|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Основные виды форм, используемых при производстве полимерной тары и упаковки и их классификация.
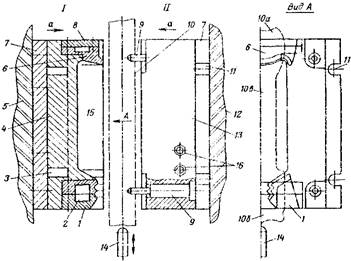
Назначение упаковки принято считать наиболее существенным классификационным признаком. По этому критерию упаковка делится на потребительскую, производственную, транспортную, специальную, общественную и военную. Индивидуальная предназначена для упаковывания единицы продукции. В групповую упаковывается несколько единиц продукции. Внутренняя упаковка предназначена для размещения товара и находится с ним в непосредственном контакте. В зависимости от физико-химических характеристик продукта она может быть изготовлена из различных материалов. Внешняя упаковка служит защитой для внутренней и, как правило, выполняет дополнительные функции, например информационную (предоставление информации о свойствах товара) и маркетинговую (стимулирование сбыта товара). Для духов, например, внутренней упаковкой является стеклянный флакон, внешней — красивая картонная коробка, привлекающая покупателей. Разовая упаковка предназначена для однократного использования, возвратная — для многократного (например, некоторые виды стеклянной тары). По применяемым материалам тара и упаковка бывает деревянная, картонная, бумажная, металлическая, полимерная, тканевая, стеклянная и из комбинированных материалов. Бумага и картон являются наиболее часто используемыми упаковочными материалами. Главные их достоинства — низкая стоимость и экологическая чистота. Пластмассы отличаются хорошими механическими характеристиками, универсальностью и дешевизной. Металлы (преимущественно стали и алюминий) обладают высокой прочностью и термо-уcтойчивостью и применяются для упаковки напитков, консервированных продуктов, аэрозолей. Стекло является химически нейтральным материалом и традиционно широко используется для упаковки жидкостей. По конструктивной форме тара и упаковка делится на коробки, банки, бутылки, ящики, фляги, бочки, тубы, стаканчики, ампулы, пакеты, сумки, мешки, пеналы, пробирки и т.д. По конструктивному исполнению (компактности) тару и упаковку подразделяют на разборную, неразборную, складную и разборно-складную. По жесткости конструкции, или стабильности формы, упаковку делят на жесткую, полужесткую и мягкую. Стабильность формы определяется как свойствами материалов, так и особенностями конструкции. По герметичности конструкции упаковка подразделяется на негерметичную и герметичную. Негерметичная упаковка выполняется открытой либо закрывается крышкой или затвором. Герметичная отличается конструкцией, которая обеспечивает непроницаемость для газов и жидкостей. Герметичная упаковка может быть изобарической и изотермической. Герметичная изотермическая упаковка предназначена для хранения продукции при заданной температуре в течение установленного времени. Внутри изобарической упаковки поддерживается заданное давление. Разновидностью изобарической упаковки является аэрозольная тара, снабженная распылительным клапаном. 3. Факторы, которые необходимо учитывать при проектировании форм и требования к материалам для их изготовления. Самый главный фактор –форма должна выдерживать допускаемое напряжение Форма должна быть экономически оптимизированной - материал должен быть подобран, исходя из минимальной стоимости, но должен выдерживать заданное напряжение. Необходимо учитывать допуски и посадки при проектировании, шероховатость, это влияет на чистоту изделия Наличие или отсутствие системы охлаждения Наличие системы выталкивателей Толщина и объем изделия, а также материал. Исходя из них рассчитываются допускаемое напряжение и габариты формы. Наличие или отсутствие системы подогрева формы Форма должна быть удобной для замены и переноса Наличие цементации или же азотирования, исходя из потребностей Материал выбирается по ГОСТу исходя из расчёта напряжения сдвига и минимальной стоимости. Устройство и классификация форм для раздувного формования полимерной тары. Конструктивная схема наиболее распространенного типа раздувной формы показана на рис. 13. Все формы состоят из двух полуформ 1 и II (здесь они показаны на промежуточной стадии смыкания в направлении, отмеченном стрелками „а", при уже расположенной между ними трубчатой заготовке расплава термопласта 10). Полуформы крепятся к плитам 5 и 12 механизма смыкания раздувного агрегата винтами, которые заводятся в проушины 11 крепежных плит 7. Две формообразующие детали - полуматрицы 4 и 13 в сомкнутом состоянии образуют оформляющую полость 15, в которой оказывается заготовка, будучи пережатой вверху и внизу пресс-кантами 1 и 6 соответственно (в пере-жатом состоянии контур