|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Блок 3. Технологическая оснастка упаковочного производстваСтр 1 из 8Следующая ⇒
Блок 3. Технологическая оснастка упаковочного производства Классификация технологической оснастки, используемой в производстве полимерной тары и упаковки. Требования к материалам для изготовления форм. Классификация технологической оснастки, применяемой в производстве полимерной тары и упаковки Оснастку, используемую в производстве полимерной тары и упаковки можно разделить на следующие группы: для изготовления тары и деталей упаковки методами прессования; для изготовления тары и деталей упаковки методом литья под давлением; оснастка для получения упаковочных материалов (пленок, листов, рулонных материалов) методом экструзии, а также трубчатых заготовок для раздувной тары; оснастка для производства тары методом раздува; оснастка для производства тары и деталей упаковки из листовых материалов методами термоформования, штампования и холодной вытяжки; оснастка для производства тары и деталей упаковки ротационным формованием; оснастка для производства тары и деталей упаковки из газонаполненных материалов; оснастка для производства упаковки из пленочных материалов.
В каждой группе можно выделить: а) формующий инструмент (в зависимости от группы) — это формы, экструзионные головки, вырубные штампы, воротники, формующие трубы; б) вспомогательные устройства — это устройства для удаления облоя, нагрева заготовок, извлечения отформованных изделий; в) вспомогательный инструмент — это сопла, наконечники, сварочные губки, клеммы, отрезные ножи и т.д. Формующий инструмент – представляет собой сменный инструмент машин, перерабатывающих полимерные материалы в таро-упаковочные изделия, то есть гидравлических прессов, термопластавтоматов (литьевых машин), червячных прессов (экструдеров), вакуумформовочных машин, экструзионно-раздувных агрегатов, машин для ротационного формования, фасовочно-упаковочных автоматов. С помощью формующего инструмента полимерный материал приобретает форму изделия или заготовки изделия, поэтому его рассчитывают и проектируют, исходя из конфигурации, размеров и материала изделия (заготовки). Формующий инструмент проектируют отдельно от технологической машины, но обязательно ориентируясь на ее технические параметры и предельные возможности. Например, у гидравлических прессов обязательно учитывает номинальное усилие прессования, размеры плит и расстояние между плитами. У литьевых машин учитывают объем впрыска, усилие запирания, пластикационную производительность, размеры подвижной и неподвижной плит и расстояние между ними в крайних положениях. У экструзионно-раздувных агрегатов учитывают размеры плит и расстояние между ними, усилие смыкания. У экструдеров учитывают производительность, давление экструзии, присоединительные размеры устройств, необходимых для крепления формующей головки. В технологической оснастке, используемой в производстве полимерной тары и упаковки особая роль принадлежит формующему инструменту, так как он во многом определяет производительность оборудования, придает изделиям требуемую конфигурацию, размеры и текстуру. А формующий инструмент это в основном формы, название которых определяется методом изготовления тары из полимерных материалов, то есть для прессования это пресс-формы, для литья под давлением это литьевые (инжекционные) формы, для раздувного формования это выдувные формы и т.д. В каждом методе есть его разновидности, что отражается соответственно и в названии формы. Например, пневматическая или вакуумная форма для пневмо- или вакуумформования, экструзионно-выдувная или инжекционно-выдувная и т.д.
