|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Кафедра информационных систем и технологийСтр 1 из 27Следующая ⇒
Кафедра информационных систем и технологий Буть С.В., Яничкин В.В. ТЕХНОЛОГИЯ ЭЛЕКТРОННОЙ АППАРАТУРЫ
Конспект лекций для студентов дневной и заочной форм обучения по специальности: I-38.02.01 - информационно-измерительная техника,
Гродно 2011 СОДЕРЖАНИЕ
1. ОСНОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ……………………………………………………………………………….…….4 1.1. Конструктивно-технологические особенности электронной аппаратуры ……...4 1.2. Структура производственного процесса, виды и типы технологических процессов ……………………………………………………………………………….6
2. ТЕХНОЛОГИЯ КОМУТАЦИОННЫХ ПЛАТ ……………………………………………….11 2.1. Конструктивно технологические требования, предъявляемые к платам и печатному монтажу ……………………………………………………………….11 2.2. Классификация плат и методов их изготовления ………………………………..13 2.3. Материалы для изготовления печатных плат …………………………………... 16 2.4. Формирование рисунка схемы ………………………………………………….…. 17 2.5. Травление меди с пробельных мест …………………………………………….… 24 2.6. Химическая и электрохимическая металлизация …………………………….…26 2.7. Механическая обработка печатных плат ………………………………………... 29 2.8. Технология односторонних и двусторонних печатных плат …………………....31 2.9. Технология многослойных печатных плат ………………………………………37 2.10. Технология проводных плат ………………………………………………………46 2.11. Платы микроэлектронной аппаратуры ………………………………………….52 2.12. Контроль качества и диагностика плат …………………………………………56
3. ТЕХНОЛОГИЯ ЭЛЕКТРИЧЕСКИХ СОЕДИНЕНИЙ ………………………………………62 3.1. Методы создания монтажных соединений ………………………………………..62 3.2. Физико-химическое содержание процесса пайки ………………………………..66 3.3. Припои, флюсы, пасты ………………………………………………………………81 3.4. Технологические основы индивидуальной пайки …………………………….....87 3.5. Контроль качества паяных соединений …………………………………………..91 3.6. Физико-технологическое содержание сварки …………………………………....96 3.7. Монтажная микросварка …………………………………………………………...99 3.8. Накрутка и обжимка ……………………………………………………………….. 102 4. ТЕХНОЛОГИЯ РАЗЪЕМНЫХ И НЕРАЗЪЕМНЫХ СОЕДИНЕНИЙ …………………107
4.1. Классификация механических соединений и области их применения ………107 4.2. Разъемные соединения ……………………………………………………………..108 4.3. Неразъемные соединения ………………………………………………………..…110 4.4. Пайка механических соединений ………………………………………………….114 4.5. Конструкционная сварка ………………………………………………………...…116 5. СБОРКА ЭЛЕКТРОННЫХ БЛОКОВ НА ПЕЧАТНЫХ ПЛАТАХ ……………………….121
5.1. Структура технологического процесса сборки …………………………….……121 5.2. Подготовка ЭРЭ и ИМС к монтажу …………………………………………...…122 5.3. Установка компонентов на платы ……………………………………………..…126 5.4. Автоматическое оборудование для сборки ………………………………………129 5.5. Технология поверхностного монтажа …………………………………………….132
6. ГРУППОВАЯ ПАЙКА БЛОКОВ …………………………………………………………….137 6.1. Классификация способов групповой пайки …………………………………..…137 6.2. Пайка погружением …………………………………………………………………138 6.3. Волновые способы пайки ………………………………………………………..…140 6.4. Пайка групповым инструментом …………………………………………………144 6.5. Пайка летучим теплоносителем ……………………………………………..……146 6.6. Подготовительно-заключительные операции при групповой пайки ……..…148 7. ВНУТРИБЛОЧНЫЙ И МЕЖБЛОЧНЫЙ МОНТАЖ …………………………………..…153 7.1. Технические требования к монтажу …………………………………………..…153 7.2. Подготовка проводов к монтажу ………………………………………………….155 7.3. Технология жгутового монтажа ………………………………………………..…158 8. ТЕХНОЛОГИЯ РЕГУЛИРОВКИ И ТРЕНИРОВКИ …………………………………….164 8.1. Методы регулировки …………………………………………………………...…164 8.2. Технологическая тренировка и испытания ………………………………….…165
ЛИТЕРАТУРА …………………………………………………………………………….169
1. ОСОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ТЕХНОЛОГИЯ КОМУТАЦИОННЫХ ПЛАТ 2.1. Конструктивно технологические требования, предъявляемые к платам и Печатному монтажу. Печатные платы – это элементы конструкции, которые состоят из плоских проводников в виде участков металлизированного покрытия, размещенных на диэлектрическом основании и обеспечивающих соединение элементов электрической цепи. Они получили широкое распространение в производстве модулей, ячеек и блоков ЭА. Печатным монтажом называется совокупность плоских проводников, нанесенных на изоляционное основание и обеспечивающих требуемое соединение элементов в электрической цепи. Применение печатного монтажа по сравнению с объемным позволяет: · увеличить плотность монтажных соединений и обеспечить миниатюризацию изделий; · обеспечить унификацию и стандартизацию конструктивных и технологических решений; · увеличить надежность за счет резкого сокращения числа паяных соединений в изделии; · гарантировать стабильность электрических характеристик; · улучшить вибропрочность, теплоотдачу и стойкость к климатическим · автоматизировать операции сборки и монтажа ЭА, уменьшить трудоемкость и снизить стоимость изделия. К недостаткам печатного монтажа следует отнести сложность внесения изменений в конструкцию изделия, ограниченную ремонтопригодность, повышенный расход цветных металлов. Элементами ПП являются диэлектрическое основание, металлическое покрытие в виде рисунка печатных проводников и контактных площадок, монтажные и фиксирующие отверстия. Они должны соответствовать требованиям ГОСТ 23752–86 и отраслевых стандартов. Диэлектрическое основание ПП или МПП должно быть однородным по цвету, монолитным по структуре и не иметь внутренних пузырей и раковин, посторонних включений, сколов, трещин и расслоений. Допускаются отдельные вкрапления металла, царапины, следы от удаления одиночных не вытравленных участков, точечное и контурное просветление, проявление структуры материала, которые не ухудшают электрических параметров ПП и не уменьшают минимально допустимых расстояний между элементами проводящего рисунка. Проводящий рисунок должен быть четким, с ровными краями, без вздутий, отслоений, подтравливаний, разрывов, темных пятен, следов инструмента и остатков технологических материалов. Допускаются: отдельные местные протравы не более 5 точек на 1 дм2 при условии, что оставшаяся ширина проводника соответствует минимально допустимой по чертежу; риски глубиной не более 25 мкм и длиной до 6 мм; отслоение проводника в одном месте на длине не более 4 мм; остатки металлизации на пробельных участках, не уменьшающие допустимых расстояний между элементами. Для повышения коррозионной стойкости и улучшения паяемости на поверхность проводящего рисунка наносят электролитическое покрытие, которое должно быть сплошным, без разрывов, отслоений и подгаров. В отдельных случаях допускаются: участки без покрытия площадью не более 2 мм2 на проводник, но не более 5 на плате; местные наросты высотой не более 0, 2 мм; потемнение и неоднородность покрытия, не ухудшающие паяемость; отсутствие покрытия на торцах проводников. Монтажные и фиксирующие отверстия должны быть расположены в соответствии с требованиями чертежа и иметь допустимые отклонения, определяемые классом точности ПП. Для повышения надежности паяных соединений внутреннюю поверхность монтажных отверстий покрывают слоем меди толщиной не менее 25 мкм. Покрытие должно быть сплошным, без включений, пластичным, с мелкокристаллической структурой и прочно сцепленным с диэлектрическим основанием. Оно должно выдерживать токовую нагрузку 25 А/мм2 в течение 3 с при нагрузке на контакты 1, 0 – 1, 5 Н и четыре (для МПП – три) перепайки выводов без изменения внешнего