
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Тормозная рычажная передача и ручной тормоз
Тормозная рычажная передача. В эксплуатации проверяют состояние предохранительных скоб и поддерживающих тросиков, деталей стопорных приспособлений, шарнирных соединений, тормозных колодок и их положение относительно бандажа. Осматривают тормозные тяги, рычаги, балансиры и серьги на отсутствие деформаций и трещин. Колодки, имеющие трещины, отколы, заменяют. Предельная толщина колодки при текущих ремонтах определяется с учетом ресурса на пробег до очередного текущего ремонта, интенсивности износа и ограничения по толщине (табл. 82). Колодки должны равномерно отстоять от поверхности бандажа с зазором 3—5 мм. Разность зазоров по концам колодок и между колодками должна быть не более 5 мм. Положение колодки устанавливают регулировочным болтом. Если болт находится в одном из крайних положений, необходимо сменить пружину тормозного башмака. Для повышения долговечности тормозных колодок и обеспечения равномерности износа их переставляют с правой на левую сторону колесной пары с поворотом на 180° после износа на 50% по толщине. Проверяют состояние шарнирного подшипника ШС-35. При износе бандажей более 20 мм кронштейнподвески тормозного башмака разворачивают на 180°. При этом концы балансиров удаляются от колесной пары, что уменьшает перекос балансиров в горизонтальной плоскости. Затем производят регулировку передачи. Проверяют выход штока тормозных цилиндров. Зазоры между колодками и бандажами и выход штока регулируют изменением длины тяг. В правильно отрегулированной передаче расстояние между средней нерегулируемой тягой и ближайшим к тормозному цилиндру балансиром рессорного подвешивания должно быть в заторможенном положении системы не менее 50 мм. Тормозную передачу полностью разбирают при ремонтах ТР-3 и заводских. Все детали тормозной системы электровозов и моторных думпкаров очищают в моечной машине, тщательно осматривают и дефектируют. Детали, имеющие трещины, надрывы, заменяют новыми. Разрешается производить наращивание тяг подвесок, балансиров, рычагов кузнечной или газопрессовой сваркой. Ремонт заключается в том, что дефектную часть отрезают и вместо нее приваривают новую. Привариваемая заготовка должна быть из той же стали, что и ремонтируемая. При этом должен быть припуск на механическую обработку и осадку при сварке (0, 3 диаметра детали). Сварной шов нельзя размещать в местах перехода от одного размера к другому, а также на участках с резьбой. Остывший стык нормализуют. Отремонтированные детали после сварки, термической и механической обработки подвергают контрольному испытанию в установленном порядке. Деформированные детали (кроме нарезанных хвостовиков) разрешается править с предварительным нагревом до температуры 750 — 800°С. Детали, отремонтированные правкой или сваркой, после испытания проверяют магнитным дефектоскопом. Детали, имеющие износ, восстанавливают наплавкой с последующей механической обработкой места износа, если выработка не превышает 15% площади сечения детали. Валики восстанавливают автоматической или полуавтоматической наплавкой порошковой проволокой марки ПП-ТН250 или ПП-АН121. Новые валики изготовляют из стали 45. Наплавленные или изготовленные валики термически обрабатывают закалкой ТВЧ до твердости 45 — 50 HRC. Изношенные или ослабшие в месте постановки втулки заменяют новыми, изготовленными из стали 110Г13Л с термообработкой до твердости 290 НВ. Запрещается заваривать трещины в деталях тормозной передачи и наплавлять резьбу муфты тормозной тяги. Разработанные отверстия в деталях передачи разрешается заплавлять с последующей обработкой до чертежного размера. Предохранительные скобы с износом более 3 мм и при наличии трещин заменяют. Тормозные башмаки с выработкой перемычки восстанавливают электродами Э42, если оставшаяся толщина перемычки не менее 4 мм. Изношенные контактные поверхности и отверстие башмака восстанавливают наплавкой с последующей механической обработкой до чертежных размеров. После наплавки башмак