
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
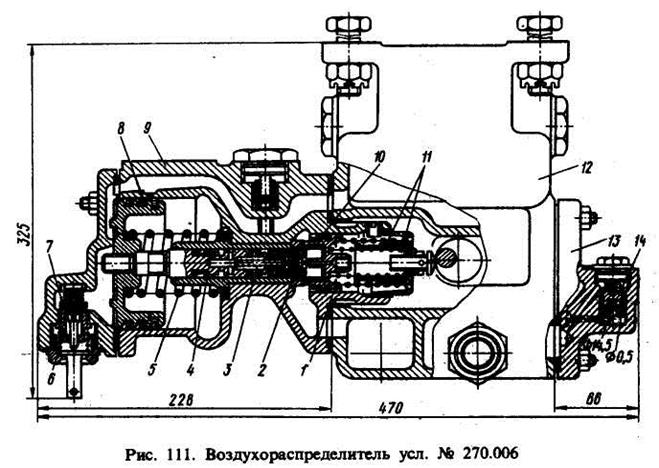
Воздухораспределитель усл. № 270.006
После наружной очистки воздухораспределитель (рис. 111) разбирают, детали очищают и осматривают. Базовые детали: корпус 9 главной части, магистральную часть 12 с камерой, крышку 13 — подвергают цветной дефектоскопии.
Корпус главной части внутри промывают и продувают сжатым воздухом. Прочищают и продувают канал в ниппеле диаметром 2, 5 мм. Манжеты 4, 8 и 10 соответственно штока, главного и уравнительного поршней при разбухании, прорывах, потере эластичности заменяют новыми (размеры по ГОСТ 6678 — 72, резина СКН-26 или СКМС-10 по ТУ 38-5-333-68) (табл. 75).
Таблица 75
Если резиновые уплотнения в клапанах деформированы, посадочные места проверяют и шлифуют. Войлочные смазочные кольца промывают в бензине, сушат и пропитывают смазкой ЖТКЗ-65. Надетое на диск кольцо должно выступать из канавки на 1 — 1, 5 мм на сторону. Отверстия и каналы в теле штока главного поршня прочищают и продувают сжатым воздухом. Возвратную пружину 5 главного поршня и режимные пружины 11 проверяют по высоте. Пружины, просевшие по высоте более 3 мм, с изломанными витками заменяют. Первоначальный натяг пружины главного поршня должен быть таким, чтобы обеспечить свободный возврат поршня в исходное положение после перемещения его внутрь на 10 — 15 мм. Режимные пружины 11 заменяют, если при испытании невозможно получить расчетные давления в тормозном цилиндре. Характеристики пружин приведены в табл. 76. Таблица 76
Осматривают сетку в магистральном штуцере, затем ее промывают и продувают. Привалочные фланцы крышек и камеры протирают, проверяют целость и правильность расположения резиновых прокладок. Постановка второй прокладки запрещается. Особое внимание следует обращать на плотность прилегания отдельных частей прибора, так как утечки могут вызвать затяжной отпуск и даже неотпуск тормоза. При ремонте главной части следует руководствоваться табл. 77. Собранный воздухораспределитель испытывают и регулируют на стенде. При этом проверяют: время зарядки запасного резервуара и рабочей камеры, ступень торможения, давление в тормозном цилиндре и время его наполнения, чувствительность уравнительного поршня, регулировку режимных пружин, плотность обратного клапана и работу отпускного клапана. Время зарядки запасного резервуара объемом 78 л должно составлять 45 — 60 с, а повышение давления с 294 до 333 кПа должно происходить за 60 с. Время зарядки рабочей камеры до давления 460 кПа для равнинного режима должно быть в пределах 130-200 с. Таблица 77
При проверке ступени торможения после зарядки до давления 519 кПа снижают давление в магистрали на 49 кПа. При этом давление в тормозном цилиндре должно повыситься и в течение 2 мин не снижаться менее 39 кПа. При полном служебном торможении снижением давления в магистрали на 147 кПа давление в тормозном цилиндре должно быть в пределах 107—147 кПа, наполнение тормозного цилиндра до давления 343 кПа должно происходить за 13-18 с. При проверке чувствительности уравнительного поршня отпуск должен произойти (для равнинного режима) до давления в тормозном цилиндре 29 кПа за 15 — 25 с, для горного режима — за 35 — 40 с. При включении на груженыйрежим иправильно отрегулированных пружинах давление в тормозных цилиндрах не должно быть не более 412 кПа. Для проверки плотности обратного клапана производят экстренное торможение При этом допускается образование мыльного пузыря с удержанием его не менее 5 с на атмосферном отверстии крана магистрального воздухопровода стенда. Качество работы отпускного клапана проверяют следующим образом: при заряженной камере и полном отжатии клапана давление в камере должно снизиться с зарядного 519, 4 до 49 кПа за 5 с. Авторежим усл. № 256А