вида, подгаров и отслоений. Контактные площадки представляют собой участки металлического покрытия, которые соединяют печатные проводники с металлизацией монтажных отверстий. Их площадь должна быть такой, чтобы не было разрывов при сверлении и остался гарантийный поясок меди шириной не менее 50 мкм. Разрывы контактных площадок не допускаются, так как при этом уменьшается токонесущая способность проводников и адгезия к диэлектрику. Допускается частичное отслоение отдельных (до 2 %) контактных площадок вне зоны проводников и их ремонт с помощью эпоксидного клея. Контактные площадки монтажных отверстий должны равномерно смачиваться припоем за время 3–5 с и выдерживать не менее трех (для МПП – двух) перепаек без расслоения диэлектрика, вздутий и отслаивания. В процессе производства происходит деформация ПП, которая приводит к их изгибу и скручиванию, затрудняющим последующую сборку. Величина деформации определяется механической прочностью фольгированных диэлектриков, характером напряженного состояния после стравливания фольги, правильностью режимов нагрева и охлаждения. На платах толщиной 0, 8 мм и менее деформация не контролируется, при толщинах 1, 5– 3 мм деформация на 100 мм длины не должна превышать: для МПП 0, 4– 0, 5 мм, для ДПП на стеклотекстолите 0, 6–0, 9, на гетинаксе 0, 6–1, 5 мм. При воздействии на ПП повышенной температуры (260 – 290 °С) в течение 10 с не должно наблюдаться разрывов проводящего покрытия, отслоения от диэлектрического основания. ТП изготовления ПП не должен ухудшать электрофизических и механических свойств применяемых конструкционных материалов. Сопротивление изоляции между двумя рядом расположенными элементами ПП при минимальном расстоянии между ними 0, 2–0, 4 мм не должно быть для стеклотекстолита меньше: · 10000 МОм при нормальных климатических условиях (температура (25+1)°С, относительная влажность (65±15) %, атмосферное давление 96–104 кПа); · 1000 МОм после воздействия (2ч) температуры (60+2)°С и 300 МОм после воздействия (2ч) температуры (85±2) °С; · 20 МОм после пребывания в течение 4 суток в камере с относительной влажностью (93±3) % при температуре (40±2) °С; · 5 МОм после 10 суток; · 1 МОм после 21 суток. Восстановление первоначального значения сопротивления изоляции должно происходить в течение суток. Электрическая прочность изоляции при том же расстоянии между элементами проводящего рисунка не нарушается при напряжениях: 700 В в нормальных условиях; 500 В после воздействия относительной влажности (93±3) % при температуре (40±2) °С в течение 2 сут; 350 и 150 В после воздействия пониженного давления (53, 6 и 0, 67 кПа соответственно). Для внутренних слоев МПП указанные значения испытательного напряжения увеличиваются на 15 %. Плотность монтажа определяется шириной проводников и расстоянием между ними. В соответствии с ГОСТ 23751– 86 для ПП установлено пять классов плотности монтажа, допускающих минимальную ширину и зазоры между проводниками: 0, 75; 0, 45; 0, 25; 0, 15; 0, 10 мм. Трассировку рисунка схемы проводят по координатной сетке с шагом 2, 5 и 1, 25 мм по ГОСТ 10317–77, а также 0, 625 мм. Минимальные диаметры отверстий, расположенных в узлах координатной сетки, зависят от максимального диаметра вывода навесного элемента (dвыв), наличия металлизации и толщины платы. Высокие конструктивно-технологические требования предъявляются к печатному монтажу блоков ЭВМ, где увеличение производительности ЭВМ находится в непосредственной зависимости от возможностей сокращения длины связей между логическими элементами, так называемой конструктивной задержки сигнала. Это достигается более плотной компоновкой ИМС на плате и прогрессирующим повышением плотности печатного монтажа. Формирование рисунка схемы.