подвергают нормализации при температуре 850—900 СС. Ручной тормоз. Открывают люки колонки ручного тормоза электровоза, осматривают состояние деталей передачи, надежность их крепления. Изгибы и трещины в тягах, рычагах и звеньях цепи не допускаются. Проверяют работу храповика, фиксирующего ручной тормоз в заторможенном положении. Зубчатую передачу смазывают солидолом УС-2. Тормоз следует расходить и убедиться в исправном его действии: колодки должны прижиматься к бандажам, выход штока тормозного цилиндра должен быть в пределах нормы (см. табл. 80). На моторном думпкаре и дизельной секции производится осмотр состояния штурвалов, серег, Г-образных рычагов и тяг. Редуктор очищают и заправляют смазкой 1ЛЗ, в шаровую пяту винта запрессовывают солидол УС-2. Проверяют эффективность действия и производят опробование фиксации в заторможенном состоянии. Торможение должно происходить от руки вращения штурвала без применения дополнительных средств повышения усилия. Таблица 80
Детали передачи ручного тормоза восстанавливают способом, приведенным выше. Оси шестерен привода колонки ручного тормоза и редуктора, имеющие износ более 1 мм, шестерни с изломом или износом зубьев более 3 мм заменяют. Ролики с износом более 1 мм по диаметру восстанавливают наплавкой. Звенья цепи разрешается сваривать электросваркой. После ремонта цепь испытывают. Люфт винта ручного тормоза думпкара должен быть в пределах 0, 5 — 0, 7 мм. Поддерживающие тросики, имеющие обрыв жил свыше 10%, заменяют. Детали кожуха редуктора, имеющие повреждения, ремонтируют, уплотнения заменяют. После сборки и регулировки тормозных систем электровоза и думпкаров их регулируют в порядке, приведенном выше; трущиеся детали смазывают. Прогнозирование ресурсов основных деталей производится по данным табл. 81. Показатели долговечности отремонтированной тормозной передачи: ресурс до ремонта с частичным восстановлением — 2 года; ресурс до ремонта с полным восстановлением — 4 года. Таблица 81
Клапаны Э-216 типа КП, выключатели управления, Блокировка ПБ-084, пневматический привод жалюзи И воздушные резервуары Предохранительный клапан Э-216. Клапан разбирают, детали промывают, вытирают насухо и осматривают. Стакан и корпус с трещинами заменяют новыми. Регулировочный винт с поврежденной резьбой заменяют. Резьбу в стакане проверяют на станке, а новый регулировочный винт нарезают по месту. Пружину, потерявшую упругость, просевшую по высоте более 3 мм по сравнению с чертежным размером в свободном состоянии (75 мм), с изломанными витками заменяют. Клапан притирают к седлу пастой МТЗ марки М14. Люфт клапана в направляющей втулке допускается до 0, 15 мм. Перед установкой клапан испытывают на плотность. Утечка воздуха не допускается. Клапан, устанавливаемый после компрессора, регулируют на давление 911, 4 кПа, а устанавливаемый после обратного клапана — на 950, 6 кПа. После испытания клапаны пломбируют. Независимо от состояния клапаны не реже 1 раза в 3 месяца осматривают с проверкой и регулировкой усилия сжатия пружины. Пневматические выключатели управления ПВУ-2, ПВУ-4. Выключатель разбирают, металлические детали промывают и обдувают сжатым воздухом. Пружины при наличии изломанных витков, просевшие более 3 мм, заменяют новыми. Чертежная высота пружин в свободном состоянии: ПВУ-2 — 88 мм; ПВУ-4 — 78 мм. При наличии трещин текстолитовое коромысло заменяют. Фиксирующие шарики, изношенные по диаметру на 0, 5 — 1 мм, заменяют. Поршень с изношенными канавками заменяют новым. Перед сборкой детали покрывают тонким слоем смазки ЖТКЗ-65. Собранные выключатели испытывают на стенде. Для выключателя ПВУ-4; выключение должно происходить при давлении 176, 4 — 196 кПа, включение — при 0 — 39, 2 кПа, а для выключателя ПВУ-2 включение — при давлении 470 — 490 кПа, выключение — при 688 — 725 кПа. Фиксатор должен обеспечить четкую остановку подвижной системы при срабатывании. Зазор между контактами должен быть 5 — 8 мм. Регулировку зазора производят постановкой шайб под винт. Клапаны электропневматические КП-39, КП-41, КП-44, КП-45. Клапаны