|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Механическом часть тягового электродвигателя
Остов. При текущем ТР-3 и заводских ремонтах разрешается заваривать трещины, идущие от отверстий под болты для крепления подшипниковых щитов к кромке горловины; у коллекторного люка или вентиляционного окна — не выходящие на ярмо остова; в средней части моторно-осевой горловины — не выходящие на торцовую стенку или выступ ярма остова. При заводских ремонтах разрешается заваривать трещину не более чем в одном ушке для крепления буксы моторно-осевого подшипника; трещины длиной не более 600 мм, кроме трещин, доходящих до отверстий под болты крепления соседнего полюса. Трещину, распространяющуюся между отверстиями болтов крепления двух смежных полюсов, при опорно-осевой подвеске заваривать запрещается. При заварке трещин, не выходящих на ярмо, демонтируют близлежащие полюсы, концы трещины засверливают сверлом диаметром 6 — 8 мм, разделывают трещину под V-образный шов пневматическим зубилом, подогревают место сварки до температуры 250 — 300°С. Заварку выполняют электродами УОНИ-13/45 или УОНИ-13/55. Швы зачищают заподлицо с остовом. Подрезы, непровар, поры и другие дефекты сварного шва не допускаются. Резьбовые отверстия заваривают при ослаблении резьбы, срыве ниток или трещине, проходящей через резьбовое отверстие. Отверстия диаметром менее 15 мм перед заваркой рассверливают до диаметра 18 — 20 мм. При заварке сквозного отверстия его с одной стороны необходимо закрыть огнеупорной подкладкой. Заварку производят электродами Э42 наложением круговых валиков. Заварку трещин и отверстий производят преимущественно в нижнем положении. Заваренное отверстие рассверливают на радиально-сверлильном станке и нарезают с помощью пружинного предохранительного патрона. Такие патроны изготовляют двух размеров: под метчики диаметром 12 — 30 и 18 — 24 мм. Надежностью отличаются также самоустанавливающиеся патроны, допускающие при работе смещение метчика относительно шпинделя сверлильного станка. Качество резьбы контролируют проходными и непроходными калибрами 3-го класса точности. Непроходной калибр должен входить в отверстие на одну-две нитки. Наплавку изношенных мест остова: горловин под подшипниковые щиты и моторно-осевых подшипников — производят в нижнем положении автоматической или полуавтоматической сваркой проволокой Св-08 под слоем флюса АН-348А или порошковой проволокой ПП-ТН250, ПП-АН121.
Автоматическую наплавку горловин остова и букс моторно-осевых подшипников рекомендуется производить на установке (рис. 84, а), применяемой на Воронежском тепловозоремонтном заводе. Автоматическую наплавку горловин моторно-осевых подшипников в сборе с буксами производят сварочной проволокой Св-08Г2С в среде углекислого газа на установке Улан-Удэнского ЛВРЗ (рис. 84, б). Режим наплавочного процесса указан в Инструктивных указаниях по сварочным работам при ремонте тепловозов, электровозов и МВС № 251/LJT. Обработку наплавленных поверхностей горловин ведут на горизонтально-расточном станке с одной установки. Обработка должна удовлетворять следующим требованиям: оси остова и горловины моторно-осевых подшипников должны быть параллельны; торцовые привалочные поверхности горловин подшипниковых щитов должны быть перпендикулярны посадочным поверхностям; черновины, раковины на горловинах моторно-осевых подшипников не допускаются. Разрешается оставлять без исправления овальность горловин под подшипниковые щиты (при затянутых буксах моторно-осевых подшипников) при выпуске из текущего ремонта ТР-3 не более 0, 6 мм, а из заводского СР или КР — не более 0, 3 мм. Обычно износ горловин подшипниковых щитов невелик, поэтому ограничиваются расточкой горловин с наименьшим снятием стружки, а посадочную поверхность щита наплавляют. У двигателей с траверсным подвешиванием восстанавливают до чертежных размеров расстояние между приливами, приваривая пластины из марганцовистой стали 110Г13Л толщиной не менее 8 мм электродами с покрытием ЦЛ-2 или ОМГ-Н. Привалочные поверхности вентиляционных окон и коллекторных люков зачищают от заусенцев. На остов устанавливают крышки коллекторных люков, проверяют Протягиванием бумажной ленты плотность их прилегания. Заменяют изношенные уплотнения крышек люков, проверяют исправность замков. Новые уплотнения изготовляют из войлока полугрубого ПС (ГОСТ 6308—71) и крепят к крышке. После окончания механического ремонта внутреннюю полость остова, подшипниковые щиты, буксы очищают от пыли и стружки продувкой сжатым воздухом в продувочной камере. Очищенный остов окрашивают внутри маслостойкой эмалью воздушной сушки ГФ-92-ХС. Ресурс остова до восстановления наплавкой — 12 лет. Подшипниковые щиты. Демонтированные щиты обмывают в моечной машине, осматривают и обмеряют. По результатам осмотров, обмеров, данных об усилии при выпрессовке щита из остова и подшипника из гнезда определяют полный объем ремонта. Не подлежат ремонту щиты, имеющие сквозные радиальные трещины от наружной посадочной поверхности до подшипникового гнезда. Обнаруженные методом цветной дефектоскопии трещины вырубают и заваривают электродами Э42 с последующей обработкой. При потере натяга посадочную поверхность наплавляют на автоматической установке проволокой Св-08, Св-ЮГА или Св-1012 под слоем флюса ПН-348А мелкой грануляции. Толщина наплавленного слоя должна быть не менее 3 — 4 мм. Хорошие результаты получают при применении вибродуговой наплавки посадочных поверхностей.