Демпферную часть 5 разбирают, детали промывают обезвоженным керосином, корпус внутри протирают и осматривают. Дефектную манжету поршня 8 заменяют, смазочное кольцо 10 промывают и пропитывают смазкой ЖТ-72, прочищают и продувают сжатым воздухом отверстие ниппеля 11. Диаметр отверстия должен быть 0, 4 мм. При ослаблении диска поршня на стержне диск изготавливают новый из алюминия АЛ9. Запрессовку ниппеля и стержня производят после покрытия сопрягаемых поверхностей бакелитовым лаком марки А или СБС(ГОСТ 901-78). При сборке манжету и ручей покрывают тонким слоем смазки ЖТ-72. Смазочное кольцо должно свободно перемещаться в ручье. Проверяют плотность закрепления сухаря 4 на ползуне 7. При износе опорной поверхности сухарь изготовляют новый из стали 40Х с последующей термообработкой ТВЧ до твердости 45 – 50 HRC. Ползун должен свободно перемещаться в корпусе. Увеличение зазора между корпусом и ползуном допускается до 0, 8 мм. Пружины, просевшие на 3 мм по сравнению с чертежным размером, с изломанными витками заменяют. Изношенный более 2 мм упор 6 заменяют, в новую гайку вставляют новый упор и завальцовывают. Демпфер всборе испытывают на воздухонепроницаемость давлением воздуха 294 кПа в течение 30 с. Пропуск воздуха не допускается. Воздушное реле осматривают. Проверяют состояние тарелок 15, верхнего 13и нижнего 2 поршней клапана. Дефектные манжеты заменяют новыми, проверяют состояние зеркала цилиндров. Изношенные торцы хвостовиков поршней восстанавливают. Валик 12, имеющий выработку, заменяют новым, изготовленным из стали 40Х с термообработкой ТВЧ до твердости 45-50 HRC. Изношенное уплотнение клапана 14 заменяют. Новое уплотнение выбирают по данным табл. 78, приклеивают к клапану резиновым клеем № 88. Прочищают и продувают атмосферное отверстие верхнего поршня. Таблица 78
Кронштейн проверяют для выявления трещин цветной дефектоскопией. Калибром проверяют состояние резьбы штуцера. Все остальные детали прибора оксидируют. Пружины, прокладки, манжеты и уплотнения подбирают по данным табл. 78, 79. Таблица 79
Собранный авторежим устанавливают на стенд и проверяют: - давлением тормозном цилиндре при положении демпферного поршня на порожнем и груженом режимах. С зарядного давления 519 кПа производят полное служебное торможение, при этом давление в тормозном цилиндре должно быть на порожнем режиме 137 — 176 кПа, на груженом 372 — 412 кПа; - чувствительность авторежима. После полного служебного торможения цилиндр сообщают с атмосферой через калиброванное отверстие диаметром 1 мм. Снижение давления в тормозном цилиндре допускается не более чем на 29 кПа на порожнем режиме и на 49 кПа на груженом; - время перемещения демпфера. Поднимают демпферный поршень в крайнее верхнее положение воздействием на упор. Давление в тормозном цилиндре, соответствующее груженому режиму, должно установиться через 30 с с момента движения поршня. Для проверки времени перехода с груженого режима на порожний вилки и упор разгружают — демпферный поршень должен перемещаться в нижнее положение за 25-45 с. При установке авторежима на думпкар контролируют положение гайки с упором относительно опорной плиты: у порожнего думпкара зазор между упором и плитой допускается только при крайнем нижнем положении демпферного поршня (видна на вилке кольцевая выточка); у загруженного думпкара зазор не допускается. Наличие зазора свидетельствует., что демпферный поршень заклинился.
Популярное: |
Последнее изменение этой страницы: 2016-04-11; Просмотров: 1354; Нарушение авторского права страницы
 Прибор очищают, обувают сжатым воздухом. Снимают демпферную часть 5 (рис. 112), воздушное реле 3 и кронштейн 1.
Прибор очищают, обувают сжатым воздухом. Снимают демпферную часть 5 (рис. 112), воздушное реле 3 и кронштейн 1.