ремонтируют по единой технологии: разборка, очистка деталей и корпусов, дефектировка и замена дефектных деталей, притирка клапанов, проверка на плотность и регулировка. Кожаные детали очищают, сушат и прожировывают, дефектные лепестковые шайбы заменяют. Резиновые изделия выбраковывают по общим признакам: разбухание, надрывы, потеря эластичности. Пружины, просевшие более 3 мм по сравнению с чертежным размером, заменяют. Клапаны притирают к седлам с применением пасты МТЗ или ГОИ. При дефектах, для устранения которых требуется некоторый съем металла, используют корундовую пасту М28 или шлифзерно №160 — 80 с керосином. Для окончательной доводки и притирки применяют пасты ГОИ 10, ГОИ 20 или микропорошки М40 — М10 с говяжьим салом или с олеиновой кислотой. Люфт направляющих клапанов не должен превышать 0, 3 — 0, 47 мм. При дефектировке, ремонте и испытаниях клапанов следует руководствоваться данными табл. 81. Таблица 81
Пневматическая блокировка ПБ-084. Корпус блокировки проверяют на наличие трещин. Детали промывают и дефектируют. Запрещается заваривать трещины в корпусе и устанавливать изогнутый шток поршня. Пружину с остаточной деформацией более 3 мм заменяют. Уплотнения поршня бракуют по общим признакам для резиновых уплотнений. Забоины на конце штока запиливают. Перед сборкой рабочую поверхность корпуса и поршень покрывают смазкой ЖТ-72. При давлении воздуха шток должен опускаться без заеданий. Пропуск воздуха уплотнениями не допускается.
Воздушные резервуары. Их осматривают не реже 1 раза в 2 года (при ремонтах ТР-3) и производят гидравлические испытания не реже 1 раза в 4 года, приурочивая это к заводскому ремонту, с демонтажем с подвижного состава. При осмотре проверяют состояние стенок, сварных швов, прочность крепления штуцеров. Главные резервуары очищают (см. гл. 1). Внутренние поверхности осматривают с помощью светильника. Ввиду значительного загрязнения сжатого воздуха запасные резервуары электровозов, дизельных секций и думпкаров, резервуары цепи управления промывают с периодичностью, определяемой местной инструкцией. Гидравлическое испытание производят в следующем порядке: проверка давлением, превышающим рабочее на 490 кПа; выдержка под этим давлением в течение 5 мин; снижение давления до рабочего; продолжение осмотра с легким остукиванием деревянным молотком. По окончании осмотра давление постепенно снижают до атмосферного. Исправный резервуар не должен иметь остаточных деформаций, разрыва металла или течи. Водяная пыль и мелкие капли воды в частях арматуры не считаются течью. На поверхности резервуара разрешается оставлять без исправления вмятины без повреждения поверхностного слоя металла глубиной не более 5 мм, мелкие прожоги металла глубиной до 0, 5 мм на цилиндрической части и днищах. Разрешается заваривать трещины и пористые места в сварных швах, заменять негодные штуцера путем вырубки старых и приварки новых. После сварочных работ гидравлическое испытание производят повторно. Запрещается: заваривать трещины по целому месту на цилиндрической части и днищах* вмятины глубиной более 5 мм с повреждениями металла; производить подчеканку швов для устранения течи, а также выпускать из ремонта резервуары с деформациями металла независимо от места. На главных резервуарах испытание отмечается на металлической паспортной табличке. На остальных резервуарах наносят маркировку: место и дату последнего гидравлического испытания. Сведения о результате испытаний заносят в технический паспорт. Цилиндры опрокидывания
Наружный осмотр и проверку работы цилиндров производят перед постановкой подвижного состава на техническое обслуживание ТО-3 и текущий ремонт ТР-1. Ревизию с разборкой и заменой манжет выполняют на ремонтах ТР-2, ТР-3, заводских и при внезапном отказе манжет. Характерные неисправности: пропуск воздуха манжетами, ослабление диска поршня 8 (рис. 119) на штоке 3, механические повреждения корпуса 11 цилиндра — вмятины, разрушение кольца 1. Зимой происходят отказы подвижной системы из-за застывания. Ремонт произво
