|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
а, г – пресс канты с двухсторонней «прибылью», б – пресс-канты с односторонней «прибылью», в – пресс-канты без «прибыли» ⇐ ПредыдущаяСтр 8 из 8
С увеличением толщины стенки изделия труднее получить хорошую свариваемость заготовки пресс-кантами, что особенно существенно при изготовлении емкостей, работающих под давлением. Для улучшения свариваемости рекомендуется у пресс-кантов, по которым должна обрезаться деталь. Возможны следующие варианты: 1. двухсторонняя прибыль; пресс-канты и ограничивающие перегородки прибыли должны быть возможно более острыми, в противном случае потребуется большое усилие смыкания формы; размер выбирается в зависимости от толщины заготовки. 2. односторонняя прибыль; преимущество ее – незначительная стоимость формы, особенно, если предусмотреть замену пресс-канта; 3. оформление сварного шва без прибыли применяется только тогда, когда длина сварного шва невелика; надежная работа этой конструкции во многом зависит от усилия смыкания формы.
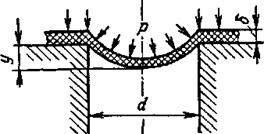
Схема отделения облоя от изделия: Выталкиватель облоя, 2 – выталкиватель изделия, 3 – изделие, 4 – раздувная полуформа, 5 – раздувная приставка В производстве объемных изделий методом экструзии с раздуванием большую трудность представляет снятие облоя и прибыли с готового изделия. Снятие облоя осуществляется двумя способами: во время формования, то есть внутри формы, или после удаления изделия, то есть вне формы. Первый способ применим, если обрезка облоя внутри формы происходит в короткий отрезок времени. Когда полуформы начинают раскрываться, отформованное изделие и облой разделяются, причем изделие остается на одной полуформе, а облой на другой. Когда форма открывается полностью, изделие и облой выталкиваются. Для обеспечения точного смыкания раздувных форм в них предусматриваются направляющие колонки. Эти колонки изготовляются из высококачественной стали и должны иметь твердость HRC 56-60 Для втулок, по которым скользят колонки, применяется такая же сталь с последующей термообработкой в масле до твердости HRC 55-58. Целесообразно втулки запрессовывать не в глухие отверстия в корпусе формы, а крепить их в сквозных отверстиях, фиксируя дополнительно сухарями. Системы охлаждения и вентиляции пневмовакуумных форм. Вентиляционные каналы При проектировании формы приходится решать четыре основных вопроса: о выборе типа каналов (цилиндрические отверстия или щели), мест расположения каналов, размера каналов и их числа. Конструктивно вентиляционные каналы могут быть выполнены в виде цилиндрических отверстий 7 (см. рис. 34) и щелей малой ширины 3, 4 (см. рис. 33), по конфигурации повторяющих очертания изделия и выполненных в местах стыка отдельных элементов его поверхности с целью уменьшения заметности оставляемых на изделии следов. Выполнение каналов в виде щелей предпочтительно, поскольку при той же суммарной площади поперечного сечения они имеют примерно на 30% меньше гидравлическое сопротивление эвакуируемому из формы воздуху. Располагаются каналы (как и в раздувных формах) во избежание образования замкнутых полостей, откуда воздух не может быть удален, в тех местах оформляющей полости, которые входят в контакт с формуемым листом в последнюю очередь: в местах углов будущего изделия и переходов его поверхности (отверстия 7 на рис. 34 и 3 на рис. 33). В ряде случаев требуются дополнительные каналы на больших плоских поверхностях изделия (например, отверстие 4 на рис. 33), где также может оставаться трудно эвакуируемый воздух. Характерный размер отверстий каналов на формующей поверхности должен быть таким, чтобы не оставлять на формуемом изделии заметных следов. Величина прогиба листа толщиной δ (рис. 37) при вдавливании его в вентиляционное отверстие диаметромd под воздействием разности давлений р под листом и над ним может быть рассчитана по формуле y=(3/16)[pd4/(Еδ 3)](5+v)(l-v), (17)
полученной из хорошо известного решения задачи о напряженно- деформированном состоянии тонкой круглой пластины при равномерно распределенной нагрузке. В этой формуле Е - модуль упругости при растяжении, v - коэффициент Пуансона. Величина у собственно и определяет степень заметности следа на изделии. Таким образом, формально задавшись допустимой величиной у, для листа известной толщины из данного материала по (17) можно рассчитать максимально допустимый диаметр вентиляционного отверстия. Однако при этом возникают неопределенности следующего плана. Во-первых, какую величину у считать допустимой (это чаще всего субъективный фактор особенностей зрительного восприятия). Во-вторых, модель упругости Е сильно зависит от температуры, и даже если эта зависимость известна, сложно достаточно точно предсказать значение температуры листа в процессе утяжки его в отверстие при учете того, что он одновременно с утяжкой интенсивно охлаждается из-за контакта с формой. В связи с этим формула (17) может быть использована лишь для корректной экстраполяции каких-либо известных из практики достоверных данных на конкретный случай, не полностью идентичный по условиям, в которых эти данные получены (например, известен диаметр отверстияd для данного изделия из листа толщиной δ и необходимо определить d1 для этого же изделия при толщине δ 1). Пример практических рекомендаций по выборуdприведен в табл. 1. Необходимо отметить, что ширину вентиляционных щелей следует принимать на 20-30% меньшей, чем указанные здесь диаметры отверстий.