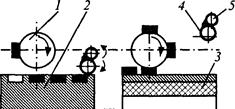
Нанесение рисунка схемы или защитного рельефа требуемой конфигурации необходимо при осуществлении процессов металлизации и травления. Рисунок должен иметь четкие границы с точным воспроизведением тонких линий, быть стойким к травильным растворам, не загрязнять платы и электролиты, легко сниматься после выполнения своих функций. Перенос рисунка печатного монтажа на фольгированный диэлектрик осуществляют методами сеткографии, офсетной печати и фотопечати. Выбор метода зависит от конструкции платы, требуемой точности и плотности монтажа, серийности производства. Сеткографический метод нанесения рисунка схемы наиболее рентабелен для массового и крупносерийного производства плат при минимальной ширине проводников и расстоянии между ними > 0, 5 мм, точность воспроизведения изображения ±0, 1 мм. Суть заключается в нанесении на плату специальной кислотостойкой краски путем продавливания ее резиновой лопаткой (ракелем) через сетчатый трафарет, в котором необходимый рисунок образован открытыми ячейками сетки (рис. 2.4). Для изготовления трафарета используют металлические сетки из нержавеющей стали с толщиной проволоки 30–50 мкм и частотой плетения 60–160 нитей на 1 см, металлизированного нейлонового волокна, имеющего лучшую эластичность, с толщиной нити 40 мкм и частотой плетения до 200 нитей на 1 см, а также из полиэфирных волокон и капрона Одним из недостатков сеток является их растяжение при многократном использовании. Самой большой стойкостью обладают сетки из нержавеющей стали (до 20 тыс. отпечатков), металлизированных пластмасс (12 тыс.), полиэфирных волокон (до 10 тыс.), капрона (5 тыс.).
Рис. 2.4. Принцип трафаретной печати. 1 – ракель; 2 – трафарет; 3 – краска; 4 – основание.
Изображение на сетке получают с помощью экспонирования жидкого или сухого (пленочного) фоторезиста, после проявления которого образуются открытые (свободные от рисунка) ячейки сетки. Трафарет в сеткографической раме устанавливают с зазором 0, 5–2 мм от поверхности платы так, чтобы контакт сетки с поверхностью платы был только в зоне нажатия на сетку ракелем. Ракель представляет собой прямоугольную заточенную полосу резины, установленную по отношению к подложке под углом 60–70°. Для получения рисунка ПП используют термоотверждающиеся краски СТ 3.5; СТ 3.12, которые сушат либо в термошкафу при температуре 60°С в течение 40 мин, либо на воздухе в течение 6 ч, что удлиняет процесс сеткографии. Более технологичными являются фотополимерные композиции ЭП-918 и ФКП-ТЗ с ультрафиолетовым отверждением в течение 10–15с, что является решающим фактором при автоматизации процесса. При однократном нанесении покрытие зеленого цвета имеет толщину 15–25 мкм, воспроизводит рисунок с шириной линий и зазорами до 0, 25 мм, выдерживает погружение в расплав припоя ПОС-61 при температуре 260°С до 10 с, воздействие спиртобензиновой смеси до 5 мин и термоциклирование в интервале температур от – 60 до +120 °С. После нанесения рисунка плату просушивают при температуре 60 °С в течение 5–8 мин, контролируют качество и при необходимости подвергают ретуши. Удаление защитной маски после травления или металлизации осуществляют химическим методом в 5 %-м растворе едкого натра в течение 10–20 с.
Табл. 2.2. Оборудование для трафаретной печати.
Для трафаретной печати используют полуавтоматическое и автоматическое оборудование, отличающееся форматом печати и производительностью (табл. 2.2). Автоматические линии трафаретной печати фирм Chemcut (США), Resco (Италия) имеют автоматические системы подачи и установки плат, движения ракеля и подачи резиста. Для сушки резиста применяют ИК-печитуннельного типа. Офсетная печать применяется для крупносерийного производства ПП при малой номенклатуре схем. Разрешающая способность 0, 5–1 мм, точность получаемого изображения составляет ±0, 2 мм. Суть метода в том, что в клише, несущее изображение схемы (печатные проводники, контактные площадки), закатывается краска. Затем она снимается офсетным валиком, покрытым резиной, переносится, на изоляционное основание и подвергается сушке. Клише и основание платы располагаются друг за другом на основании машины для офсетной печати (рис. 2.5)
Рис.2.5. Схема офсетной печати. 1 – офсетный валик; 2 – клише; 3 – плата; 4 – валик для нанесения краски; 5 – прижимной валик.