Основные типы форм, используемых в производстве полимерной тары и упаковки Формы для прессования или пресс-формы: а) Пресс-форма компрессионная. Применяется для изготовления тары и деталей упаковки из реактопластов толстостенной, невысокой точности, несложной конфигурации. б) Пресс-форма литьевая. Применяется для изготовления тароупаковочных изделий из термопластов и реактопластов ограниченной массы и размеров, но высокой точности. Часто это укупорочные средства и функциональные изделия с резьбой. Литьевые формы или инжекционные. Применяются для изготовления плоских изделий массой более 0, 1 кг с вывинчивающимися резьбовыми знаками (укупорочные средства и функциональные приспособления с резьбой). 3. Выдувные формы: а) Экструзионно-выдувная – для изготовления полой тары из термопластов невысокой точности с малой и некалиброванной горловиной; б) Инжекционно-выдувная – для изготовления полой тары из термопластов высокой точности с калиброванной горловиной малого диаметра. 4. Формы для термоформования: а) Пневматическая форма – для изготовления тары из листовых термопластов ограниченной высоты менее 1, 5 d; б) Вакуумная форма – для изготовления тары из листовых термопластов малой высоты менее 0, 8 d; 5. Форма-штамп для изготовления тары из листовых термопластов ограниченной высоты. 6. Безпрессовые формы для изготовления тары из газонаполненных полимеров. 7. Ротационные формы для изготовления крупногабаритной тары в виде полых цилиндров и шарообразных изделий.
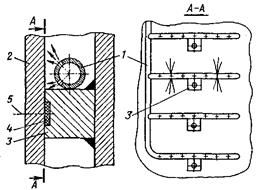
Кроме метода изготовления тары, отраженного в названии формы, практически все формы можно классифицировать по следующим признакам: по степени автоматизации; по тепловому режиму (нагреваемые, охлаждаемые и с комбинированным тепловым режимом); по числу одновременно формуемых изделий (одногнездные и многогнездные); по режиму работы (связи с оборудованием): стационарные, полустационарные, съемные; по степени взаимозаменяемости (переналаживаемые и непереналаживаемые); по количеству плоскостей разъема и их расположению (с одной плоскостью, двумя, параллельные, перпендикулярные, комбинированные). В процессе изготовления тары и элементов упаковки полимерный материал претерпевает усадку, которую необходимо учитывать при расчете размеров оформляющих деталей формы. При разработке технологической оснастки исходят, прежде всего, из технических параметров оборудования. Необходимо также учитывать характеристики перерабатываемого материала, конфигурацию тары, особенности технологии. При проектировании технологической оснастки и, в частности, формующего инструмента производят тепловые, реологические, конструктивные расчеты. Применяемые для изготовления технологической оснастки материалы должны обладать достаточной прочностью, теплостойкостью и корозионностойкостью. Материал используемый для формующего инструмента в диапазоне рабочих температур должен давать минимальные тепловые деформации и напряжения, иметь хорошую теплоемкость и теплопроводность. Важнейшими требованиями являются дешевизна и доступность материала, хорошая обрабатываемость и минимальная усадка при термообработке или отливке. При изготовлении формообразующих и других элементов оснастки применяют обработку резанием, шлифованием, литьем, гальванопластикой, напылением, холодным выдавливанием, штампованием, спеканием. Поверхности формующего инструмента и детали оснастки подвергают термической или химико-термической обработке, пескоструирование, полируют, покрывают различными защитными слоями. Классификация литьевых форм, используемых в производстве полимерной тары и деталей упаковки. Классификация литьевых форм 1. По гнездности: а) одногнездные б) многогнездные 2. По связи с оборудованием: а) стационарные б) полустационарные в) съемные 3. По количеству плоскостей разъема: а) одно- или более б) горизонтально расположенные в) вертикальные расположенные 4. По степени автоматизации: а) автоматические б) полуавтоматические в) литьевые 5. По типу литниковой системы: а) холодноканальные б) горячеканальные в) комбинированные Горячеканальные литниковые системы, размещаемые в блоках, различаются: 1. По конструктивному признаку: а) с нагревательными каналами; б) с изолирующими каналами; в) безканальные; 2. По характеру нагрева: а) с косвенным нагревом; б) с непосредственным нагревом. Назначение и классификация Система состоит из деталей, образующих оформляющую полость; ее назначение - обеспечение формования изделия заданного качества при оптимальном технологическом цикле. Оформляющие детали (матрицы, пуансоны, знаки, плиты и т.