Механическая обработка щита: обдирка наплавленного слоя, затем чистовая под размер горловины остова с натягом (для всех двигателей) 0, 02 — 0, 1 мм. Щит притачивают к горловине в соответствии с идентичностью маркировки. Натяг подсчитывают по среднему арифметическому значению диаметра, найденному по трем измерениям диаметра горловины, выполненным со сдвигом 120°. Горловину остова разрешается оставлять без исправления при овальности не свыше 0, 3 — 0, 6 мм. При этом должны быть выполнены следующие требования (для всех двигателей): посадочная поверхность должна быть перпендикулярна торцу; конусность посадочной поверхности должна быть не более 0, 05 — 0, 1 мм; относительное биение поверхностей под посадку щита в остов должно быть не более 0, 06 мм. При обработке посадочной поверхности за базовые принимают поверхность гнезда подшипника и обработанный торец щита. После чистовой обработки посадочной поверхности протачивают с наименьшим снятием стружки торец щита, прилегающий к остову. Посадочную поверхность моторно-якорного подшипника восстанавливают наплавкой на той же установке с последующей расточкой и шлифовкой до чертежного размера. Овальность и конусность гнезда при выпуске щита из ремонта допускаются не более 0, 03-0, 04 мм. Для восстановления изношенных посадочных поверхностей слоем не более 0, 1 мм на сторону успешно используют покрытие эластомером ГЭН-150В. Технология покрытия: очистка посадочной поверхности и обезжиривание ацетоном; нанесение пленки эластомера толщиной 0, 04 — 0, 06 мм на поверхность при частоте вращения 750 — 1000 об/мин; выдержка в сушильном шкафу при температуре 100 – 120°С в течение 30 – 45 мин. Резьбовые отверстия проверяют калибром. Восстановление производят заваркой с последующей сверловкой и нарезкой или вваркой втулок и нарезкой. Смазочные отверстия прочищают, пробки пригоняют. Дренажные каналы и каналы, регулирующие количество смазки, прочищают и продувают сжатым воздухом. Лабиринтные кольца, имеющие трещины, заменяют. Лабиринтные канавки с повреждениями наплавляют, обточкой восстанавливают чертежный профиль. Качество обработки проверяют скобами, штангами с микрометрической головкой, шаблонами. После ремонта и контроля внутреннюю поверхность щита окрашивают эмалью ГФ-92-ХС. Ресурс подшипникового щита до полного восстановления поверхностей не менее 12 лет. Моторно-якорные подшипники. При ремонте ТР-3 производят ревизию подшипников и, если внутренние кольца исправны, а посадка нормальная, их с вала якоря не снимают. Ремонт с полной разборкой ведут на заводских видах ремонта в соответствии с указаниями Инструкции по содержанию и ремонту роликовых подшипников ЦТ/2361. В зависимости от состояния подшипника производят ремонт без замены элементов или с их заменой. В первом случае производят подтяжку или замену заклепок сепаратора, шлифовку роликов и колец с обязательной проверкой их магнитной дефектоскопией вихревым намагничиванием на специальной установке и последующим размагничиванием. При ремонте с заменой элементов производят обмеры колец, роликов и по результатам дефектировки производят переукомплектовку подшипника. Наружные и внутренние кольца с задирами, трещинами, вмятинами, сколами, шелушением беговых дорожек заменяют. Конусность и овальность беговой дорожки кольца проверяют индикатором. Если искажение поверхности превышает 20 — 25 мкм, беговую дорожку шлифуют на круглошлифовальном (внутришлифовальном) станке с наименьшим снятием металла, черновины не допускаются. Ролики проверяют на овальность, конусность, бочкообразность контрольным прибором 408М с одномикронным миниметром. Исправными считают ролики, у которых овальность и конусность рабочей поверхности не превышают 3 — 4 мкм. Если ролики имеют выпуклость по диаметру (бочкообразность) или