Точность печати и резкость контуров определяются параллельностью валика и основания, типом и консистенцией краски. С помощью одного клише можно выполнить неограниченное число оттисков. Производительность метода ограничена длительностью колебательного цикла (нанесение краски – перенос) и не превышает 200–300 оттисков в час. Недостатки метода: длительность процесса изготовления клише, сложность изменения рисунка схемы, трудность получения беспористых слоев, высокая стоимость оборудования. Фотографический метод нанесения рисунка позволяет получать минимальную ширину проводников и расстояния между ними 0, 1–0, 15 мм с точностью воспроизведения до 0, 01 мм. С экономической точки зрения этот способ менее рентабельный, но позволяет получать максимальную разрешающую способность рисунка и поэтому применяется в мелкосерийном и серийном производстве при изготовлении плат высокой плотности и точности. Способ основан на использовании светочувствительных композиций, называемых фоторезистами, которые должны обладать: высокой чувствительностью; высокой разрешающей способностью; однородным по всей поверхности беспористым слоем с высокой адгезией к материалу платы; устойчивостью к химическим воздействиям; простотой приготовления, надежностью и безопасностью применения. Фоторезисты разделяются на негативные и позитивные. Негативные фоторезисты под действием излучения образуют защитные участки рельефа в результате фотополимеризации и задубливания. Освещенные участки перестают растворяться и остаются на поверхности подложки. Позитивные фоторезисты передают рисунок фотошаблона без изменений. При световой обработке экспонированные участки разрушаются и вымываются. Для получения рисунка схемы при использовании негативного фоторезиста экспонирование производят через негатив, позитивного – через позитив. Позитивные фоторезисты имеют более высокую разрешающую способность, что объясняется различиями в поглощении излучения фоточувствительным слоем. На разрешающую способность слоя влияют дифракционное огибание света на краю непрозрачного элемента шаблона и отражение света от подложки (рис. 2.6, а).
Рис.2.6. Экспонирование светочувствительного слоя: а – экспонирование; б – негативный фоторезист; в – позитивный фоторезист; 1 –дифракция; 2 –рассеяние; 3 –отражение; 4 –шаблон; 5 – резист; 6 – подложка. В негативном фоторезисте дифракция не играет заметной роли, поскольку шаблон плотно прижат к резисту, но в результате отражения вокруг защитных участков появляется ореол, который снижает разрешающую способность (рис. 2.6, б). В слое позитивного резиста под влиянием дифракции разрушится и вымоется при проявлении только верхняя область резиста под непрозрачными участками фотошаблона, что мало скажется на защитных свойствах слоя. Свет, отраженный от подложки, может вызвать некоторое разрушение прилегающей к ней области, но проявитель эту область не вымывает, так как под действием адгезионных сил слой опустится вниз, вновь образуя четкий край изображения без ореола (рис. 2.6, в). В настоящее время в промышленности используются жидкие и сухие (пленочные) фоторезисты. Жидкие фоторезисты – коллоидные растворы синтетических полимеров, в частности поливинилового спирта (ПВС). Наличие гидроксильной группы ОН в каждом звене цепи определяет высокую гигроскопичность и полярность поливинилового спирта. При добавлении к водному раствору ПВС бихромата аммония происходит «очувствление» последнего. Фоторезист на основе ПВС наносят на предварительно подготовленную поверхность платы путем окунания заготовки, поливом с последующим центрифугированием. Затем слои фоторезиста сушат в термошкафу с циркуляцией