д.) конструктивно многообразны, так как их контуры и размеры негативно повторяют геометрические особенности изделия. Оформляющие детали (ФОД - формообразующие детали) разделяют по ряду признаков: · характеру поверхностей формования - гладкие, резьбовые, с поднутрениями; · состоянию поверхностей формования - зеркальные, матовые, шагреневые; · сложности - цельные, вставные, составные; · точности формуемых элементов изделия - нормальные (квалитеты IT 12-13), прецизионные (квалитеты IT 9-11); · способу перемещения подвижных формующих элементов; · геометрической форме изделий - круглые, прямоугольные, кольцевые, трубчатые, корпусные и т.д.; · технологии изготовления - механообработка, давление (холодное, полугорячее, горячее выдавливание), лазерная и электроискровая обработка, гальванопластика и т.д. Оформляющие детали помимо формующих поверхностей имеют поверхности, участвующие: ü в сопряжениях с другими деталями (посадочные, центрирующие); ü в контакте с ними (опорные, уплотняющие); ü попадающие в плоскость разъема формы (т.е. циклически охлаждающиеся - нагревающиеся). Вариант центрирования по коническим поверхностям
1 - матрица, 2 - пуансон, 3 - обойма матриц, 4 - обойма пуансона, 5 - изделие, 6 – выталкиватель, А - центрирующая поверхность Часто центрирующие поверхности выполняются на специальных вставках, материал которых должен отличаться высокой твердостью и изностойкостью. Эти вставки должны легко заменяться.
1, 2- съемные центрирующие вставки, 3 - обойма, 4 - обойма пуансона, 5 - болт для крепления вставки к обойме, А - центрирующая поверхность, образованная двумя вставками Для литьевых форм, в которых опорные и прочие плиты имеют прямоугольную или квадратную форму целесообразно в качестве центрирующих элементов использовать центрирующие планки. Любые центрирующие элементы, в том числе направляющие колонки и втулки должны располагаться на периферии формы, как можно дальше от формующих гнезд, чтобы не мешать съему изделия. Схемы раздува
1 - мундштук головки; 2 - дорн; 3, 4 - полуформы; 5 - ниппель; 6 - полимерная заготовка; 7 - игла При раздуве через головку полуформы 3 и 4, смыкаясь, захватывают и пережимают нижнюю часть заготовки, которая экструдирована через кольцевой формующий канал, образованный мундштуком 1 и дорном 2головки. Верхние части полуформ охватывают при этом концевую часть мундштука. Раздувающий воздух подается через отверстие в дорне. Раздув через ниппель предпочтителен по сравнению с другими способами: изделие после раскрытия формы остается на ниппеле, что упрощает конструктивные решения, связанные с автоматизацией последующей обработки изделия; размерная точность горловины обеспечивается как по наружной, так и по внутренней поверхностям ее. По этой причине раздув через головку используется редко. К тому же раздувом через иглу можно формовать и полностью замкнутые (в конечном виде) изделия, так как закупорка малого отверстия от иглы технически не сложна. Назначение и классификация Система состоит из деталей, образующих оформляющую полость; ее назначение - обеспечение формования изделия заданного качества при оптимальном технологическом цикле. Оформляющие детали (матрицы, пуансоны, знаки, плиты и т.д.) конструктивно многообразны, так как их контуры и размеры негативно повторяют геометрические особенности изделия. Оформляющие детали (ФОД - формообразующие детали) разделяют по ряду признаков: · характеру поверхностей формования - гладкие, резьбовые, с поднутрениями; · состоянию поверхностей формования - зеркальные, матовые, шагреневые; · сложности - цельные, вставные, составные; · точности формуемых элементов изделия - нормальные (квалитеты IT 12-13), прецизионные (квалитеты IT 9-11); · способу перемещения подвижных формующих элементов; · геометрической форме изделий - круглые, прямоугольные, кольцевые, трубчатые, корпусные и т.д.; · технологии изготовления - механообработка, давление (холодное, полугорячее, горячее выдавливание), лазерная и электроискровая обработка, гальванопластика и т.д. Оформляющие детали помимо формующих поверхностей имеют поверхности, участвующие: ü в сопряжениях с другими деталями (посадочные, центрирующие); ü в контакте с ними (опорные, уплотняющие); ü попадающие в плоскость разъема формы (т.е. циклически охлаждающиеся - нагревающиеся). Негативное пневмоформование
Материалы: те же, но толщиной до 5 мм. Тара: та же самая с точными размерами и К=1.