Демонтаж и монтаж кольца производят на специальном стенде (рис. 120). Цилиндр устанавливают на поворотный стол 5 с захватами под бобышки. Отворачивание гаек производят пневматическим гайковертом 1 с приводом к клапану 3. Гайковерт перемещается на стойке 4 под действием педали 6 и возвратной пружины 2. Гайки отворачивают последовательно с ручным поворотом стола 5. Кольцо, шток с поршнем и корпус демонтируют краном. Поворотный стол может быть установлен на тележке, перемещающейся в направляющих относительно стойки. Это дает возможность производить групповой демонтаж (монтаж) цилиндров. Пропуск воздуха манжетой кольца проис
Вмятины корпуса цилиндра происходят из-за нарушения режима погрузки думпкаров: задевание корпуса цилиндра ковшом экскаватора, падение с ковша глыб горной массы. Вмятины глубиной более 3 мм с размерами в поперечном сечении 250 — 300 мм выправляют на правильном станке (рис. 121). Цилиндр устанавливают на станину 6 так, чтобы вмятина находилась на уровне выпуклой сменной наставки 4, устанавливаемой на задней бабке 5. С пульта управления 2 включают двигатель 7 насосной станции, и масло под давлением 4, 9 МПа поступает в гидроцилиндр 3, установленный на передней бабке 1. Шток поршня с укрепленной сменной вогнутой наставкой 4, перемещаясь к передней бабке, производит правку деформированной стенки цилиндра. Контроль качества правки производят измерениями штангой с микрометрической головкой внутреннего диаметра цилиндра. Дополнительно производят зачистку стенок абразивным кругом. Проверяют целость сварных швов цилиндрической части и бобышек. При обнаружении признаков трещин бобышку и сварной шов проверяют магнитным дефектоскопом. Дефектные швы вырубают и заваривают вновь. Заварка трещин в корпусе цилиндра и бобышках запрещается. Корпус с трещинами и задирами бракуют. Мелкие сквозные поры в корпусе и диске поршня устраняют парафинированием (расплавленным парафином) в течение 15 — 20 мин. По предложению работников ССГОК, с целью увеличения начального усилия подъема к днищу корпуса цилиндра привариваются равномерно по окружности три прокладки высотой 80 мм, ограничивающие посадку поршня в нижнем положении. Изломы верхнего кольца возникают из-за неравномерной затяжки болтов при сборке цилиндра. Перед сборкой рабочие поверхности корпуса, штока с поршнем, манжеты покрывают слоем смазки ЦИАТИМ-201.
Испытание на плотность производят после прочностных испытаний в той же последовательности давлением сжатого воздуха 490 — 637 кПа. Падение давления в цилиндре при отключенном источнике сжатого воздуха не должно превышать 9, 8 кПа в течение 3 мин. Испытание повторяют при наибольшем подъеме поршня давлением сжатого воздуха, не превышающим 323, 4 кПа. Место утечки обнаруживают обмыливанием. Цилиндры, выдержавшие испытание, окрашивают снаружи лаком N° 177. При сборке в цилиндр заливают 23 л масла для цилиндров опрокидывания. Песочное оборудование
Перед постановкой т. п. с. в ремонт песок из ящиков должен быть спущен, форсунки очищены и продуты. Песочные ящики осматривают, трещины в стенках, разрушенные сварные швы заваривают и зачищают. Ящики с глубокими вмятинами и пробоинами ремонтируют с отъемкой от места. Вмятины выправляют прессом с заводкой через горловину ящика. Место пробоины размечают и вырезают газовым резаком, вставку пригоняют по месту и обваривают с последующей зачисткой швов. Сварку на ящике ведут электродами Э42 или проволокойСв-08 в среде углекислого газа. Изнутри ящик окрашивают грунтом, снаружи — лаком № 177. Проверяют целость крышек, плотность прилегания их к горловине ящика. След от горловины на прокладке должен быть четким, без перерывов. Прокладку, имеющую разрывы и отставания от металла, заменяют новой из губчатой резины 23x1390. Шарниры и замки ремонтируют. Деформированную рамку рихтуют, торец обрабатывают под линейку наждачным кругом, сетку с разрывами заменяют новой. Форсунку полностью разбирают, внутреннюю полость очищают стальным ершом от пригаров и окисленных пленок. Корпус осматривают. При обнаружении трещин, износа