
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Топливная аппаратура и регулятор
Общие сведения. Аппаратура топливной системы дизеля высокого класса точности, от надежной работы которой во многом зависит надежность эксплуатации всего дизеля. При ремонте топливной аппаратуры следует соблюдать особую чистоту и аккуратность. Ремонт топливной аппаратуры должен осуществляться в специальном чистом, хорошо освещенном, теплом и сухом помещении, оборудованном приточно-вытяжной вентиляцией. Верстаки и стенды должны быть окрашены в светлые тона; их поверхность покрывают алюминиевыми листами, текстолитом или пластиком. Для хранения и транспортировки комплекта форсунок, топливных насосов и другой аппаратуры рекомендуется применять специальные кассеты-контейнеры. Цех ремонта обязательно оборудуют стендами для проверки и регулировки топливной аппаратуры, многие из которых могут легко быть изготовлены слесарями инструментального отделения любого локомотивного депо. Форсунка. На дизелях ЧН26/26 применяют форсунки закрытого типа. Наиболее часто встречающиеся неисправности форсунки: нарушение плотности соединения и изломы трубок высокого давления, подводящих топливо от насоса к форсунке, нарушение качества распыла топлива при его впрыске в цилиндр. Исходя из этого на всех видах ремонта проверяют качество крепления форсуночных трубок высокого давления и убеждаются в отсутствии течи топлива в соединениях. Необходимо помнить, что, помимо отказа в работе, разрыв трубки высокого давления топлива при работе дизеля может привести к попаданию топлива на раскаленные детали выхлопной системы и вызвать пожар. Этот фактор особенно опасен для дизельных секций тяговых агрегатов, которые, как правило, не имеют постоянного обслуживающего персонала в процессе работы. Проверку качества работы форсунок выполняют при ремонтах ТР-1, а полную разборку - при ТР-2 и ТР-3. При демонтаже форсунки с дизеля форсуночное, отверстие в цилиндровой крышке и топливные трубопроводы необходимо закрывать специальными пробками. Перед разборкой форсунки проверяют качество распыла и плотность распылителя на стенде. Регулировочным винтом 11 (рис. 128) затяжку пружины 8 регулируют на подъем иглы 3 при давлении 31, 5+0, 5 МПа. Впрыскиваемое топливо должно распиливаться в виде тумана, равномерно распределенного по поперечному сечению струи. Впрыск должен быть четким и сопровождаться резким звуком. При проверке не должно быть заметно сплошных струй, местных сгущений и засоренных сопловых отверстий. После трех впрысков поднимают давление до 29, 5 МПа, а затем уменьшают его до 19, 8 МПа, при этом не должно образовываться капель на конце сопла 1. Для проверки плотности распылителя на стенде давление увеличивают до 26, 7 МПа и прекращают подачу топлива. Секундомером измеряют время падения давления с 24, 6 до 19, 8 МПа. Падение давления должно происходить в течение не менее 5 с. При недостаточном времени падения давления форсунку разбирают и проверяют качество сопрягаемых плоскостей со Индикатором замеряют высоту подъема иглы, которая должна быть 0, 55 ± 0, 05 мм. Разработку распиливающих отверстий сопла рекомендуется проверять по времени истечения жидкости или воздуха на специальном стенде, сравнивая его с истечением через эталонное сопло. Корпус 7 форсунки, имеющий трещины, заменяют. Рекомендуется проверить также характеристику пружины. Износ торца корпуса 7 форсунки в месте контакта с иглой 3 допускается не более 0, 05 мм. При необходимости торец разрешается прошлифовать. Толщина съема металла должна быть не более 0, 3 мм. После шлифовки торец притираютна плите. Неперпендикулярность торца к оси форсунки должна быть не более 0, 02 мм на диаметре 25 мм, чистота поверхности не ниже 12-го класса. Перед сборкой форсунки распылитель и сопло промывают в чистом бензине, а затем в чистом дизельном топливе. Остальные детали промывают в чистом дизельном топливе. Каналы корпусов 2 и 7 проверяют с помощью приспособления или медной проволокой. После сборки, опрессовки и проверки на распыл регулируют подачу форсунок на специальном стенде в режиме холостого хода и номинальной нагрузки. Насос стенда должен начинать подачу топлива при выдвижении рейки на 74 мм, а подача на регулировочных режимах испытуемой и эталонной форсунок должна соответствовать данным табл. 95. Таблица 95