Механопневмоформование. При смыкании нижней 4 и верхней 5 частей пневмокамеры лист 2
вытягивается механическим пуансоном 1. При необходимости края изделия могут обрубаться и обгибаться пресскантами 3. Затем предварительно вытянутая заготовка раздувается сжатым воздухом, который подается через отверстие 6 пуансоном 1. При необходимости при формовании изделия в пневмокамере к изделию можно приваривать закладные детали. Материалы: УППС, жесткий ПВХ толщиной 1-12 мм. Тара: виды транспортной тары, ящики, пакетирующие средства.
Вентиляционные каналы При проектировании формы приходится решать четыре основных вопроса: выбор типа каналов, места расположения каналов, размер каналов и их число. Конструктивно вентиляционные каналы могут быть выполнены в виде цилиндрических отверстий и щелей малой ширины, по конфигурации повторяющих очертания изделия и выполненных в местах стыка отдельных элементов его поверхности с целью уменьшения заметности оставляемых на изделии следов. Выполнение каналов в виде щелей предпочтительно, поскольку при той же суммарной площади поперечного сечения они имеют примерно на 30% меньше гидравлическое сопротивление эвакуируемому из формы воздуху. Располагаются каналы (как и в раздувных формах) во избежание образования замкнутых полостей, откуда воздух не может быть удален, в тех местах оформляющей полости, которые входят в контакт с формуемым листом в последнюю очередь: в местах углов будущего изделия и переходов его поверхности. Количество вентиляционных каналов в зависимости от объема отводимого колеблется от 10 до 1000. Диаметр каналов составляет от 0, 2-0, 4 мм при толщине листа 2 мм и 0, 4-0, 7 при толщине листа 6 мм. Длина их принимается не более 10-15 мм. Классификация литьевых форм 1. По гнездности: а) одногнездные б) многогнездные 2. По связи с оборудованием: а) стационарные б) полустационарные в) съемные 3. По количеству плоскостей разъема: а) одно- или более б) горизонтально расположенные в) вертикальные расположенные 4. По степени автоматизации: а) автоматические б) полуавтоматические в) литьевые 5. По типу литниковой системы: а) холодноканальные б) горячеканальные в) комбинированные
Система охлаждения Конфигурация и технология изготовления каналов системы охлаждения, определяются технологией изготовления формообразующих деталей. Если последние изготавливаются путем обработки резанием из сталей, то каналы выполняются так же, как и в литьевых формах, т.е. в виде замкнутого контура сверленых отверстий или фрезерованных полостей. При изготовлении полуматриц заливкой в них заформовывается спрофилированный требуемым образом змеевик или применяются другие варианты систем, рассмотренные ниже. Если форма проектируется для изготовления крупной серии изделий на высокопроизводительном агрегате, то необходимо в ее конструкции предусматривать гораздо более интенсивное охлаждение пресс-кантов по сравнению с основным телом формы. В таких формах, как правило, предусматривают самостоятельные, изолированные системы каналов для пресс-кантов и тела формы с независимым регулированием расхода охлаждающей воды. При выполнении пресс-кантов в виде самостоятельных деталей это вполне технически осуществимо. В теле пресс-кантов предпочтительно выполнение каналов в виде полостей с большой поверхностью теплообмена, расположенной по возможности ближе к рабочим поверхностям карманов, как это показано на рис. 24. Среди различных конструктивных вариантов систем охлаждения можно выделить несколько типов, отличающихся по тому или иному признаку: 1) по месту расположения каналов - а) выполненные непосредственно в теле полуматриц; б) выполненные в теле специальных охлаждающих плит, крепящихся к телу полуматриц; 2) по конфигурации каналов - а) канальные, состоящие из ряда сообщающихся цилиндрических каналов (сверленных в теле или заформованных в него в виде змеевика); б) полостные, состоящие из одной или нескольких сообщающихся полостей с развитой поверхностью; 3) по характеру течения воды в каналах (полостях) - а) системы с монолитным потоком; б) системы с разбрызгиванием воды из коллектора на поверхность полости. Выбор того или иного из этих типов определяется в основном конфигурацией, толщиной стенок и габаритами изделия. Системы, выполненные в отдельных охлаждающих плитах, достаточно распространены по следующим причинам. Во-первых, несмотря на отмеченное многообразие технологий изготовления полуматриц, преобладающим являются изготовление из алюминиевых отливок резанием или непосредственное литье без заформовки змеевиков. При выполнении же каналов в таких полуматрицах резанием, как отмечалось, пористость отливок может приводить к проникновению воды к формообразующей поверхности. Во-вторых, исполнение системы каналов или полостей в самостоятельной детали простой конфигурации (плоской плиты) более просто.
