|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Система вентиляции оформляющих полостей
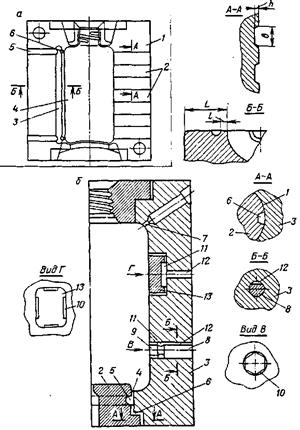
При экструзии с раздувом эта система имеет гораздо большее значение, чем при литье под давлением. Если при заполнении литьевой формы из нее вытесняется объем воздуха, равный объему поступающего в нее расплава (т.е. объему материала изделия), то при раздуве также за весьма короткий отрезок времени из оформляющей полости необходимо удалить объем воздуха, в десятки раз превышающий объем материала изделия, так как сами изделия полые. Приемы, обеспечивающие удаление воздуха из оформляющей полости в атмосферу, довольно разнообразны. Наиболее распространенным является прием, принципиально невозможный при литье под давлением. Вязкость формуемого при раздуве расплава значительно выше, чем при литье под давлением, а нормальные напряжения, прижимающие расплав к формующей поверхности, в сотни раз меньше. По этой причине расплав не способен воспроизводить все микронеровности формующей поверхности, если она выполнена матовой (шероховатой). Через микроканалы, образованные шероховатойформующей поверхностью и поверхностью расплава, воздух, зажатый в тупиковых областях (например, областях Б и В на рис. 29), может отводиться к месту смыкания полуформ Г, откуда также через микроканалы, образованные при контакте поверхностей смыкания полуформ, он отводится в атмосферу. Такой способ вентиляции формы называют естественной вентиляцией. Ее интенсифицируют, применяя обработку формующей поверхности и поверхности смыкания, создающую сильно развитую шероховатость их с весьма малыми размерами микронеровностей. Для форм из алюминия и сплавов цветных металлов это может быть пескоструйная обработка. Стали такой обработке поддаются гораздо труднее, для них можно использовать электроэрозионную обработку поверхностей. Рис. 29. Удаление воздуха из замкнутых раздувающейся заготовкой полостей Б и В: 1, 2 — полуформы; Г — поверхность их смыкания Участок микроканалов у поверхностей смыкания имеет значительное гидравлическое сопротивление. Его уменьшают, прошлифовывая на этих поверхностях 1 каналы 2, как это показано на рис. 30, а. Высота h и ширина Ъ каналов составляют 0, 1-0, 3 мм и 5-30 мм соответственно в зависимости от габаритов изделия и толщины заготовки (большим их значениям соответствуют большие величины b и h). Гидравлическое сопротивление микроканалов на поверхности смыкания уменьшают и иным образом (см. рис. 30, а): выполняя на этой поверхности дренажный канал 3 на расстоянии 4-10 мм от оформляющей полости 4. Дренажный канал соединен с каналами 5, отводящими воздух в атмосферу. Из-за большого сечения каналов 3 и 5 гидравлическое сопротивление их ничтожно мало по сравнению с сопротивлением микроканалов, так что при выполнении дренажа это последнее сопротивление уменьшается во столько раз, во сколько раз размер I меньше размера L. Помимо дренажного канала в тупиковых местах скопления воздуха (типа Б на рис. 29) выполняют дополнительно и отверстия Б (см. рис. 30, а) диаметром 0, 1 - 0, 3 мм. Рис. 30. Способы вентиляции оформляющей полости. Пояснения в тексте Когда требуется получать изделия с высоким глянцем поверхности, формующую полость качественно полируют, и естественная вентиляция становится невозможной. В этом случае вентиляционные каналы выполняют не только на поверхности смыкания, но и в теле формы. Для их выполнения используют прежде всего поверхности стыка отдельных деталей, например, поверхность 1 стыка пресс-канта 2и полуматрицы 3, как это показано на рис. 30, б. Непосредственно у оформляющей полости этот стык выполняется с кольцевым зазором 4, равным 0, 1-0, 2 мм, который и служит вентиляционным каналом. Ниже его расположен кольцевой же дренажный канал 5, соединенный с атмосферой профрезерованным в теле пресс-канта отводящим каналом 6. В тупиковых углах оформляющей полости выполняются цилиндрические каналы 7 (подобные каналам 6 на рис. 30, а). Рабочую длину их с малым диаметром принимают минимальной как с целью уменьшения гидравлического сопротивления так и для упрощения изготовления. Вводятся в тело полуматрицы также различные вставки, образующие в нем вентиляционные и дренажные каналы. Например, вставка 8 своим шестигранным хвостовиком 9 образует с цилиндрическим отверстием в матрице шесть вентиляционных щелей 10, соединенных с дренажным 11 и отводящим 12 каналами. Подобные же каналы 10, 11 и 12 образуются прямоугольной вставкой 13. Приемы вентиляции не ограничены рассмотренными здесь примерами. Пресс-канты раздувных форм. за пресс-кантом, образуется обеими половинами формы при их смыкании. Глубина кармана в каждой половине формы должна составлять около одной толщины стенки изделия. Применяются также формы с односторонними зажимными карманами.
Размеры режущей кромки формы (h – толщина заготовки): Популярное:
|
Последнее изменение этой страницы: 2016-05-28; Просмотров: 748; Нарушение авторского права страницы