заготовки показан на виде А). Конфигурация контактирующих с заготовкой поверхностей нижнего пресс-канта такова, что в ней при пережиме остается отверстие, через которое в полость заготовки вводится раздувной ниппель 14. Через ниппель подается в заготовку под давлением воздух для ее раздува до полного облегания ею формообразующей поверхности оформляющей полости. Заключенный в оформляющей полости воздух раздувающейся заготовкой отжимается через каналы системы вентиляции (на рис. 13 не показаны) в окружающее пространство. Отформованное изделие охлаждается, отдавая тепло холодным полуматрицам, от которых оно отводится охлаждающей водой, проте-кающей по каналам 3 системы охлаждения. Эта система включает в себя также и автономные контуры каналов 8 и 2, выполненные в верхних и нижних пресс-кантах. При смыкании полуформы центрируются элементами направляющей системы. Ими в данном случае являются направляющие колонки 9 и сопрягающиеся с ними втулки (размещены в полуформе 1, на чертеже не показаны). Как правило, форма оснащена четырьмя комплектами колонок и втулок, расположенными по ее углам. Их конструкция полностью такая же, как и у литьевых и прессовых форм. При раскрытии полуформ отформованное изделие остается надетым на ниппель. Ниппель, как правило, выполняется подвижным таким образом, что выводит изделие из пространства между полуформами тем или иным способом. Однако конфигурация изделия может быть такой, что при
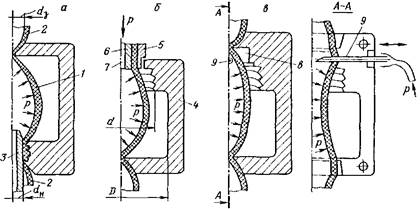
Рис. 13. Форма для раздува изделия через ниппель: 1 — нижний пресс-кант; 2 — какал охлаждения нижнего пресс-канта; 3 — канал охлаждения полуматрицы 4; 5 — плита механизма смыкания; 6 — верхний пресс-кант; 7 — крепежные плигыполуматриц; 8 — канал охлаждения верхнего пресс-канта; 9 — направляющие колонки; 10 — заготовка расплава; 11 — проушины крепежных плит; 12 — плита механизма смыкания; 13 — полуматрица; 14 — ниппель; 15 — оформляющая полость; 16 — штуцеры канала охлаждения полуматрицы размыкании оно остается в одной из полуформ и не может быть изъято из нее до тех пор, пока она не придет в положение, близкое к крайнему разомкнутому (например, до тех пор, пока подвижный формующий знак в процессе размыкания полностью не выйдет за пределы отформованного им у изделия поднутрения). В этом случае полуформа, в которой остается изделие, должна быть оснащена системой выталкивания, конструкция которой во многом подобна таковой у литьевых и прессовых форм. При смыкании полуформ верхний 10а и нижний 10б излишки заго-товки отжимаются от той ее части 10в, которая оказывается в оформ-ляющей полости, однако по рассмотренным ниже причинам полностью от нее не отделяются (между ними остается тонкая перемычка). При изъятии изделия из формы эти излишки (грат) оказываются связанными с ним перемычками. Грат удаляется затем с изделия вручную или каким-либо механизированным способом. При производстве же массовых изделий форму часто оснащают системой для удаления грата с изделия. Эта операция выполняется системой автоматически в процессе размыкания формы и извлечения изделия. При формовании крупных изделий часто усилие запирания полу-форм оказывается недостаточным, чтобы противостоять распорному усилию, возникающему между ними от давления раздувающего воздуха в оформляющей полости. Это приводит к частичному раскрытию формы и разрыву изделия. В тех случаях, когда при проектировании формы несложный расчет показывает, что усилие запирания данного механизма смыкания недостаточно, в форме предусматривают систему индивидуального запирания той или иной конструкции. Пример такой системы показан на рис. 14. При смыкании полуформ 2 серьга 3 одной полу формы входит в пространство между проушинами 1 другой полуформы, причем выполненные в них вырезы совмещаются. Затем пневмоцилиндр 4 вводит в совмещенные вырезы клин 5, который предотвращает возможность разобщения серьги и проушин (т.е. возможность разобщения полуформ 2). Большие полуформы оснащаются как минимум четырьмя комплектами таких запирающих устройств. Как видно из рассмотренного, раздувные формы включают в себя ряд групп (систем) деталей и элементов их конструкций, отличающихся друг от друга своим назначением, причем часть этих систем является обязательной для любой формы; другие же системы вводятся в конструкцию формы в случае возникновения необходимости в них. К категории обязательных систем относятся: 1) система формооб-разующих деталей (полуматрицы, формующие знаки); 2) система пресс-кантов; 3) система охлаждения; 4) система вентиляции; 5) направляющая система. К категории необязательных систем относятся: 1) автономная система запирания полуформ; 2) система выталкивания; 3) система