Рис. 26. Охлаждающая плита с системой сверленых каналов: 1 — продольные каналы; 2 — поперечные каналы; 3 — пробки.
Плиты со сверлеными каналами выполняются так, как это показано на рис. 26. С целью обеспечения последовательного протекания всего потока жидкости по каждому продольному каналу 1 в поперечный канал 2 вставляются фигурные пробки 3. Такой последовательный, а не параллельный характер течения в каналах обеспечивает более однородное распределение интенсивности теплосъема по всей площади плиты несмотря на то, что, казалось бы, из-за нагрева воды при прохождении по каналам интенсивность теплосъема в правом нижнем углу должна быть ниже, чем в левом верхнем. Дело в том, что из-за незначительных различий размеров продольных каналов гидравлическое сопротивление их различно и, следовательно, различны расходы в каналах при параллельном их соединении. В процессе эксплуатации в каналах с меньшим расходом более интенсивно образование отложений, что усугубляет неоднородность интенсивности теплосъема. Наконец, воздух, попавший в верхний поперечный канал (например, путем десорбции из поступающей в плиту воды), может при параллельном соединении продольных каналов блокировать часть из них. Применение систем охлаждения рассмотренной конструкции ограничено плитами малых и средних размеров (до 350-400 мм) из-за осложнений, возникающих при сверлении на большую глубину. В средних и больших плитах предпочтительно выполнять камерную систему охлаждения. Камерные конструкции плит состоят по крайней мере из двух, чаще из трех элементарных плит (рис. 27): двух крышек 1 и средней фигурной плиты 2 с размещенными меж ними уплотнениями 3, плита же 2 имеет два отверстия 4 для подвода и отвода воды. При больших размерах плит их герметизация (например, по типу, показанному на рис. 27) становится ненадежной, так как даже незначительное избыточное давление в камере с монолитным потоком жидкости вызывает очень большие распорные усилия. Система же с разбрызгиванием (рис. 28) позволяет поддерживать в камере атмосферное или даже несколько меньшее давление, что повышает надежность герметизации камеры. Рис. 27. Охлаждающая плита камерной системы: 1 — крышки; 2 — фигурная плита с перемычками 2'; 3 — уплотнение; 4 — отверстие для ввода воды
Рис. 28. Элементы конструкции охлаждающей плиты с разбрызгиванием: 1 — трубка с отверстиями для разбрызгивания; 2 — крышка плиты, контактирующая с формой; 3 — проставка; 4 — уплотнение; 5 — винт крепежа крышки к проставке
Конструкция охлаждающей плиты с разбрызгиванием близка по конструкции показанной на рис. 27, однако средняя плита в этом случае не имеет перемычек 2. В полости плиты размещена трубка 1 (см. рис. 28), имеющая ряд горизонтальных ответвлений, через которые разбрызгивается подаваемая в трубку 1 вода, причем разбрызгивается она на ту из крышек 2, которая контактирует с раздувной формой. Стекая по поверхности этой крышки, вода самотеком входит из полости плиты через расположенное внизу отверстие. В полости при этом имеет место практически атмосферное давление. Горизонтальные ответвления трубки 1 укреплены на проставках 3, количество и расположение которых выбирают из соображений достаточной общей жесткости плиты в сборе. Пресс-канты раздувных форм. за пресс-кантом, образуется обеими половинами формы при их смыкании. Глубина кармана в каждой половине формы должна составлять около одной толщины стенки изделия. Применяются также формы с односторонними зажимными карманами.