Если подача во втором режиме больше допустимой, необходимо заменить сопло, так как его отверстия имеют большую выработку. В случае отклонения в меньшую сторону необходимо более тщательно прочистить сопловые отверстия. Нагар снимают шабером из мягкой латуни, а отверстия прочищают иглой с пучком латунных или медных проволок диаметром 0, 25 —0, 3 мм на конце. Для очистки можно использовать химические реактивы, например раствор 25 г едкого натра, 35 г кальцинированной соды, 25 г жидкого мыла и 1, 5 г жидкого стекла в 1 л воды. Раствор нагревают до 90 — 95°С и погружают в него сопла на 3 — 4 ч. Если при испытании на подачу получены отклонения от нормы в первом режиме, необходимо притереть конус иглы к корпусу распылителя. Первый режим соответствует работе дизеля на холостом ходу, поэтому имеет особое значение для дизелей, эксплуатируемых на промышленном транспорте, где режим холостого хода составляет около 75% общего времени работы. Топливный насос высокого давления. Характерные неисправности топливного насоса высокого давления: износ и потеря плотности или заедание плунжера во втулке (плунжерная пара), нарушение притирки нагнетательного клапана в корпусе, нарушение плотности полостей высокого или низкого давления, износ деталей толкателя или зубчатой рейки, излом пружины. Особо вредным фактором, влияющим на нормальную работу топливного насоса и форсунки, является засорение дизельного топлива и попадание в него влаги. При всех осмотрах и ремонтах дизеля контролируют состояние топливного насоса, проверяя легкость перемещения реек. На текущих ремонтах также проверяют остукиванием молотком качество крепления топливных насосов к лотку. Плановому ремонту топливный насос подвергают только при больших переборках дизеля (ремонт ТР-3). Топливные насосы снимают с дизеля, полностью разбирают, детали тщательно промывают в нескольких ваннах с чистым дизельным топливом и продувают сжатым воздухом. После осмотра пригодные для дальнейшей эксплуатации детали собирают с тем же комплектом деталей, которые были установлены в насосе до разборки, производят проверку плотности полостей высокого и низкого давления и установку запаса хода плунжера. Для этого штуцер высокого давления топливного насоса соединяют форсуночной трубкой со стендом для проверки и опрессовки форсунок и обеспечивают давление топлива в полости высокого давления до 79 МПа. После отключения подачи топлива падение давления в течение 1 мин не допускается. Затем аналогично создают давление топлива в полости низкого давления. После окончания выхода пузырьков воздуха из штуцера высокого давления его закрывают заглушкой. При нулевом положении рейки топливного насоса в полости низкого давления создается давление 6, 4 МПа, после чего рейку передвигают до упора и измеряют время падения давления с 5, 9 до 4, 9 МПа, которое должно быть не менее 10 с. Измерение повторяют до получения не менее двух стабильных результатов. Для проверки запаса хода плунжера его передвигают до упора в корпус нагнетательного клапана и проверяют размер между наиболее выступающей частью ролика и привалочной поверхностью направляющей втулки с учетом комплекта регулировочных прокладок насоса. Этот размер должен быть в пределах 56+/-0, 15 мм. При его несоответствии необходимое значение достигают регулировкой толщины прокладок. В случае изменения толщины прокладок и несовпадения с размером, выбитым ранее на фланце корпуса насоса, необходимо прежний размер удалить, а новый выбить на фланце. Нажимной штуцер затягивают динамометрическим ключом с моментом 540 — 590 Н × м. Проверяют люфт рейки в зацеплении с венцом при зажатом плунжере. Люфт должен быть