|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Системы центрирования форм. Назначение и классификация.
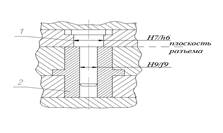
Так как пресс-формы располагаются в основном вертикально и их подвижная часть перемещается по вертикали, то центрирующие системы также располагаются вертикально и обычно представляет собой пару — направляющая колонка, направляющая втулка. Этих пар должно быть не менее двух, причем, как правило, разного диаметра. Конфигурация направляющей колонки зависит от количества плоскостей разъема.
1 - колонка, 2 - втулка
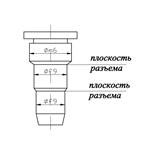
Если в пресс-форме имеются две плоскости разъема, то одна часть колонки выполняется для запрессовки в обойму пуансона, а две части под центрирование в контакт с направляющими втулками. Количество направляющих втулок соответствует количеству плоскостей разъема. Направляющие колонки и втулки располагают как можно дальше от формующих гнезд пресс-формы, ближе к периферии формы. Высота заходной части колонки должна быть не менее высоты выступающей части пуансона, так как колонки со втулками должны вступать в контакт первыми при смыкании пресс-формы до начала захода пуансона в матрицу (загрузочную камеру). Обычно, в центрирующей паре материал колонок и втулок, а так же их термообработка выбираются таким образом, чтобы втулка изнашивалась быстрее, так как она дешевле в изготовлении и легче заменяема. Центрирующие системы литьевых форм Помимо традиционных направляющих колонок и втулок используются также некоторые другие элементы для центрирования форм. При конструировании литьевой формы необходимо учитывать ее горизонтальное расположение. Поэтому к системам центрирования литьевых форм предъявляют более жесткие требования. Для литьевых форм используется также центрирование по коническим поверхностям, выполняемым на деталях конструктивного назначения (обоймах пуансонов и матриц). Вариант центрирования по коническим поверхностям
1 - матрица, 2 - пуансон, 3 - обойма матриц, 4 - обойма пуансона, 5 - изделие, 6 – выталкиватель, А - центрирующая поверхность Часто центрирующие поверхности выполняются на специальных вставках, материал которых должен отличаться высокой твердостью и изностойкостью. Эти вставки должны легко заменяться.
1, 2- съемные центрирующие вставки, 3 - обойма, 4 - обойма пуансона, 5 - болт для крепления вставки к обойме, А - центрирующая поверхность, образованная двумя вставками Для литьевых форм, в которых опорные и прочие плиты имеют прямоугольную или квадратную форму целесообразно в качестве центрирующих элементов использовать центрирующие планки. Любые центрирующие элементы, в том числе направляющие колонки и втулки должны располагаться на периферии формы, как можно дальше от формующих гнезд, чтобы не мешать съему изделия. Классификация экструзионных головок, используемых в производстве тары и упаковочных полимерных материалов. 1. По направлению выхода изделия: а) прямоточные; б) угловые. В прямоточных головках ось изделия на выходе из головки совпадает с осью червяка. В угловых головках изделие выходит под углом относительно оси червяка машины. Головки для получения пленки методом раздува и головки для получения емкостей методом раздува имеют угол равный 900. 2. По способу обогрева и конструкции обогревающих устройств: а) головки с рубашками (паровыми или водяными); б) головки с электрическим обогревом. 3. По типу получаемого изделия: а) головки кольцевого сечения для получения трубчатых заготовок или рукавной пленки; б) плоско-щелевые для получения листовых и рулонных материалов. 4. По способу изготовления: а) цельно-литые; б) цельно-сварные; в) сборные (наиболее распространенные). 5. По способу крепления к цилиндру экструдера: а) головки с фланцевым креплением; б) с байонетным креплением; в) со стяжными полукольцами. 6. По величине давления в головке при продавливании через нее расплава: а) головки низкого давления (до 6 МПа, для получения толстого листа); б) головки среднего давления (6-20 МПа для тонкого листа и рулонных материалов); в) головки высокого давления (более 20 МПа), для получения пленки методом раздува. Популярное:
|
Последнее изменение этой страницы: 2016-05-28; Просмотров: 1814; Нарушение авторского права страницы