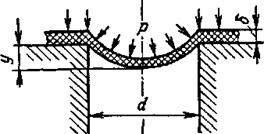
Размеры режущей кромки формы (h – толщина заготовки): Вентиляционные каналы При проектировании формы приходится решать четыре основных вопроса: о выборе типа каналов (цилиндрические отверстия или щели), мест расположения каналов, размера каналов и их числа. Конструктивно вентиляционные каналы могут быть выполнены в виде цилиндрических отверстий 7 (см. рис. 34) и щелей малой ширины 3, 4 (см. рис. 33), по конфигурации повторяющих очертания изделия и выполненных в местах стыка отдельных элементов его поверхности с целью уменьшения заметности оставляемых на изделии следов. Выполнение каналов в виде щелей предпочтительно, поскольку при той же суммарной площади поперечного сечения они имеют примерно на 30% меньше гидравлическое сопротивление эвакуируемому из формы воздуху. Располагаются каналы (как и в раздувных формах) во избежание образования замкнутых полостей, откуда воздух не может быть удален, в тех местах оформляющей полости, которые входят в контакт с формуемым листом в последнюю очередь: в местах углов будущего изделия и переходов его поверхности (отверстия 7 на рис. 34 и 3 на рис. 33). В ряде случаев требуются дополнительные каналы на больших плоских поверхностях изделия (например, отверстие 4 на рис. 33), где также может оставаться трудно эвакуируемый воздух. Характерный размер отверстий каналов на формующей поверхности должен быть таким, чтобы не оставлять на формуемом изделии заметных следов. Величина прогиба листа толщиной δ (рис. 37) при вдавливании его в вентиляционное отверстие диаметромd под воздействием разности давлений р под листом и над ним может быть рассчитана по формуле y=(3/16)[pd4/(Еδ 3)](5+v)(l-v), (17)
полученной из хорошо известного решения задачи о напряженно- деформированном состоянии тонкой круглой пластины при равномерно распределенной нагрузке. В этой формуле Е - модуль упругости при растяжении, v - коэффициент Пуансона. Величина у собственно и определяет степень заметности следа на изделии. Таким образом, формально задавшись допустимой величиной у, для листа известной толщины из данного материала по (17) можно рассчитать максимально допустимый диаметр вентиляционного отверстия. Однако при этом возникают неопределенности следующего плана. Во-первых, какую величину у считать допустимой (это чаще всего субъективный фактор особенностей зрительного восприятия). Во-вторых, модель упругости Е сильно зависит от температуры, и даже если эта зависимость известна, сложно достаточно точно предсказать значение температуры листа в процессе утяжки его в отверстие при учете того, что он одновременно с утяжкой интенсивно охлаждается из-за контакта с формой. В связи с этим формула (17) может быть использована лишь для корректной экстраполяции каких-либо известных из практики достоверных данных на конкретный случай, не полностью идентичный по условиям, в которых эти данные получены (например, известен диаметр отверстияd для данного изделия из листа толщиной δ и необходимо определить d1 для этого же изделия при толщине δ 1). Пример практических рекомендаций по выборуdприведен в табл. 1. Необходимо отметить, что ширину вентиляционных щелей следует принимать на 20-30% меньшей, чем указанные здесь диаметры отверстий.