вогнутость (корсетность), их шлифуют на бесцентровом шлифовальном станке. Восстановленные и пригодные к дальнейшей эксплуатации ролики подбирают в комплект с разностью диаметров не свыше 4 — 5 мкм. Ролики одного комплекта не должны отличаться по высоте больше чем на 20 — 25 мкм. Подготовленные детали подшипника подают на сборку. При проверке магнитным дефектоскопом, обработке на станках с электромагнитной плитой кольца и ролики приобретают значительную остаточную намагниченность. При работе такие детали улавливают из окружающей среды металлическую пыль, мелкую стружку, что может привести к отказу подшипника в эксплуатации. Поэтому все детали проходят размагничивание на специальной установке воздействием на намагниченную деталь переменным по направлению и постоянно уменьшающимся по значению магнитным полем. Заклепки сепаратора клепают на прессе ЭКП-5 с предварительным нагревом конца заклепки электрическим током и последующим сдавливанием конца штоком пневматического цилиндра. В собранном подшипнике контролируют на специальном приспособлении радиальный зазор, который определяют как среднее арифметическое значение результатов трех измерений зазора между внутренним кольцом и тремя несмежными роликами, поворачивая наружное кольцо. При отсутствии приспособления контрольные замеры выполняют щупом. Разница трех измерений не должна превышать 10 — 15 мкм. Отремонтированный подшипник продувают сжатым воздухом, промывают в бензине и пробуют на свободность вращения. При неподвижном внутреннем кольце рукой вращают наружное кольцо. Кольцо и ролики должны свободно вращаться без заеданий и шума. Предназначенный к хранению подшипник смазывают антикоррозионной смазкой АК (ТУ 32ЦТ-552-73) и обвертывают пергаментной бумагой. Ресурс подшипника до ревизии с разборкой — 4 года, до ремонта с заменой элемента — 8 лет.
Электрическая часть остова С помощью комплекса контрольных средств производят освидетельствование обмоток главных и дополнительных полюсов, компенсационной обмотки, межкатушечных соединений, выводных проводов. Неудовлетворительная коммутация и искажение скоростных характеристик тяговых двигателей возникают из-за витковых замыканий катушек главных и дополнительных полюсов. Поэтому во время деповского ремонта при неудовлетворительной коммутации тяговых двигателей (подгар коллектора, круговые огни) катушки проверяют на межвитковые замыкания, а при заводском — подвергают сплошной проверке. Существующий метод проверки активного сопротивления обмотки неэффективен, так как при наличии замыкания до 20 — 25% витков активное сопротивление катушки будет находиться в допускаемых пределах, тогда как магнитный поток значительно уменьшится, что окажет отрицательное влияние на коммутационную устойчивость тягового двигателя. Существует несколько методов проверки. При применении метода трансформатора каждую катушку поочередно подключают к источнику переменного тока 50 Гц (сварочный трансформатор). Измеряют напряжение, ток и мощность, потребляемую каждой катушкой. Результаты замеров сравнивают, и, если отклонение тока и потребляемой мощности не превышает 3% среднего значения, витковое замыкание отсутствует. Возможно также сравнение с катушкой-эталоном. Для испытания током высокой частоты катушки главных (дополнительных) полюсов соединяют последовательно и подключают к источнику переменного тока повышенной частоты (200 — 400 Гц). Затем измеряют напряжение на каждой катушке вольтметром электродинамической системы класса точности 0, 2. При отсутствии витковых замыканий отклонение падения напряжения на каждой катушке не превышает 2% среднего значения. Чтобы избежать высокой температуры нагрева деталей, ток в цепи катушек при частоте 400 Гц ограничивают до 20 А, а время действия — 5 мин.