порожка и стенок корпуса более 50% их толщины, сорванных или изношенных ниток резьбы корпус заменяют. Проверяют соосность отверстия М10 под винт регулировочный с отверстием диаметром 6 мм выходного канала, отверстия 1/4" гнезда под эжекционное сопло с отверстием диаметром 11+0, 3 мм, а также центральное расположение сопла относительно кольцевого отверстия в корпусе и выходного патрубка форсунки. Контролируют состояние поверхности и соосность конуса и резьбы регулировочного винта. Несоосность отверстий допускается до 0, 5 мм. Сопло эжекционное проверяют калибром. Сопло, имеющее размеры канала с отверстием более 4+0, 6 мм или несоосность выходного канала и резьбы более 0, 5 мм, с изношенной трубкой заменяют. Глубину погружения сопла эжекционного в корпус с целью предотвращения перекрытия им воздушных каналов, свободность каналов проверяют пропуском круглых точеных стержней с диаметром, соответствующим размеру канала, с допуском — 0, 2 мм. Регулировку форсунок производят в следующем порядке: регулировочные винты вворачивают до упора в канал и сжатым воздухом испытывают плотность перекрытия канала; винт выворачивают примерно на 2 — 3 оборота; к наконечникам подвешивают полотняные мешочки 150x350 мм и подают сжатый воздух в форсунки в течение 1 мин; высыпают из мешочков песок в градуированные мензурки и определяют подачу каждой форсунки; регулировку подачи песка производят вворачиванием или выворачиванием винта. Условия регулировки: подача песка под колеса одной колесной пары должна быть одинаковой; наибольшее количество песка под колесные пары тяговых агрегатов должно соответствовать приведенному в табл. 83.
Стабильность подачи форсунки зависит от градулометрического состава песка и его влажности. Размеры частиц песка должны быть в пределах 0, 2 — 0, 5 мм, а влажность не должна превышать 0, 5%. С целью предохранения песка от увлажнения атмосферными осадками рекомендуется верхнюю часть ящика закрывать крышкой, вырезанной из старой транспортерной ленты. Для дальнейшего улучшения работы форсунки рекомендуется оборудовать трубкой дополнительного подвода воздуха и ограничительным соплом. Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 1770; Нарушение авторского права страницы
 Пневматический привод жалюзи. Ремонт привода (рис. 118) выполняют со снятием с подвижного состава. Цилиндр 1 разбирают, детали обмывают и протирают насухо. Цилиндр внутри очищают и протирают. Пружину 2, потерявшую упругость, с изломанными витками заменяют. Корпус цилиндра осматривают для выявления трещин. Проверяют целость привалочных лап. Зеркало цилиндра должно быть чистым, без задиров и коррозионных повреждений. При овальности цилиндра более 1 мм цилиндр растачивают и шлифуют. Манжету 4 поршня 3 и уплотнительные кольца 5 заменяют при наличии общих браковочных признаков резиновых изделий. Шток 6 с изгибом и коррозионными повреждениями заменяют. При выработке отверстия вилки штока свыше 0, 6 мм отверстия вилки и сопряженной детали проверяют разверткой и притачивают новый валик по месту.
Пневматический привод жалюзи. Ремонт привода (рис. 118) выполняют со снятием с подвижного состава. Цилиндр 1 разбирают, детали обмывают и протирают насухо. Цилиндр внутри очищают и протирают. Пружину 2, потерявшую упругость, с изломанными витками заменяют. Корпус цилиндра осматривают для выявления трещин. Проверяют целость привалочных лап. Зеркало цилиндра должно быть чистым, без задиров и коррозионных повреждений. При овальности цилиндра более 1 мм цилиндр растачивают и шлифуют. Манжету 4 поршня 3 и уплотнительные кольца 5 заменяют при наличии общих браковочных признаков резиновых изделий. Шток 6 с изгибом и коррозионными повреждениями заменяют. При выработке отверстия вилки штока свыше 0, 6 мм отверстия вилки и сопряженной детали проверяют разверткой и притачивают новый валик по месту. дят по технологической схеме: разборка и выемка манжет 7 поршня, кольца 4 и прокладки 5 кольца; осмотр и определение объема ремонта, ремонт деталей; сборка и испытание; окраска и заливка масла.
