, по отлету воротника - посередине и у концов в зависимости от выбранного метода обработки. Далее все разработанные лекала маркируют (подписывают). Отчет по лабораторной работе выполняется в тетради. Должны быть представлены: тема лабораторной работы, содержание, таблица расчета припусков в лекалах производных деталей, комплект основных и производных лекал изделия в масштабе 1: 1.
Контрольные вопросы:
1. Какие лекала входят в группу основных? 2. Какие лекала относятся к производным? 3. Назовите исходные данные для разработки лекал основных и производн< Популярное:
|
Последнее изменение этой страницы: 2016-03-25; Просмотров: 2768; Нарушение авторского права страницы











 а
а б
б
 г
г