не более 0, 4 мм. Стопорный винт не должен упираться во втулку плунжера. Легкость хода рейки проверяют при нижнем и верхнем положениях плунжера. При зажатом штуцере рейка должна перемещаться плавно, без заеданий с усилием не более 3 Н. В случае замены плунжерной пары насос регулируют на начало подачи топлива на специальном стенде. Регулировку производят с эталонными форсункой и форсуночной трубкой при температуре топлива перед насосом 25 ± 5°С и давлении топлива перед насосом 396+/-50 кПа. Эталонная форсуночная трубка должна иметь внутренний диаметр 2, 6+/-0, 05 мм. При этом трубка должна обеспечивать протекание 3300 ± 50 г топлива в 1 мин при давлении 395 кПа. Перед испытанием насоса на подачу необходимо отрегулировать его по началу подачи топлива. Для этого при работающем стенде определяют наименьшее выдвижение рейки топливного насоса, при котором начинается подача топлива, замечаемая по мениску. После этого прокладками регулируют установку опорного болта так, чтобы расстояние от его головки до конца рейки (установочный размер) было А = 74+0, 1-0, 3 мм. Подача насоса при испытании на стенде с эталонной форсункой и трубкой должна быть в пределах, указанных в табл. 95. При наличии достаточного числа дизелей в эксплуатации целесообразно подбирать топливные насосы, устанавливаемые на один дизель, с наименьшим отклонением по подаче, допуская при этом установку на различные дизели насосов с большими отклонениями, чем указано в табл. 95. Для получения требуемой подачи допускается регулировать выдвижение рейки топливного насоса изменением толщины прокладок под опорным болтом в пределах установочного размера А. Наибольший выход рейки ограничивают винтом, закрытым пробкой. После регулировки пробку и опорный болт пломбируют. При отсутствии в депо стенда допускается временно устанавливать насосы на дизель без испытания с последующей регулировкой параметров рабочего процесса при испытании дизеля на локомотиве. В этом случае при сборке насоса соединение рейки с венцом производят так, чтобы торец выреза венца упирался в винт упора при выдвижении рейки на 89, 3 мм. Топливоподкачиваюшие насосы. Они обеспечивают подачу топлива из топливного бака в топливную систему. Первый насос (топливоподкачивающий) приводится во вращение электродвигателем и обеспечивает подачу топлива перед запуском при неработающем дизеле. Второй насос (подачи топлива) установлен непосредственно на дизеле, имеет механический привод и действует при работающем дизеле. Основные неисправности топливоподкачивающих насосов: нарушение плотности напорной магистрали (течь топлива в соединениях) или всасывающей части (подсос воздуха в систему, пульсация давления топлива); потеря подачи из-за износа рабочих шестерен; разрегулировка редукционного клапана; нарушение соединения насоса с приводными валами. Топливоподкачивающий насос снимают и разбирают при каждой переборке. После промывки детали насоса дефектируют. Осевой люфт ведущей втулки регулируют прокладками в пределах 0, 05 — 0, 14 мм. Прилегающие поверхности сильфона и распорной втулки, а также корпуса и тарелки сильфона притираю!; прилегание должно быть равномерным по всей окружности. После сборки вал помпы должен вращаться плавно, без заеданий. Соосность электродвигателя и насоса регулируют прокладками на локомотиве при укрепленной плите после присоединения и закрепления топливных трубок. Допускается перекос осей валов не более 0, 05 мм на длине 100 мм и несоосность валов не более 0, 05 мм. При центровке можно распиливать отверстия в лапах электродвигателя на 1, 7 мм в любую сторону. После регулировки соосности обязательно устанавливают контрольные штифты. Перед постановкой на локомотив помпу испытывают на специальном стенде. Вначале проверяют насос на плотность. Для этого при частоте вращения 1350 об/мин в нагнетательном трубопроводе поднимают давление до 490 кПа. В течение 2 мин потение и течь в соединениях корпуса не допускаются. Разрешается потение по валу помпы. После этого насос испытывают на подачу при температуре топлива 10 — 30°С в режимах, указанных в табл. 96. Таблица 96