дят по технологической схеме: разборка и выемка манжет 7 поршня, кольца 4 и прокладки 5 кольца; осмотр и определение объема ремонта, ремонт деталей; сборка и испытание; окраска и заливка масла. ходит из-за интенсивного износа абразивной пылью, налипшей на стенки корпуса 6 (см. рис. 119) при разгрузке. С целью предупреждения износа, манжеты, по предложению работников ССГОК, изношенную манжету устанавливают и закрепляют скобками к кольцу. Таким образом, при подъеме корпуса производится его очистка. Причиной ослабления диска является конструктивное несовершенство узла. Особенно часто ослабление наблюдается у дисков, имеющих в нижней части ребра жесткости. Поршни, имеющие признаки трещин, проверяют цветной дефектоскопией. Чугунные диски с трещинами бракуют в случае распространения их на всю ступицу с выходом на диск.
ходит из-за интенсивного износа абразивной пылью, налипшей на стенки корпуса 6 (см. рис. 119) при разгрузке. С целью предупреждения износа, манжеты, по предложению работников ССГОК, изношенную манжету устанавливают и закрепляют скобками к кольцу. Таким образом, при подъеме корпуса производится его очистка. Причиной ослабления диска является конструктивное несовершенство узла. Особенно часто ослабление наблюдается у дисков, имеющих в нижней части ребра жесткости. Поршни, имеющие признаки трещин, проверяют цветной дефектоскопией. Чугунные диски с трещинами бракуют в случае распространения их на всю ступицу с выходом на диск.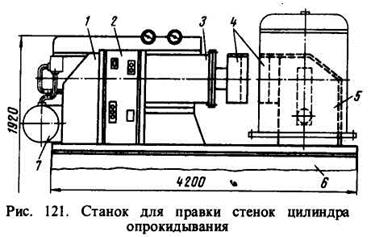 Проверяют качество крепления диска к штоку, изношенную прокладку 9 и манжету заменяют новыми. Запрещается оставлять в эксплуатации шток с сорванными нитками резьбы, устанавливать диск с изношенной по диаметру ступицей, производить подтяжку болта 10 ударами, если соединение ранее неоднократно ослабевало, применять нетиповые стопорные приспособления. Шток, имеющий изгиб по длине более 3 мм, бракуют. Изношенную бобышку 2 штока заменяют новой.
Проверяют качество крепления диска к штоку, изношенную прокладку 9 и манжету заменяют новыми. Запрещается оставлять в эксплуатации шток с сорванными нитками резьбы, устанавливать диск с изношенной по диаметру ступицей, производить подтяжку болта 10 ударами, если соединение ранее неоднократно ослабевало, применять нетиповые стопорные приспособления. Шток, имеющий изгиб по длине более 3 мм, бракуют. Изношенную бобышку 2 штока заменяют новой. Монтаж цилиндров производят на стенде (см. рис. 120), при этом болты крепления кольца затягивают постепенно в диаметрально противоположных точках. Отремонтированные цилиндры после сборки испытывают на плотность и прочность на стенде (рис. 122). Цилиндр устанавливают на стойки 2 стенда штоком поршня под нижнюю консоль 4, что обеспечивает выход штока на 560 мм от оси цапф до оси бобышки штока. Испытание производят давлением масла 980 кПа, создаваемым насосной станцией 1. Давление поддерживают 2 мин, после чего его снижают, консоль отворачивают и испытание повторяют давлением 490 кПа в течение 3 мин с упором штока в верхнюю консоль 3. При этом выход штока должен быть 1935 мм. Падение давления в цилиндре при отключенном насосе не должно превышать 9, 8 кПа в течение 3 мин.
Монтаж цилиндров производят на стенде (см. рис. 120), при этом болты крепления кольца затягивают постепенно в диаметрально противоположных точках. Отремонтированные цилиндры после сборки испытывают на плотность и прочность на стенде (рис. 122). Цилиндр устанавливают на стойки 2 стенда штоком поршня под нижнюю консоль 4, что обеспечивает выход штока на 560 мм от оси цапф до оси бобышки штока. Испытание производят давлением масла 980 кПа, создаваемым насосной станцией 1. Давление поддерживают 2 мин, после чего его снижают, консоль отворачивают и испытание повторяют давлением 490 кПа в течение 3 мин с упором штока в верхнюю консоль 3. При этом выход штока должен быть 1935 мм. Падение давления в цилиндре при отключенном насосе не должно превышать 9, 8 кПа в течение 3 мин.