проверенной и испытанной. Таким образом, полный объем ремонта остова определяют по результатам диагностирования механической и электрической части с учетом данных об отказах в эксплуатации. Назначенная технология ремонта должна обеспечивать регламентированный ресурс работы элементов тяговых двигателей. При наличии признаков ослабления посадки катушки полюс демонтируют, катушку снимают и устанавливают причину ослабления. Разрушенный или деформированный пружинный фланец следует заменить. Уплотнение производят постановкой дополнительных нижних или боковых прокладок из пропитанного прессшпана или равноценного заменителя. Катушку осматривают для выявления нарушений сплошности корпусной изоляции, проверяют на наличие межвитковых замыканий, осматривают сердечник полюса, проверяют дефектоскопом ДКМ-16 полюсные болты. При нарушениях сплошности корпусной изоляции (трещины, протертые места, пробой) производят ее ремонт. Технология ремонта определяется конструкцией обмотки и материалом пропитки. При корпусной изоляции, выполненной микалентой, киперной лентой с пропиткой в компаунде или лаке, в зависимости от размеров повреждения производят полную замену корпусной изоляции или частичную. Полную замену производят по технологии завода-изготовителя. При частичной замене, если корпусная изоляция выполнена микалентой, ее на поврежденном месте срезают на конус с захватом 30 — 40 мм на сторону исправной изоляции. Изолировку ведут намоткой вполуперекрышу микалентой Л2-МК-1 размерами 0, 13 х 30 мм или стекломикалентой ЛФК-ТТ-30 того же сечения. Слои микаленты промазывают составом, состоящим из кремнийорганического лака КО-919 — 90% и эпоксидной смолы ЭД-16-10%, растворенной предварительно в толуоле. Затем накладывают бандаж из стеклоленты марки ЛЭС и сушат в печи при температуре 120—130°С в течение 5 — 6 ч. После остывания зачищают шлифовальной шкуркой восстановленное место и испытывают напряжением переменного тока 12 кВ в течение 1 мин. Катушку, прошедшую испытание, покрывают из пульверизатора ровным слоем эмали ГФ-92-ХС или эпоксидно-полиэфирной эмалью ЭП-91 и сушат. Если катушки пропитаны в термореактивном компаунде ЭМТ-1 («Монолит-2»), восстановление ведут в соответствии с требованиями Инструкции ИО-3-74. Применяют следующие материалы: стеклослюдинитовую ленту ЛС-40-ТТ-УП-2, 5 размерами 0, 13 х 20 мм; эпоксидную смолу ЭД-22 или ЭД-20 (ГОСТ 10587—76); изометилтетрагидрофталевый ангидрид ТУ 12-261-69 или метилтетрагидрофтале-вый ангидрид (МТГФА); триэтиламин МРТУ 6-09-2437-65; бензин Б70; ацетон; фторопластовую пленку, ориентированную ГОСТ 24222 — 80; ленту стеклянную электроизоляционную размером 0, 2 х 35 мм ГОСТ 5937-68. Ремонт изоляции производят по следующей технологической схеме: подготовка участка с дефектной изоляцией, стеклослюдинитовой ленты и эпоксидного компаунда; наложение изоляции на поврежденное место и бандажа; термообработка, отделка и испытание изоляции. Восстановлению подлежат поврежденные участки размером в поперечнике в пределах 5 мм. Подготовку участка с дефектной изоляцией производят разделкой ножом или напильником на конус, как показано на рис. 87.
Размеры заготовки зависят от числа слоев и порядкового номера слоя, для которого они предназначены. Так, при восстановлении изоляции на ребре катушки заготовки укладывают на разделку вполуперекрышу, а при восстановлении изоляции на плоской поверхности — с полным перекрытием участка последовательно, начиная с меньшего размера. Заготовки последнего слоя укладывают с заходом на неповрежденную изоляцию катушки. Каждый слой заготовки при укладке промазывают эпоксидным компаундом следующего состава, м. ч.: эпоксидная смола ЭД-22 — 100; изометилтетрагидрофталевый ангидрид — 80; триэтиламин — 2. Эпоксидную смолу нагревают до температуры 50 — 60°С и при постоянном перемешивании вводят навески сначала отвердителя, затем триэтиламина. Срок годности приготовленного компаунда — 48 ч. Затем восстановленный участок промазывают эпоксидным компаундом и изолируют его фторопластовой пленкой вполуперекрышу с последующим наложением бандажа из стеклоленты размерами 0, 2 х 35 мм. Термообработку восстановленной изоляции производят нагревом катушки в печи до температуры 80 ± 5°С с выдержкой при этой температуре в течение 3 ч. Далее поднимают температуру катушки до 150±5°С и выдерживают при этой температуре в течение 8 ч. Отделка: катушку охлаждают до температуры окружающей среды, снимают стеклянную ленту и фторопластовую пленку, зачищают восстановленный участок наждачной бумагой и проверяют размеры катушки. Прочность изоляции катушки испытывают переменным