После установки насоса на локомотив проверяют качество соединения топливных трубопроводов по подтеканию топлива или подсосу воздуха. Насос подачи топлива снимают с дизеля на каждой второй переборке. При сборке радиальный зазор между шестернями и кронштейнами должен быть в пределах 0, 2 — 0, 27 мм, боковой зазор между зубьями шестерен допускается в пределах 0, 1— 0, 35 мм. Суммарный зазор между торцами шестерен и корпусом насоса с учетом толщины прокладки должен быть в пределах 0, 08 — 0, 15 мм, диаметральный зазор между втулками и цапфами шестерен — в пределах 0, 085-0, 25 мм. Изношенные текстолитовые втулки подлежат замене. Сопрягаемые плоскости корпуса и кронштейна должны иметь площадь прилегания не менее 80%, при этом расположение пятен касания должно быть не менее двух на 1 см2. Площадь прилегания определяют по отпечатку краски. При необходимости корпус пришабривают к кронштейну. Посадочный пояс клапана и корпус притирают. Прилегание поверхностей по всей ширине пояска должно быть сплошным. Качество притирки проверяют методом нанесения на посадочный поясок карандашом линий по всей окружности. При качественной притирке эти линии должны исчезнуть после поворота клапана на 30°. Негодные манжеты заменяют. Перепускной клапан регулируют на открывание при давлении в нагнетательной магистрали 590 — 790 кПа. У собранного насоса проверяют легкость вращения вала ведущей шестерни от усилия одной руки. После сборки насос опрессовывают дизельным топливом с давлением 790 кПа в течение 5 мин. Течь не допускается. Перед постановкой на дизель насос проверяют на подачу согласно режимам, приведенным в табл. 97. Таблица 97
Топливные фильтры. Система очистки топлива состоит из фильтра грубой очистки и фильтра тонкой очистки. В фильтре грубой очистки частицы грязи размером более 45 мкм задерживаются сетками фильтрующих элементов, оседая на их поверхности и скопляясь в нижней части фильтра. Грязь, скопившуюся в нижней части фильтра, периодически удаляют через отверстие, закрытое пробкой. На каждом ремонте фильтрующие элементы очищают. Для этого применяют приспособление, с помощью которого к пакету очищаемых элементов изнутри в противоток нормальному движению топлива подают сжатый воздух. Приспособление с очищаемыми элементами погружают в дизельное топливо и их сетки очищают волосяными щетками. При этом не допускается попадание грязи внутрь очищаемых элементов. После очистки элементы устанавливают в корпус, который опрессовывают топливом давлением 490 кПа. Течь в местах соединения фильтра не допускается. Фильтр тонкой очистки топлива предохраняет детали топливной аппаратуры от попадания в них твердых частиц примесей размерами свыше 3 — 5 мкм. Фильтр имеет два фильтрующих бумажных элемента, расположенных в отдельных корпусах. Уход за фильтром заключается в замене бумажных элементов, которую производят через одно техническое обслуживание ТО-3 при достижении перепада давления на входе и выходе фильтра 147 кПа или в случае резкого падения давления перепада. Замену фильтрующих элементов выполняют на неработающем дизеле. Перед постановкой новых фильтров их погружают в чистое дизельное топливо на 1 ч. Затем их вынимают, дают в течение 0, 5 ч топливу стечь. При смене фильтров необходимо после заполнения их топливом выпустить воздух, оставшийся в корпусах. Регулятор числа оборотов. На дизель-генераторах 18ДГ используется регулятор числа оборотов, аналогичный регулятору дизеля 2Д100. Перед ремонтом регулятора числа оборотов проверяют давление масла в его системе, ввернув вместо пробки манометр и запустив дизель. Если давление масла на всех позициях контроллера машиниста будет в пределах 640 — 690 кПа, нет необходимости при ремонте разбирать гидравлические аккумуляторы и заменять шестерни масляного насоса. После разборки и промывки детали регулятора проверяют и ремонтируют. Сетку заливочной горловины