Время деформирования листа, определяющее степень его охлаждения в процессе формования и, следовательно, влияющее на разнотолщинность будущего изделия, зависит от общего гидравлического сопротивления вакуумной магистрали, соединяющей ресивер машины с полостью между формуемым листом и формой, поэтому общее число каналов в первом приближении должно выбираться таким, чтобы их суммарное гидравлическое сопротивление не превышало значительно собственное сопротивление магистрали машины. В таком случае в рабочей (наиболее узкой) части каналов развивается среднерасходовая скорость воздуха, близкая по величине скорости звука в нем v3 = 335 м/с. Имея в виду этот режим истечения воздуха и задаваясь временем формованияt, можно рассчитать необходимое число отверстий n из очевидного соотношения (nd2/4)nv3 = uV/t, ' (6.6) где V — объем отводимого воздуха; a — коэффициент запаса, учитывающий тот факт, что в процессе формования облегающий формующую поверхность лист может перекрыть (закупорить) значительную часть отверстий и на финишной стадии формования произойдет крайне нежелательное снижение скоростей деформирования листа, если общее число отверстий n не будет принято со значительным запасом; значение a целесообразно принимать равным 8—10. Ниже приводятся ориентировочные значения числа цилиндрических отверстийnв зависимости от объема отводимого воздуха V:
При любых конфигурации, и размерах вентиляционных отверстий необходимо выполнять их с минимально возможной длиной с целью минимизации их гидравлического сопротивления. Длина их принимается, как правило, не более (10÷ 15) d. Отдельные потоки воздуха от каждого вентиляционного канала объединяются и отводятся из формы системой дренажных каналов. Проходные сечения дренажных каналов принимаются такими, чтобы их гидравлическое сопротивление было ничтожно малым по сравнению с сопротивлением вентиляционных каналов. На рис. 33 система дренажных каналов включает в себя полость 5, радиальные отверстия 6 и центральное отверстие 7. От вентиляционной щели 3 воздух отводится кольцевым 8 и тремя радиальными 9 каналами, из которых воздух поступает в камеру 10 и далее в радиальные 11 и центральное 7 отверстия. Возможный вариант системы дренажных каналов в многогнездных матрицах показан на рис. 36. Вентиляционные отверстия 5 сообщаются с первичными каналами6, которые объединены в группы кольцевыми каналами 7 трапецеидального сечения, профрезерованными на изнаночной поверхности матрицы. Эти последние сообщаются друг с другом также профрезерованными каналами типа8. Воздух отводится через один или несколько штуцеров 9. Система охлаждения Подобно раздувным формам система охлаждения может быть выполнена как непосредственно в формообразующей детали (например, сверленые отверстия или заформованные змеевики), так и в специальных охлаждающих плитах как канального (поз.10 на рис. 34), так и полостного (поз. 12 на рис. 35) типов. Плиты с канальной системой охлаждения могут быть выполнены не сверлением в них отверстий, а напайкой на них трубчатых змеевиков (например, напайкой на нижнюю сторону плиты 2 на рис. 33). В последнем случае необходимо обеспечивать надежную герметизацию мест крепления формообразующих элементов к охлаждающим плитам. Для форм, работающих в интенсивном режиме, целесообразно выполнять поверочный расчет системы охлаждения. Он может выполняться принципиально так же, как и для литьевых форм
Блок 3. Технологическая оснастка упаковочного производства Классификация технологической оснастки, используемой в производстве полимерной тары и упаковки. Требования к материалам для изготовления форм. Классификация технологической оснастки, применяемой в производстве полимерной тары и упаковки Оснастку, используемую в производстве полимерной тары и упаковки можно разделить на следующие группы: для изготовления тары и деталей упаковки методами прессования; для изготовления тары и деталей упаковки методом литья под давлением; оснастка для получения упаковочных материалов (пленок, листов, рулонных материалов) методом экструзии, а также трубчатых заготовок для раздувной тары; оснастка для производства тары методом раздува; оснастка для производства тары и деталей упаковки из листовых материалов методами термоформования, штампования и холодной вытяжки; оснастка для производства тары и деталей упаковки ротационным формованием; оснастка для производства тары и деталей упаковки из газонаполненных материалов; оснастка для производства упаковки из пленочных материалов.