напряжением 12 кВ частотой 50 Гц в течение 1 мин. При ревизии выводов катушек компенсационной обмотки обращают внимание на целость соединения вывода с гибким проводом (шунтом), целость шунта. При обрыве жил шунта независимо от их числа места соединений распаивают и шунт заменяют новым. При осмотре межкатушечных соединений проверяют затяжку болтов. При наличии признаков ослабления соединение разбирают, осматривают плоскости прилегания наконечников. Наконечники со следами подплав-ления припоя или повреждением плоскости перепаивают. Площадь прилегания наконечников должна быть не менее 90%. После пригонки наконечники лудят в электрических тиглях припоем ПОС 40. Отремонтированное соединение испытывают двойным часовым током в течение 5 мин и производят изолировку в соответствии с требованиями чертежа. Все перемычки и лобовые части компенсационной обмотки укрепляют к скобе остова в соответствии с чертежом. При образовании зазора между перемычкой и скобой ставят текстолитовую прокладку требуемой толщины. Крепление внатяжку запрещается. Катушку компенсационной обмотки с признаками ослабления демонтируют и осматривают. Поврежденную корпусную изоляцию заменяют, вновь наложенную изоляцию испытывают на диэлектрическую прочность. Гильзы пазовой части, имеющие протертости или другие повреждения, заменяют новыми, изготовленными из электрокартона ЭВ толщиной 0, 5 мм. Правильно отформованная катушка должна входить в паз с некоторым усилием осадкой молотком через текстолитовую наставку. Пазовую часть обмотки закрепляют текстолитовыми клиньями. Клинья должны входить от легких ударов молотка. Ослабшие клинья переставляют с установкой в паз уплотняющих прокладок из электрокартона. При хорошем состоянии изоляции выводные кабели катушек, межкатушечные соединения и провода внутреннего монтажа используют повторно. Местные повреждения изоляции ремонтируют вырезкой поврежденного места и подмоткой нескольких слоев ленты из натуральной резины или резиностеклоткани РСЛК-1 с промазкой каждого слоя кремнийорганическим или глифталевым лаком. Чехлы с выводных проводов снимают, провода осматривают. Особое внимание обращают на целость изоляции в месте вывода из остова. Поврежденную изоляцию проводов восстанавливают, если поврежденный участок находится не ближе 200 мм от выводной коробки. Края основной изоляции у места повреждения срезают на конус длиной 20 — 25 мм. Нижние слои укладывают из лакоткани вполуперекрышу плотно, без морщин, промазывают каждый слой клеящим лаком. Сверху последнего слоя лакоткани накладывают вполуперекрышу два слоя прорезиненной изоляционной ленты с перекрытием нижних слоев на 5 — 10 мм. Разрешается сращивать выводные провода наконечниками на расстоянии не менее 200 мм от выводной коробки или места ввода в коннекторную коробку кузова. Особое внимание обращают на целость жил провода вблизи наконечника и качество пайки наконечника. При обрыве жил провода, выступании капелек припоя, признаках перегрева провода и наконечника производят его перепайку. Распайку дефектного наконечника производят в тигле с расплавленным припоем или в нагревательных клешах. Предварительно очищенный, пролуженный наконечник и конец кабеля прогревают в тигле с расплавленным припоем ПОС 40, соединяют, заливают припоем и охлаждают. Изношенные защитные чехлы заменяют новыми, изготовленными из брезентового рукава, пропитанного антисептиком. Чехлы должны быть надежно закреплены и уплотнены на конце провода и у выводной коробки. При замене проводов монтажа внутри остова и выводных руководствуются данными табл. 53. Таблица 53
Лобовые части катушек компенсационной обмотки, провода электрического монтажа внутри остова закрепляют способом, указанным в чертеже. Запрещается изменять способ крепления и применять для увязки материалы, растягивающиеся при нагревании (прорезиненную ленту и т. п.). После ремонта механической и электрической частей остов подают в сушильно-пропиточное отделение. Если сопротивление изоляции полюсных катушек менее 5 МОм, сушку остова производят в течение 10 ч при температуре 110 — 130°С. Измеряют сопротивление изоляции полюсных катушек при температуре не ниже 110°С. После просушки внутреннюю часть остова и поверхность полюсов покрывают из пульверизатора ровным слоем эмали ГФ-92-ХС. Если сопротивление изоляции в пределах нормы, остов нагревают до температуры 60 — 70°С и покрывают эмалью ГФ-92-ХС. Остов снаружи окрашивают лаком БТ-99. Просушенный остов подают на позицию сборки. Щеточный аппарат