восстанавливают. Ослабшие или изношенные игольчатые подшипники на оси зубчатого сектора заменяют. Запорный конус регулировочной иглы притирают к корпусу. В золотниковой части регулятора, пользуясь микрометром и микрометрическим нутромером, определяют зазоры между буксой и корпусом, дисками плунжера и золотником, поршнем золотника и. буксой. Наибольший износ буксы происходит в зоне работы поршня золотника, а золотника — в верхней части и в зоне работы нижнего и среднего дисков плунжера. Если детали имеют браковочные зазоры (между буксой и корпусом — 0, 1 мм; золотником и буксой — 0, 12 мм; плунжером и золотником — 0, 1 мм), их заменяют. При установке запасной золотниковой части необходимо выполнить доводочные работы теми же пастами, которые применяют при ремонте топливной аппаратуры. Конусность и овальность отверстия после доводки должны быть не более 0, 01 мм. Проверяют состояние упорных выступов рычагов грузов, для чего выдавливают ограничительные оси и снимают грузы, плотность посадки наружных колец и состояние всех четырех шарикоподшипников. При неисправности хотя бы одного подшипника заменяют подшипники обоих грузов одновременно. Износ упорных выступов рычагов грузов более 1, 5 мм по высоте устраняют наплавкой автогеном с последующей обработкой. При меньшем износе упорные выступы обрабатывают шлифовкой наждачным камнем. После такой обработки необходимо взвесить каждый груз на точных весах. Разница их масс допускается не более ±3 г. Траверса грузов должна сидеть на буксе плотно. Допускается укреплять траверсу на буксе постановкой упорного кольца и двух шурупов. Упорное кольцо одновременно служит и для регулировки хода плунжера. При ходе плунжера менее 6, 4 мм кольцо спиливают, а при ходе больше 6, 5 мм устанавливают кольцо большей высоты. Определяют износ бронзовой втулки корпуса и хвостовика ведущей шестерни масляного насоса. При одностороннем износе втулки или зазоре между ней и хвостовиком более 0, 15 мм втулку заменяют. Во многих случаях большая утечка масла происходит именно в этом месте. После запрессовки в корпус новой втулки зазор между хвостовиком шестерни и втулкой не должен превышать 0, 04 — 0, 06 мм. Даже незначительную выработку на торце корпуса со стороны ведомой шестерни масляного насоса устраняют доводкой корпуса по плите с применением пасты. Значительную выработку или задиры устраняют проточкой на станке с последующей доводкой по плите. Буксу сальника снимают вместе с самоподжимным сальником. Если на поверхности втулки имеется выработка, ее заменяют. Осматривают детали рессорного соединения. В случае излома рессор или прогиба менее 3 мм их заменяют. Хвостовик вала, имеющий значительную выработку шлицев, заменяют. Разрешается восстанавливать шлицы электронаплавкой, если в депо имеется возможность их точной обработки. Осматривают детали сервомотора регулятора. Продольные риски на зеркале корпуса не допускаются. Если зазор между поршнем и корпусом, измеренный микрометром и индикаторным нутромером, превышает 0, 1 мм, поршневую пару заменяют. При замене поршневой пары в случае наличия овальности или конусности отверстия более 0, 02 мм производят его доводку. При сборке регулятора проверяют и регулируют предварительную силу затяжки компенсационной пружины, которая должна быть в пределах 9, 8 — 11, 8 Н. Регулировку осуществляют, подкладывая шайбы под пружинную тарелку. При этом руководствуются следующим: при подкладывании шайбы толщиной 0, 1 мм сила затяжки увеличивается на 0, 98 Н. На дизеле 2 — 2Д49 установлен новый объединенный регулятор числа оборотов 7РС2, опыт ремонта которого на предприятиях отсутствует. Ниже приведены некоторые рекомендации по ремонту регуляторов 7РС2 завода-изготовителя. Проверяют состояние сальника приводного вала. Бахрома, надрывы и глубокие царапины вдоль оси на рабочей кромке и на наружном диаметре сальника не допускаются. При торцовом зазоре между шестернями и корпусом масляного насоса более 0, 1 мм корпус шлифуют. В случае износа