отделения грата от изделия. Общее конструктивное исполнение раздувных форм не столь разнообразно, как у прессовых и литьевых форм. Здесь можно выделить только два основных признака, по которым их целесообразно классифицировать: по способу раздува заготовки в оформляющей полости и по материалам и, соответственно, технологии изготовления формообразующих деталей (конкретно, полуформ). Основные отличия форм по первому из этих признаков рассмотрены ниже; особенности конструкций в соответствии со вторым признаком приведены в следующем разделе. Применяются три способа раздува: посредством раздувающего ниппеля (см. рис. 13); посредством подачи воздуха через дорн раздувной головки; посредством подачи воздуха через раздувную иглу, прокалывающую заготовку, зажатую в форме. Выбор способа раздува зависит в основном от конфигурации и назначения изделия. Подавляющее большинство раздувных изделий - это тара многократного и разового использования, имеющая горловину (с резьбой или без нее) для затаривания и надежной укупорки хранимого продукта. При этом все емкости можно разделить на две группы с узкой горловиной и с широкой горловиной. Рассмотрим принцип выбора способа раздува в зависимости от относительного размера горловины изделия. Показанный на рис. 15, а принцип раздува через ниппель 3 уже рассмотрен выше. При раздуве через головку (рис. 15, б) полуформы 4, смыкаясь, захватывают и пережимают нижнюю часть заготовки, которая экструдирована через кольцевой формующий канал, образованный мундштуком 5 и дорном 6 головки. Верхние части полуформ охватывают при этом концевую часть мундштука. Раздувающий воздух подается через отверстие 7 в дорне. При раздуве через иглу (рис. 15, в) полуформы пережимают заготовку в верхней и нижней ее части. Оформляющая полость полуформ имеет дополнительную, технологическую полость 8. В эту полость через отверстие в теле полуформ вводится раздувная игла 9, протыкающая заготовку и затем подающая в нее воздух. Часть заготовки, отформованная в технологической полости,
Рис. 14. Механизм запирания крупногабаритных форм: 1 — проушины; 2 — полуформы; 3 — серьги; 4 — пневмоцилиндры; 5 — клинья; 6 — плоскость смыкания; 7 — оформляющая полость одной из полуформ
Рис. 15. Способы раздува заготовки в форме: а — раздув через ниппель; б — раздув через головку; в — раздув через иглу; 1 — часть заготовки, из которой формуется изделие; 2 — грат; 3 — раздувной ниппель; 4 — полуформа; 5 — мундштук; 6 — дорн головки; 7 — отверстие в дорне для подачи раздувающего воздуха; 8 — технологическая полость для части заготовки, в которую вво-дится игла; 9 — раздувная игла. отрезается от изделия после извлечения его из формы. Игла 9 может размещаться в теле формы как в плоскости смыкания полуформ (см. рис. 15, в), так и в любой другой плоскости, однако, размещение в плоскости смыкания предпочтительно: в этом варианте заготовка в месте прокола надежно зажата между полуформами, так что ее отжима от внедряющейся иглы не происходит, гарантия сквозного прокола обеспечена. Обозначим символами d3, d и D диаметр заготовки, горловины и наружный диаметр (или максимальный поперечный размер) изделия соответственно (см. рис. 15). Степень поперечной вытяжки заготовки при раздуве ее принято характеризовать коэффициентом раздува k: k =D/d3. (1) Реализуемые на практике значения k лежат обычно в диапазоне 2, 5- 3, 5, причем предпочтительны большие его значения по ряду соображений (например, размеры дорна и мундштука и, следовательно, головки в целом для данного изделия в этом случае минимальны). Этими соображениями и определяется диаметр заготовки d3: d3 = D/К max. (2) Раздув через ниппель предпочтителен по сравнению с другими способами: изделие после раскрытия формы остается на ниппеле, что упрощает конструктивные решения, связанные с автоматизацией последующей обработки изделия; размерная точность горловины обеспечивается как по наружной, так и по внутренней поверхностям ее (сравнить позицию „а" с позициями „б" и „в" на рис. 15); имеются и другие преимущества. Однако у этого способа имеется ограничение dH< d3, (3) которое ясно из рис. 15, а: если диаметр ниппеля dH больше диаметра заготовки d3, то последняя не сможет надеться на него. Имея в виду очевидное равенство d = dH, (4) ограничение (3) представим в следующей форме: d< d3. (5) Наконец, введя в (5) равенство (2), получаем соотношение d < D/Kmax, (6) определяющее категорию узкогорлых изделий, которые могут быть отформованы раздувом через ниппель. Изделия с большим размером горловины (или каким-либо функциональным отверстием) должны формоваться раздувом через головку или иглу. Следует при этом отметить, что при реализации раздува через головку