Детали щеточного аппарата: кронштейны, корпуса и пальцы очищают, осматривают, производят обмеры, испытания изоляции и определяют объем ремонта. Характерные неисправности: трещины в корпусе и оплавления дугой, выработка стенок щеточных окон, повреждения нажимного аппарата. Изоляция пальцев подвергается механическим повреждениям и перекрытиям дугой, разрушается; ослабевают в посадке и повреждаются дугой фарфоровые изоляторы. От состояния щеточного аппарата в значительной мере зависит работа двигателей, поэтому ремонту и контрольным проверкам уделяют особое внимание. Щеткодержатели, поступившие в ремонт, полностью разбирают и осматривают. Не подлежат ремонту корпуса, имеющие трещины у основания прилива для крепления, а также трещины, которые могут привести к откалыванию частей корпуса. При обнаружении трещин в других частях корпуса концы их засверливают, трещину разделывают и заваривают газовой сваркой. Изношенные резьбовые отверстия заплавляют с последующей сверловкой и нарезкой по чертежу, заваривают прожоги и места, оплавленные дугой. Отверстия осей нажимного механизма, изношенные по диаметру более 0, 5 мм, заваривают и рассверливают до чертежных размеров. Поврежденную резьбу гребенки не более 20% площади восстанавливают расчисткой впадин, при больших размерах повреждений производят наплавку с последующей нарезкой гребенки до чертежных размеров. Все сварочные и наплавочные работы ведут с предварительным подогревом корпуса до температуры 300 — 350оС. В качестве присадочного металла применяют латунную проволоку марки Л63. Наплавку ведут с применением флюса следующего состава, %: бура — 70; хлористый натрий — 20; борная кислота — 10. Принудительное охлаждение корпусов запрещается. Сварные швы, заусенцы, оплавления зачищают. Пригодные к дальнейшему ремонту корпуса очищают травлением в смеси азотной и серной кислот и последующей обработкой в растворе подкисленного хромпика. Разрешается производить очистку гидроабразивным способом. Щеточные окна обмеряют и корпуса группируют с разницей в ширине окон 0, 15 мм. Изношенные окна восстанавливают гальваническим осаждением слоя легированной меди, поэтому для каждой группы корпусов указывают необходимую толщину покрытия. На приспособление 1 (рис. 88) устанавливают корпуса щеткодержателей попарно в один или два яруса в целях наиболее рационального использования объема ванны. Внутренние аноды 2 закрепляют на изоляционных колодках 3 винтами 4 так, чтобы они располагались строго по центру окна корпуса 5. В качестве анодов применяют изношенные детали: аноды электролитических ванн, контактные накладки полозов токоприемников, протянутый изношенный контактный провод и т. п.
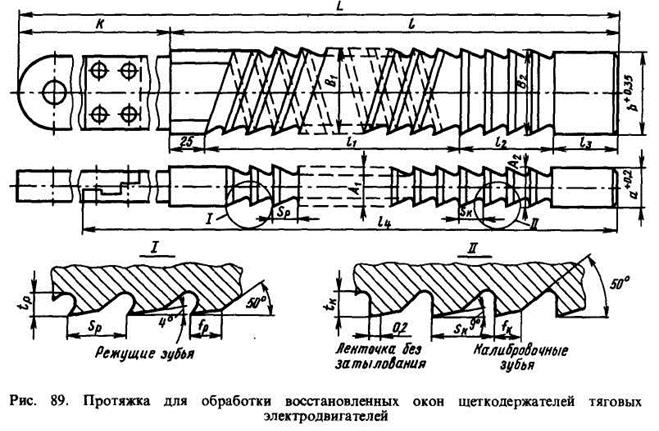
Перед загрузкой ванну подключают к источнику напряжения, устанавливают небольшой ток, быстро производят загрузку и постепенно повышают ток до расчетного значения. В процессе меднения следует обязательно обеспечить перемещение электролита в области покрытия передвижением деталей в ванне или подачей в электролит воздуха. Запрещается: попадание защитной обмазки на стенки окна, завеска деталей в ванну без тока, изъятие деталей из ванны для осмотра. После меднения производят механическую обработку: торцы окон фрезеруют, внутреннюю полость окна протягивают на станке специальной протяжкой (рис. 89), имеющей режущие и калибровочные зубья. Протяжка изготовлена из стали Р9. Ее параметры указаны в табл. 54. Рекомендуемая скорость резания 1, 5—2 м/мин. После механической обработки контролируют размеры щеткодержателя, которые должны соответствовать указанным в табл. 55. Указанным способом ремонтируют щеткодержатели тяговых двигателей НБ-412П, НБ-406, ДТ-9Н и вспомогательных машин. Щеткодержатели двигателей GBM-35O/15OO ремонтируют заменой восстановленного щеточного гнезда. Таблица 53
Продолжение таблица 54
Таблица 55
Детали нажимного механизма: пальцы нажимные, пружины, планки, рычаги, оси осматривают и проверяют соответствие их размеров нормам допусков и износов. Пружины с трещинами, потерявшие жесткость, оси с износом более 0, 5 мм заменяют. Детали, пригодные для дальнейшей эксплуатации, очищают от старого цинкового покрытия в слабом растворе серной кислоты, промывают и вновь покрывают цинком. Последовательность операций: очистка, обезжиривание химическим или электрохимическим способом, цинкование, промывка в проточной горячей, а затем в холодной воде, сушка. Цинкование ведут в специальных колокольных вращающихся ваннах в течение 40 — 50 мин в сернокислом электролите (см. гл. I). Сборку щеткодержателей ведут в порядке, обратном разборке. Не допускаются заедания нажимных пальцев при подъеме и опускании. Нажатие пальцев на щетку должно соответствовать требованиям