молибденового покрытия на поршнях гидравлического аккумулятора проверяют размеры поршня. Наибольший допустимый зазор между поршнем и корпусом 0, 12 мм. В случае искривления пружин более 2 мм их заменяют. При наличии на поверхностях прилегания в среднем корпусе рисок или задиров их зачищают. Резким поворотом корпуса измерителя числа оборотов проверяют свободность отклонения траверсы. После отклонения она должна возвращаться строго в первоначальное положение. Свободный люфт не допускается. Наклеп в упорах траверсы устраняют, проверяют легкость качания грузов, заедания устраняют. Проверяют плотность закрытия клапанов способом наливания на чистую и сухую плиту дизельного топлива. Утечка топлива через клапаны не допускается. При наличии утечки их заменяют. Основные чертежные и наибольшие допустимые размеры регулятора 7РС2 приведены в табл. 98. Сервомоторы электропневматический и пусковой. Электропневматический сервомотор, предназначенный для задания необходимой затяжки пружины всережимного регулятора
Таблица 98
числа оборотов, снимают и разбирают вместе с регулятором при каждой переборке. Детали после разборки промывают и осматривают. Негодную манжету и прокладку заменяют. Проверяют состояние электропневматических вентилей. Перед сборкой подшипники смазывают солидолом УСс (автомобильным), а манжеты — универсальной тугоплавкой смазкой УТ-1 (консталином жировым). На остальные трущиеся поверхности наносят смазку МК-22. Ход штока должен быть 10-0, 15 мм, его регулируют прокладками. Сервомотор опрессовывают воздухом давлением 600 — 800 кПа. Пропуск воздуха в соединениях не допускается. При давлении воздуха 590 — 790 кПа проверяют ход конца рычага (ось шарнира), нажимая на штоки вентилей в порядке, указанном в табл. 99. Таблица 99
Сервомотор пусковой разбирают при текущем ремонте ТР-2. Уплотнительные кольца, потерявшие упругость или имеющие надрывы, заменяют. В случае увеличения зазора между поршнем и стаканом свыше 0, 12 мм поршень заменяют новым. Допускается трущиеся поверхности восстанавливать хромированием. Зазор между поршнем и корпусом должен быть не более 0, 46 мм. После сборки проверяют срабатывание сервомотора. К штуцерам подсоединяют шланги. Концы обоих шлангов опускают в масло, уровень которого должен быть не выше напорного штуцера. Срабатывание проверяют при давлении воздуха 196 — 790 кПа. После трех-четырех срабатываний при рабочем ходе поршня в масле не должно появляться крупных пузырьков воздуха. Подача сервомотора за один рабочий ход должна быть не менее 70 см3. Затем масляную полость сервомотора опрессовывают дизельным топливом под давлением 590 кПа. Допускается течь топлива из воздушной полости не более 10 капель за 15 мин. Система охлаждения и смазки
На дизель-генераторах применена двухконтурная система охлаждения, циркуляция воды в которой осуществляется двумя одинаковыми по конструкции водяными насосами. В холодный контур включены охладитель масла и охладитель наддувочного воздуха, а в горячий контур — дизель и турбокомпрессор. Вода охлаждается в секциях холодильника. Водяной насос. Характерные неисправности водяного насоса: течь воды через уплотнения, подсос воздуха через неплотности всасывающей линии и износ подшипников. Ремонт насоса производят при каждой переборке дизеля. Вал рабочего колеса подвергают магнитному контролю. Забоины и глубокие риски зачищают. Трещины и раковины в корпусе насоса разрешается исправлять эпоксидной смолой или бакелитовым лаком. Забоины, риски, заусенцы на обработанных поверхностях устраняют механической обработкой или шабровкой. Отверстия с неисправной резьбой рассверливают и нарезают новую резьбу следующего размера. Радиальные зазоры между рабочим колесом и корпусом по чертежу — 0, 3 — 0, 4 мм, предельно допустимый — 1, 5 мм. Шарикоподшипники после промывки осматривают, проверяют радиальные зазоры и осевой разбег. При посадке на вал натяг внутреннего кольца подшипника должен быть в пределах 0, 09 — 0, 04 мм. Наружное кольцо подшипника в