возникает ряд сложно решаемых вопросов: центровка формы по головке, минимизация теплообмена между ними в случае их контакта, предотвращение залипания части заготовки на торцевую поверхность мундштука и др. По этой причине раздув через головку используется редко. К тому же раздувом через иглу можно формовать и полностью замкнутые (в конечном виде) изделия, так как закупорка малого отверстия от иглы технически не сложна. Раздувные формы так же, как и литьевые и прессовые, могут быть одногнездными и многогнездными. В последнем случае в пространство между полуформами подается одновременно несколько заготовок, например, экструдируемых из многоручьевой головки. При проектировании раздувных форм необходимо соблюдать соответствие их параметров параметрам механизма смыкания форм раздувной установки. Факторы, определяющие это соответствие, принципиально такие же, как и для прессовых (или литьевых) форм. Во-первых, необходимое усилие смыкания полуформ на стадии обжима заготовки пресс-кантами F0, а также необходимое усилие запирания полуформ на стадии выдержки отформованной заготовки в форме под давлением воздуха FB не должны превышать усилия смыкания FM, развиваемого механизмом смыкания: a) F0 ≤ FM; б) FB ≤ FM. (7) Во-вторых, оформляющая полость (или несколько полостей в многогнездной форме) должна быть размещена в форме таким образом, чтобы вектор распорного усилия полуформ, вызванного давлением воздуха в полости (полостях), был совмещен с главной осью механизма смыкания; иными словами, направление этого вектора должно проходить через геометрический центр плит. В противном случае, если к тому же величины FB и FM близки друг к другу, возможна частичная неравномерная по плоскости смыкания и неодинаковая от цикла к циклу потеря контакта между полуформами и вследствие этого - увеличение колебания размеров изделий в направлении смыкания. В- третьих, габариты формы в плане не должны превышать габаритов плит механизма. В противном случае, если к тому же пресс-канты окажутся в непосредственной близости к краям плит или вне их габаритов, возможно неполное смыкание пресс-кантов и, как следствие, - толстый, трудно удаляемый грат, оставляющий заметный след на изделии. В-четвертых, высота полуформ в сомкнутом состоянии h должна лежать внутри диапазона возможных высот hmix - hmax по технической характеристике раздувной установки: hmix≤ h ≤ hmax (8) В-пятых, необходимый для извлечения отформованного изделия ход разъема полуформ s не должен превышать хода плит механизма смыкания S: s < S. (9) При этом следует иметь в виду, что во многих конструкциях механизмов смыкания величина S оказывается зависимой от конкретного значения h (подобно тому, как они взаимосвязаны у гидравлических прессов и пресс-форм). Величина FB определяется по формуле, смысл которой очевиден: FB=pfn, (10) где p - давление раздувающего воздуха; n - гнездностьформы; f - площадь проекции оформляющей полости на плоскость смыкания полуформ. Способ определения величины F0 приведен в разделе, посвященном основам конструирования пресс-кантов. Во всех случаях целесообразно конструировать формы с минималь-но возможной массой. Особо важно соблюдение этого требования для тех типов раздувных установок, у которых полуформы перемещаются не только при их смыкании, но и при переводе с позиции приема заготовки на позицию раздува, причем последнее перемещение выполняется с большой скоростью. Возникающие при этом инерционные силы вызывают износ подвижных элементов смыкания, пропорциональный массе формы. 4. Принципиальное конструктивное оформление форм для литьевого прессования. оформление форм для литьевого прессования. Рис.12 1 - исходный материал, 2 - изделие, 3 - загрузочная камера, 4 - поршень, 5 - матрица, 6 - пуансон, 7 - выталкиватель, 8 - электронагреватель, 9, 10 - нагревательные плиты (верхняя и нижняя), 11 - плита теплоизоляции (нижняя), 12 - верхняя плита теплоизоляции, 13 - обойма поршня, 14 - подвижная плита пресса, 15 - стол пресса, 16 – литник В данном случае материал переводится в вязкотекучее состояние до попадания его в формующую полость, в которую он попадает по литниковым каналам. Усилия пресса передается на материал через поршень и это же усилие обеспечивает закрытие формы и её нераскрытие при смыкании и заполнении материалом литниковой системы и формующей полости. Необходимым условием здесь является то, что усилие смыкания должно быть больше чем усилие размыкания формы. Усилие смыкания обеспечивается гидроцилиндром пресса, а усилие размыкания возникает за счет давления материала в полости формы. Популярное:
|
Последнее изменение этой страницы: 2016-05-28; Просмотров: 1019; Нарушение авторского права страницы