чертежа. Разница в нажатиях пальцев одного щеткодержателя допускается не более 1, 96 — 3, 92 Н. Щетки должны входить в окна без заеданий, но и без большого люфта. Зазор между щеткой и щеткодержателем по толщине щетки выдерживают в пределах 0, 05 — 0, 1 мм, по длине щетки 0, 1 — 0, 8 мм. Контактная пластина пальца должна прилегать к поверхности щетки без перекоса, гибкие провода не должны иметь обрывов жил. Кронштейны очищают от загрязнений и ранее нанесенной эмали, осматривают и проверяют качество изоляции пальцев, резьбовые отверстия, целость гребенки и фарфоровых изоляторов. Сопротивление изоляции пальцев относительно корпуса должно быть не менее 100 МОм. При заниженном сопротивлении кронштейны сушат в печи при температуре 120 — 140°С. Если сопротивление не восстанавливается, кронштейны бракуют и производят перепрессовку пальцев со сменой изоляции. Качество резьбы проверяют резьбовыми калибрами, профиль ниток гребенки — шаблоном. Незначительные повреждения гребенки устраняют расчисткой впадин. Разрешается оставлять без исправления не более 5 % поврежденных ниток гребенки. Фарфоровые изоляторы, имеющие трещины, отколы глазури, подгары, бракуют. Изоляторы, ослабшие в посадке, переставляют. При этом изоляцию пальца и внутреннюю поверхность изолятора покрывают клеящим лаком и через подбойку легкими ударами насаживают на палец. При слабой посадке на палец наматывают микаленту, промазывая каждый слой клеящим лаком. Напрессованный изолятор недолжен поворачиватьсяот усилия пальцев руки. Пустотыикольцевые канавкимежду изолятором заливают компаундной массой на смоле ЭД-16.Отремонтированный корпуспокрывают эмалью ГФ-92-ХС или ГФ-92-ХК. Испытывают изоляцию наэлектрическую прочность напряжением переменного тока 12 кВ в течение 1 мин. Пальцы кронштейнов, армированныепластмассой АГ-4В, очищают шлифовкой на войлочномкругес последующим покрытием лаком ГФ-95 и запеканием лаковой пленки в печи при температуре120 — 130°С в течение 5 ч. В местах, поврежденных дугой, зачистку производят на глубину не менее 1 мм. Пальцы с ослаблением или разрушениемпрессмассы бракуют. После осмотра и ремонта пальцы кронштейновиспытывают напряжением 12 кВ, частотой 50 Гц в течение 1 мин. Восстановление сорванных нитокгребенки кронштейна производят наплавкой и нарезкой почертежу. Накладка икронштейн должны иметь одинаковый порядковый номер клеймения.После ремонтанакладку и кронштейн (кроме поверхности гребенки и креплениянаконечника кабеля) покрывают 2 раза эмалью ГФ-92-ХК. После сборки и закрепленияпальцы кронштейнов испытывают напряжением переменного тока 12 кВ в течение 1 мин. Якорь
Очистка. Перед пропиткой необходимотщательно очистить поверхность якоря от пылевых ижировыхзагрязнений, а вентиляционные каналы — от грязи и скоплений лака. Вначале на механизированнойустановке производят очистку вентиляционных каналов стальной дробью. Сталеструйный аппарат установкисоздает поток смеси дроби и воздуха, направляемый черезокна задней нажимнойшайбы в вентиляционные каналы. Дробь диаметром 0, 25 — 1, 0 ммпод давлением воздуха 392 — 588 кПа производит абразивное действие на твердыезагрязнения и качественно очищает каналы. Затем якорь передают на поверхностную очистку. Метод очистки обдувкой в камеренедостаточно эффективен, так как жировые загрязнения неудаляются, а сухие задерживаютсяв углублениях, трещинах, образуя каналы высокой электропроводности. Принедостаточно тщательной очистке загрязнения растворяются в пропиточномлаке, резко снижая его качество. Так, пробивное напряжениеизоляции якорных катушек, пропитанных в лаке с механическими примесями, на 40% ниже, чем изоляции, пропитанной в лаке без примесей. В связи с высокойзагрязненностью очистку якорей производят в специальной моечной машине. Очистку производятгорячей (температура 70 — 90°С) дистиллированной водой с присадкойповерхностно-активныхвеществ ОП-7 или ОП-10. Смесь пара и воды с 12%-ным растворомОП-10через сопла под давлением 588 — 1176 (для торцов) и 147 — 490 кПа(для боковой поверхности) подается на очищаемую поверхность и удаляет с нее грязь. Очистку якоря независимоот метода выполняют в три этапа: продувка в камере, мойка, подсушкагорячимвоздухом для восстановления диэлектрических свойств изоляции. Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 1748; Нарушение авторского права страницы

 Установка (рис. 85) состоит из рамы 1, привода 6 с регулятором частоты вращения, автомата 4 типа АНКЭФ или КУМА, механизма вертикального подъема 2, стойки 3, источника питания постоянного тока, пульта управления 5, флюсоудерживающего и шлакосъемного устройств.
