|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Функциональные системы форм для раздувного формования.
Раздувные формы включают в себя ряд групп (систем) деталей и элементов их конструкций, отличающихся друг от друга своим назначением, причем часть этих систем является обязательной для любой формы; другие же системы вводятся в конструкцию формы в случае возникновения необходимости в них. К категории обязательных систем относятся: 1) система формообразующих деталей (полуматрицы, формующие знаки); 2) система пресс-кантов; 3) система охлаждения; 4) система вентиляции; 5) направляющая система. К категории необязательных систем относятся: 1) автономная система запирания полуформ; 2) система выталкивания; 3) система отделения грата от изделия. 1. Система формообразующих деталей. Предназначена для воздействия на полимерный материал и придания ему требуемой формы. К формообразующим деталям относятся: матрицы, пуансоны, формующие знаки, вставки и вкладыши. Частный случай формующего знака – резьбовой знак, как внутренний, так и наружный. Матрица формует наружную поверхность изделия, а пуансон – внутреннюю. 1. Система пресс-кантов Пресс-канты предназначены для пережима заготовки. Основным рабочим органом пресс-канта является отжимная кромка, отделяющая излишки заготовки от формующего изделия. При правильно выбранной ее геометрии обеспечиваются не только проч-ность изделия в месте отделения этих излишков (облоя), но и минимальная толщина перемычки (грата) между изделием и облоем. 2. Система охлаждения Система охлаждения формы ответственна за равномерное, интенсивное охлаждение изделия по всему ее объему. Представляют собой замкнутый контур сверленных отверстий с охлаждающей жидкостью. 3. Система вентиляции Предназначена для удаления воздуха из оформляющей полости при раздуве. Через микроканалы, образованные шероховатой формующей поверхностью и поверхностью расплава, воздух, зажатый в тупиковых областях, может отводиться к месту смыкания полуформ, откуда также через микроканалы, образованные при контакте поверхностей смыкания полуформ, он отводится в атмосферу. 4. Направляющая система Предназначена для обеспечения заданного взаимного положения деталей и прежде всего формообразующих при смыкании формы, а также. Система центрирования – это чаще всего направляющие колонки и направляющие втулки. Эти детали должны вступать в контакт первыми при смыкании формы. Системы охлаждения и вентиляции раздувных форм. Назначение и классификация. Система охлаждения Конфигурация и технология изготовления каналов системы охлаждения, определяются технологией изготовления формообразующих деталей. Если последние изготавливаются путем обработки резанием из сталей, то каналы выполняются так же, как и в литьевых формах, т.е. в виде замкнутого контура сверленых отверстий или фрезерованных полостей. При изготовлении полуматриц заливкой в них заформовывается спрофилированный требуемым образом змеевик или применяются другие варианты систем, рассмотренные ниже. Если форма проектируется для изготовления крупной серии изделий на высокопроизводительном агрегате, то необходимо в ее конструкции предусматривать гораздо более интенсивное охлаждение пресс-кантов по сравнению с основным телом формы. В таких формах, как правило, предусматривают самостоятельные, изолированные системы каналов для пресс-кантов и тела формы с независимым регулированием расхода охлаждающей воды. При выполнении пресс-кантов в виде самостоятельных деталей это вполне технически осуществимо. В теле пресс-кантов предпочтительно выполнение каналов в виде полостей с большой поверхностью теплообмена, расположенной по возможности ближе к рабочим поверхностям карманов, как это показано на рис. 24. Среди различных конструктивных вариантов систем охлаждения можно выделить несколько типов, отличающихся по тому или иному признаку: 1) по месту расположения каналов - а) выполненные непосредственно в теле полуматриц; б) выполненные в теле специальных охлаждающих плит, крепящихся к телу полуматриц; 2) по конфигурации каналов - а) канальные, состоящие из ряда сообщающихся цилиндрических каналов (сверленных в теле или заформованных в него в виде змеевика); б) полостные, состоящие из одной или нескольких сообщающихся полостей с развитой поверхностью; 3) по характеру течения воды в каналах (полостях) - а) системы с монолитным потоком; б) системы с разбрызгиванием воды из коллектора на поверхность полости. Выбор того или иного из этих типов определяется в основном конфигурацией, толщиной стенок и габаритами изделия. Системы, выполненные в отдельных охлаждающих плитах, достаточно распространены по следующим причинам. Во-первых, несмотря на отмеченное многообразие технологий изготовления полуматриц, преобладающим являются изготовление из алюминиевых отливок резанием или непосредственное литье без заформовки змеевиков. При выполнении же каналов в таких полуматрицах резанием, как отмечалось, пористость отливок может приводить к проникновению воды к формообразующей поверхности. Во-вторых, исполнение системы каналов или полостей в самостоятельной детали простой конфигурации (плоской плиты) более просто.