корпус устанавливают с натягом 0, 012 мм или зазором 0, 04 мм. Особое внимание при ремонте следует обращать на качество уплотнений. Допускается пропуск воды через уплотнение не более 10 капель в минуту. Появление капель масла в контрольных отверстиях кронштейна насоса не допускается. Поверхности прилегания уплотнений должны быть непрерывными с шириной пояска не менее 3 мм. Восстановление уплотнений выполняют следующим образом. При наличии выработки на фланце его рабочую поверхность шлифуют на плоско-шлифовальном станке до полного удаления следов выработки. Неплоскостность поверхности при этом допускается не более 0, 03 мм, непараллельность — 0, 05 мм, шероховатость поверхности должна быть не ниже 8-го класса чистоты. После шлифовки производят отпуск фланца в масляной ванне при температуре 145 ± 5 °С в течение 3 ч. Разрыв между шлифовкой и отпуском более 2 ч не допускается. Твердость поверхности должна быть в пределах 55-60 HRC. После охлаждения на воздухе рабочую поверхность фланца притирают по поверочной плите микропорошками М14 и М7. Предельно допустимая толщина фланца не менее 6 мм. После ремонта фланец подвергают магнитному контролю с последующим размагничиванием. Допускаются волосовины длиной не более 3 мм в количестве не более двух. Уплотнительное кольцо (составное из углеграфита и прессматериала) подвергают проточке до полного удаления следов износа с последующей притиркой по плите. Непараллельность торцов должна быть не более 0, 2 мм. Предельно допустимая толщина кольца не менее 7 мм. Секции холодильника. Основные неисправности секций холодильника: засорение их наружной поверхности пылью и внутренней поверхности шламом, содержащимся в воде; течь в местах соединений секций с коллекторами или по охлаждающим трубкам самих секций, которая может быть обусловлена неправильным режимом охлаждения или некачественным прокладочным материалом. Секции холодильника, как правило, прочищают при текущих ремонтах ТР-2 и ТР-3. При удовлетворительном охлаждении и отсутствии течи допускается эксплуатация секций без их очистки до ремонта ТР-3. В эксплуатации при наличии жалоб на плохое охлаждение целесообразно проводить диагностику секций путем проверки их температуры при работающем дизеле. Засоренную секцию всегда можно обнаружить рукой на ощупь по разности температуры с соседними секциями. Засоренная секция холоднее чистых. При плановых ремонтах секции снимают и промывают специальным раствором с наружной и внутренней сторон на стенде, применяя циркуляционный и струйный обмыв. Состав раствора, %: кальцинированная сода — 1— 3; жидкое стекло — 1; хозяйственное мыло — 1; хромпик — 0, 1; вода — 96, 9 — 94, 9. Раствор нагревают до температуры 90 — 95°С и промывают им секции в течение 30 мин, а затем секции промывают в течение 15 мин чистой горячей водой. Качество промывки секций контролируют на специальном стенде по времени истечения воды через секцию при вместимости бака 100 л и расположении его на высоте 1800 мм над горизонтально расположенной секцией. Время истечения должно быть не более 65 с. Недостаточно очистившиеся секции подвергают дополнительному травлению 50%-ным раствором соляной кислоты. Через 15 — 20 мин кислоту сливают, секции промывают горячим 2 %-ным раствором кальцинированной соды, а затем чистой горячей водой. Очищенные и промытые секции опрессовывают водой давлением 295 кПа в течение 5 мин. Секции, имеющие течь по трубной коробке, ремонтируют со сменой коробки и усилительной доски. Приварку трубок секций к коробкам производят меднофосфористым припоем. Применять олово или другие сплавы запрещается. Активная длина секций холодильника должна быть не менее 1045 мм. Допускается глушить не более восьми трубок, имеющих течь. Изогнутые охлаждающие пластины трубок правят. Трещины коллекторов заваривают после их предварительной очистки. Жалюзи осматривают и при необходимости ремонтируют. Изношенные втулки и негодные войлочные уплотнения заменяют. Собранный привод жалюзи регулируют на