Время деформирования листа, определяющее степень его охлаждения в процессе формования и, следовательно, влияющее на разнотолщинность будущего изделия, зависит от общего гидравлического сопротивления вакуумной магистрали, соединяющей ресивер машины с полостью между формуемым листом и формой, поэтому общее число каналов в первом приближении должно выбираться таким, чтобы их суммарное гидравлическое сопротивление не превышало значительно собственное сопротивление магистрали машины. В таком случае в рабочей (наиболее узкой) части каналов развивается среднерасходовая скорость воздуха, близкая по величине скорости звука в нем v3 = 335 м/с. Имея в виду этот режим истечения воздуха и задаваясь временем формованияt, можно рассчитать необходимое число отверстий n из очевидного соотношения (nd2/4)nv3 = uV/t, ' (6.6) где V — объем отводимого воздуха; a — коэффициент запаса, учитывающий тот факт, что в процессе формования облегающий формующую поверхность лист может перекрыть (закупорить) значительную часть отверстий и на финишной стадии формования произойдет крайне нежелательное снижение скоростей деформирования листа, если общее число отверстий n не будет принято со значительным запасом; значение a целесообразно принимать равным 8—10. Ниже приводятся ориентировочные значения числа цилиндрических отверстийnв зависимости от объема отводимого воздуха V:
При любых конфигурации, и размерах вентиляционных отверстий необходимо выполнять их с минимально возможной длиной с целью минимизации их гидравлического сопротивления. Длина их принимается, как правило, не более (10÷ 15) d. Отдельные потоки воздуха от каждого вентиляционного канала объединяются и отводятся из формы системой дренажных каналов. Проходные сечения дренажных каналов принимаются такими, чтобы их гидравлическое сопротивление было ничтожно малым по сравнению с сопротивлением вентиляционных каналов. На рис. 33 система дренажных каналов включает в себя полость 5, радиальные отверстия 6 и центральное отверстие 7. От вентиляционной щели 3 воздух отводится кольцевым 8 и тремя радиальными 9 каналами, из которых воздух поступает в камеру 10 и далее в радиальные 11 и центральное 7 отверстия. Возможный вариант системы дренажных каналов в многогнездных матрицах показан на рис. 36. Вентиляционные отверстия 5 сообщаются с первичными каналами6, которые объединены в группы кольцевыми каналами 7 трапецеидального сечения, профрезерованными на изнаночной поверхности матрицы. Эти последние сообщаются друг с другом также профрезерованными каналами типа8. Воздух отводится через один или несколько штуцеров 9. Система охлаждения Подобно раздувным формам система охлаждения может быть выполнена как непосредственно в формообразующей детали (например, сверленые отверстия или заформованные змеевики), так и в специальных охлаждающих плитах как канального (поз.10 на рис. 34), так и полостного (поз. 12 на рис. 35) типов. Плиты с канальной системой охлаждения могут быть выполнены не сверлением в них отверстий, а напайкой на них трубчатых змеевиков (например, напайкой на нижнюю сторону плиты 2 на рис. 33). В последнем случае необходимо обеспечивать надежную герметизацию мест крепления формообразующих элементов к охлаждающим плитам. Для форм, работающих в интенсивном режиме, целесообразно выполнять поверочный расчет системы охлаждения. Он может выполняться принципиально так же, как и для литьевых форм
Популярное:
|
Последнее изменение этой страницы: 2016-05-28; Просмотров: 1055; Нарушение авторского права страницы