Установка (рис. 85) состоит из рамы 1, привода 6 с регулятором частоты вращения, автомата 4 типа АНКЭФ или КУМА, механизма вертикального подъема 2, стойки 3, источника питания постоянного тока, пульта управления 5, флюсоудерживающего и шлакосъемного устройств. Демонтированные катушки проверяют малогабаритным переносным прибором Новочеркасского электровозостроительного завода током промышленной частоты (рис. 86). Работа его основана на принципе трансформатора, первичной обмоткой которого служит катушка (800 витков) 1, смонтированная на размыкающемся магнитопроводе 2 прибора, а вторичной — проверяемая катушка тягового двигателя, надеваемая на подвижную часть магнитопровода.. Ток катушки прибора при наличии короткозамкнутого витка в проверяемой катушке возрастает, что вызывает резкое отклонение стрелки индикатора 3. При наличии витковых замыканий катушку заменяют новой или отремонтированной,
Демонтированные катушки проверяют малогабаритным переносным прибором Новочеркасского электровозостроительного завода током промышленной частоты (рис. 86). Работа его основана на принципе трансформатора, первичной обмоткой которого служит катушка (800 витков) 1, смонтированная на размыкающемся магнитопроводе 2 прибора, а вторичной — проверяемая катушка тягового двигателя, надеваемая на подвижную часть магнитопровода.. Ток катушки прибора при наличии короткозамкнутого витка в проверяемой катушке возрастает, что вызывает резкое отклонение стрелки индикатора 3. При наличии витковых замыканий катушку заменяют новой или отремонтированной, 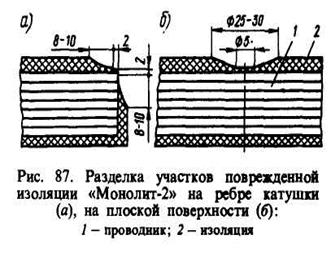 Поврежденное место зачищают наждачной бумагой и протирают ветошью, смоченной в бензине. Стеклослюдинитовую ленту сушат при температуре 150+/-5°С в течение 4 — 6 ч и пропитывают в эпоксидном компаунде по технологическому процессу изготовления изоляции «Монолит-2». Рецептура пропиточного компаунда м. ч.: эпоксидная смола ЭД-22—100; отвердитель (изометилтетрагидрофталевый ангидрид) — 80. Подготовленную ленту разрезают на заготовки, конфигурация которых зависит от места повреждения, а размеры — от формы разделки.
Поврежденное место зачищают наждачной бумагой и протирают ветошью, смоченной в бензине. Стеклослюдинитовую ленту сушат при температуре 150+/-5°С в течение 4 — 6 ч и пропитывают в эпоксидном компаунде по технологическому процессу изготовления изоляции «Монолит-2». Рецептура пропиточного компаунда м. ч.: эпоксидная смола ЭД-22—100; отвердитель (изометилтетрагидрофталевый ангидрид) — 80. Подготовленную ленту разрезают на заготовки, конфигурация которых зависит от места повреждения, а размеры — от формы разделки. Поверхности корпуса, не подлежащие меднению, покрывают защитной обмазкой следующего состава: парафин — 55%; церезин, канифоль и компаундная масса — по 15% каждого компонента. Хорошие результаты получают также при применении в качестве защитного покрытия цапон-лака. Перед завеской в ванну стенки щеточных окон зачищают, корпуса декапируют в растворе серной кислоты 50 — 100 гл. Для получения износостойкого слоя меди рекомендуется применение серно кислого электролита с легирующими добавками сернокислого никеля NiSO4 и тиомочевины CH4N2S (см. табл. 18).
Поверхности корпуса, не подлежащие меднению, покрывают защитной обмазкой следующего состава: парафин — 55%; церезин, канифоль и компаундная масса — по 15% каждого компонента. Хорошие результаты получают также при применении в качестве защитного покрытия цапон-лака. Перед завеской в ванну стенки щеточных окон зачищают, корпуса декапируют в растворе серной кислоты 50 — 100 гл. Для получения износостойкого слоя меди рекомендуется применение серно кислого электролита с легирующими добавками сернокислого никеля NiSO4 и тиомочевины CH4N2S (см. табл. 18).