В каждой группе можно выделить: а) формующий инструмент (в зависимости от группы) — это формы, экструзионные головки, вырубные штампы, воротники, формующие трубы; б) вспомогательные устройства — это устройства для удаления облоя, нагрева заготовок, извлечения отформованных изделий; в) вспомогательный инструмент — это сопла, наконечники, сварочные губки, клеммы, отрезные ножи и т.д. Формующий инструмент – представляет собой сменный инструмент машин, перерабатывающих полимерные материалы в таро-упаковочные изделия, то есть гидравлических прессов, термопластавтоматов (литьевых машин), червячных прессов (экструдеров), вакуумформовочных машин, экструзионно-раздувных агрегатов, машин для ротационного формования, фасовочно-упаковочных автоматов. С помощью формующего инструмента полимерный материал приобретает форму изделия или заготовки изделия, поэтому его рассчитывают и проектируют, исходя из конфигурации, размеров и материала изделия (заготовки). Формующий инструмент проектируют отдельно от технологической машины, но обязательно ориентируясь на ее технические параметры и предельные возможности. Например, у гидравлических прессов обязательно учитывает номинальное усилие прессования, размеры плит и расстояние между плитами. У литьевых машин учитывают объем впрыска, усилие запирания, пластикационную производительность, размеры подвижной и неподвижной плит и расстояние между ними в крайних положениях. У экструзионно-раздувных агрегатов учитывают размеры плит и расстояние между ними, усилие смыкания. У экструдеров учитывают производительность, давление экструзии, присоединительные размеры устройств, необходимых для крепления формующей головки. В технологической оснастке, используемой в производстве полимерной тары и упаковки особая роль принадлежит формующему инструменту, так как он во многом определяет производительность оборудования, придает изделиям требуемую конфигурацию, размеры и текстуру. А формующий инструмент это в основном формы, название которых определяется методом изготовления тары из полимерных материалов, то есть для прессования это пресс-формы, для литья под давлением это литьевые (инжекционные) формы, для раздувного формования это выдувные формы и т.д. В каждом методе есть его разновидности, что отражается соответственно и в названии формы. Например, пневматическая или вакуумная форма для пневмо- или вакуумформования, экструзионно-выдувная или инжекционно-выдувная и т.д.
Основные типы форм, используемых в производстве полимерной тары и упаковки Формы для прессования или пресс-формы: а) Пресс-форма компрессионная. Применяется для изготовления тары и деталей упаковки из реактопластов толстостенной, невысокой точности, несложной конфигурации. б) Пресс-форма литьевая. Применяется для изготовления тароупаковочных изделий из термопластов и реактопластов ограниченной массы и размеров, но высокой точности. Часто это укупорочные средства и функциональные изделия с резьбой. Популярное:
|
Последнее изменение этой страницы: 2016-05-28; Просмотров: 1283; Нарушение авторского права страницы



 После предварительного разогрева листовой полимерной заготовки 2 до высокоэластического состояния с помощью нагревательного устройства 1 на поверхность заготовки устанавливается пневмокамера 4, куда подается сжатый воздух под определенным давлением. Под действием давления сжатого воздуха заготовка деформируется и плотно прижимается к поверхностям 3. Воздух из внутренней поверхности формы в процессе формования удаляется через специальные каналы 5.
После предварительного разогрева листовой полимерной заготовки 2 до высокоэластического состояния с помощью нагревательного устройства 1 на поверхность заготовки устанавливается пневмокамера 4, куда подается сжатый воздух под определенным давлением. Под действием давления сжатого воздуха заготовка деформируется и плотно прижимается к поверхностям 3. Воздух из внутренней поверхности формы в процессе формования удаляется через специальные каналы 5.