равномерность открывания и плотность закрывания жалюзи. Местные щели жалюзи не более 1/3 длины створки допускается устранять их подгибкой. Манжеты пневматических цилиндров привода жалюзи осматривают, при необходимости наносят смазку ПВК или тормозную ЖТКЗ-65, неисправные манжеты заменяют. Масляный насос дизеля. Основная неисправность масляного насоса — недостаточная подача, которая выявляется при контроле рабочего давления в масляной системе. Причинами снижения подачи могут быть засорение сетки приемного фильтра в масляной ванне дизеля, негерметичность всасывающей линии, нарушение регулировки перепускного клапана или выработка шестерен и корпуса насоса. Насос подвергают наружному осмотру при всех видах плановых ремонтов, а при текущем ремонте ТР-3 его снимают и полностью разбирают, детали насоса промывают и осматривают. Проверяют состояние роликовых подшипников и их крепление. В собранном насосе шестерни должны свободно проворачиваться от руки за муфту. Осевое перемещение шестерен должно быть в пределах 0, 11— 0, 28 мм, суммарный боковой зазор в шестернях 0, 1— 0, 3 мм, разность зазоров не более 0, 1 мм. Осматривают рабочую поверхность клапана и крышки, задиры зачищают. Клапан, вставленный в крышку без пружины, должен свободно перемещаться, без заеданий. После ремонта и сборки насос испытывают на стенде при температуре масла 70 ± 10°С в режимах, приведенных в табл. 100 (для насоса МШ40СБ-3). Таблица 100
В режиме 6 проверяют подачу насоса, которая должна быть не менее 55 м3/ч. В режиме 7 регулируют перепускной клапан на начало перепуска масла при давлении 690 ±100 кПа, затем клапан пломбируют. При испытании насоса на герметичность потение и течь через стенки и стыки не допускаются, кроме течи масла по подшипникам внутренней планки. Неисправные планки разрешается восстанавливать шлифовкой с последующей притиркой. Маслоподкачивающий насос. Он предназначен для прокачки масла перед пуском дизеля, приводится во вращение электродвигателем. Основные дефекты насоса аналогичны дефектам масляного насоса дизеля. При текущем ремонте ТР-3 насос разбирают, детали промывают, осматривают и контролируют размеры. Риски и царапины устраняют шлифовкой. Неисправные уплотнения заменяют новыми. Измеряют зазоры на масло между цапфами шестерен и втулками, а также радиальный и торцовый зазоры между шестернями и корпусом (табл. 101). При наличии зазоров, достигающих браковочных размеров, детали заменяют. Торцовый зазор допускается устранять шлифовкой корпуса. Таблица 101
После сборки проверяют свободность вращения рабочих колес от руки и легкость перемещения клапана в корпусе насоса. Клапан должен перемещаться под действием собственного веса. Поверхность прилегания конусной части корпуса к фаске клапана должна быть непрерывной по всей окружности шириной не менее 1 мм. При необходимости клапан притирают. После ремонта насос испытывают в течение 5 мин при частоте вращения 2200 об/мин с открытым вентилем на патрубке всасывания и давлении 147 кПа в нагнетательном трубопроводе при температуре масла 60 — 70°С. Затем насос опрессовывают маслом давлением 490 кПа. При этом течь масла в соединениях не допускается. Во время работы допускается просачивание масла по уплотнению вала не более четырех капель в минуту. Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 997; Нарушение авторского права страницы
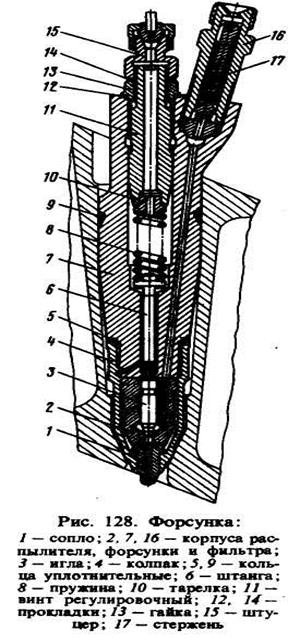 пла 1 и корпусов 2 и 7. В случае необходимости корпус распылителя притирают пастой окиси алюминия или заменяют новым. Допускается ремонт распылителей взаимной заменой (перестановкой) деталей. Углы рабочих конусов иглы 3 и корпуса 2 распылителя восстанавливают притиркой до чертежного размера.
пла 1 и корпусов 2 и 7. В случае необходимости корпус распылителя притирают пастой окиси алюминия или заменяют новым. Допускается ремонт распылителей взаимной заменой (перестановкой) деталей. Углы рабочих конусов иглы 3 и корпуса 2 распылителя восстанавливают притиркой до чертежного размера.