Рис. 26. Охлаждающая плита с системой сверленых каналов: 1 — продольные каналы; 2 — поперечные каналы; 3 — пробки.
Плиты со сверлеными каналами выполняются так, как это показано на рис. 26. С целью обеспечения последовательного протекания всего потока жидкости по каждому продольному каналу 1 в поперечный канал 2 вставляются фигурные пробки 3. Такой последовательный, а не параллельный характер течения в каналах обеспечивает более однородное распределение интенсивности теплосъема по всей площади плиты несмотря на то, что, казалось бы, из-за нагрева воды при прохождении по каналам интенсивность теплосъема в правом нижнем углу должна быть ниже, чем в левом верхнем. Дело в том, что из-за незначительных различий размеров продольных каналов гидравлическое сопротивление их различно и, следовательно, различны расходы в каналах при параллельном их соединении. В процессе эксплуатации в каналах с меньшим расходом более интенсивно образование отложений, что усугубляет неоднородность интенсивности теплосъема. Наконец, воздух, попавший в верхний поперечный канал (например, путем десорбции из поступающей в плиту воды), может при параллельном соединении продольных каналов блокировать часть из них. Применение систем охлаждения рассмотренной конструкции ограничено плитами малых и средних размеров (до 350-400 мм) из-за осложнений, возникающих при сверлении на большую глубину. В средних и больших плитах предпочтительно выполнять камерную систему охлаждения. Камерные конструкции плит состоят по крайней мере из двух, чаще из трех элементарных плит (рис. 27): двух крышек 1 и средней фигурной плиты 2 с размещенными меж ними уплотнениями 3, плита же 2 имеет два отверстия 4 для подвода и отвода воды. При больших размерах плит их герметизация (например, по типу, показанному на рис. 27) становится ненадежной, так как даже незначительное избыточное давление в камере с монолитным потоком жидкости вызывает очень большие распорные усилия. Система же с разбрызгиванием (рис. 28) позволяет поддерживать в камере атмосферное или даже несколько меньшее давление, что повышает надежность герметизации камеры. Рис. 27. Охлаждающая плита камерной системы: 1 — крышки; 2 — фигурная плита с перемычками 2'; 3 — уплотнение; 4 — отверстие для ввода воды
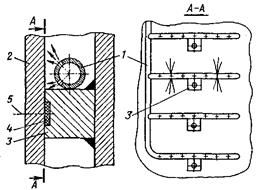
Рис. 28. Элементы конструкции охлаждающей плиты с разбрызгиванием: 1 — трубка с отверстиями для разбрызгивания; 2 — крышка плиты, контактирующая с формой; 3 — проставка; 4 — уплотнение; 5 — винт крепежа крышки к проставке
Конструкция охлаждающей плиты с разбрызгиванием близка по конструкции показанной на рис. 27, однако средняя плита в этом случае не имеет перемычек 2. В полости плиты размещена трубка 1 (см. рис. 28), имеющая ряд горизонтальных ответвлений, через которые разбрызгивается подаваемая в трубку 1 вода, причем разбрызгивается она на ту из крышек 2, которая контактирует с раздувной формой. Стекая по поверхности этой крышки, вода самотеком входит из полости плиты через расположенное внизу отверстие. В полости при этом имеет место практически атмосферное давление. Горизонтальные ответвления трубки 1 укреплены на проставках 3, количество и расположение которых выбирают из соображений достаточной общей жесткости плиты в сборе. Популярное:
|
Последнее изменение этой страницы: 2016-05-28; Просмотров: 1058; Нарушение авторского права страницы