воздуха при температуре 40°С в течение 30–40 мин. После экспонирования осуществляется проявление фоторезиста в теплой воде. Для повышения химической стойкости фоторезиста на основе ПВС применяют химическое дубление рисунка ПП в растворе хромового ангидрида, а затем термическое дубление при температуре 120°С в течение 45–50 мин. Раздубливание (снятие) фоторезиста проводят в течение 3–6 с в растворе следующего состава: – 200–250 г/л щавелевой кислоты, – 50–80 г/л хлористого натрия, – до 1000 мл воды при температуре 20 °С. Достоинства фоторезиста на основе ПВС – низкие токсичность и пожароопасность, проявление с помощью воды. К недостаткам его относят эффект темнового дубления (поэтому срок хранения заготовок с нанесенным фоторезистом не должен превышать 3–6 ч), низкую кислото- и щелочеустойчивость, трудность автоматизации процесса получения рисунка, трудоемкость приготовления фоторезиста, низкую чувствительность. Улучшение свойств жидких фоторезистов (устранение дубления, повышение кислотостойкости) достигается в фоторезисте на основе циннамата. Светочувствительным компонентом фоторезиста этого типа является поливинилциннамат (ПВЦ) – продукт взаимодействия поливинилового спирта и хлорангидрида коричной кислоты. Разрешающая способность его примерно 500 лин/мм, проявление осуществляется в органических растворителях – трихлорэтане, толуоле, хлорбензоле. Для интенсификации процесса проявления и удаления фоторезиста ПВЦ используют ультразвуковые колебания. Диффузия в УЗ-поле сильно ускоряется за счет акустических микропотоков, а образующиеся кавитационные пузырьки при захлопывании отрывают участки фоторезиста от платы. Время проявления сокращается до 10 с, т. е. в 5–8 раз по сравнению с обычной технологией. К недостаткам фоторезиста ПВЦ относятся его высокая стоимость, использование токсичных органических растворителей. Поэтому резисты ПВЦ не нашли широкого применения в изготовлении ПП, а используются главным образом при изготовлении ИМС. Фоторезисты на основе диазосоединений применяют в основном как позитивные. Светочувствительность диазосоединений обусловлена наличием в них групп, состоящих из двух атомов азота N2 (рис. 2.7).
Рис.2.7. Молекулярные связи в структуре диазосоединений.
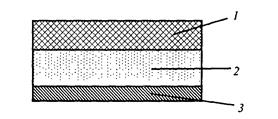
Сушка слоя фоторезиста проводится в две стадии: – при температуре 20°С в течение 15–20 мин для испарения легколетучих компонентов; – в термостате с циркуляцией воздуха при температуре 80 °С в течение 30–40 мин. Проявителями являются растворы тринатрийфосфата, соды, слабых щелочей. Фоторезисты ФП-383, ФН-11 на основе диазосоединений имеют разрешающую способность 350–400 лин/мм, высокую химическую стойкость, однако стоимость их высока. Сухие пленочные фоторезисты марки Riston впервые разработаны в 1968 г. фирмой Du Pont (США) и имеют толщину 18 мкм (красный цвет), 45 мкм (голубой) и 72 мкм (рубиновый). Сухой пленочный фоторезист марки СПФ-2 выпускается с 1975 г. толщиной 20, 40 и 60 мкм и представляет собой полимер на основе полиметилметакрилата 2 (рис.2.8), расположенный между полиэтиленовой 3 и лавсановой / пленками толщиной 25 мкм каждая.
Рис.2.8. Структура сухого фоторезиста.
В СНГ выпускаются следующие типы сухих пленочных фоторезистов: – проявляемые в органических веществах – СПФ-2, СПФ-АС-1, СРФ-П; – водно-щелочные – СПФ-ВЩ2, ТФПК; – повышенной надежности – СПФ-ПНЩ; – защитные – СПФ-З-ВЩ. Перед накаткой на поверхность основания ПП защитная пленка из полиэтилена удаляется и сухой фоторезист наносится на плату валиковым методом (плакирование, ламинирование) при нагреве до 100°С со скоростью до 1 м/мин с помощью специального устройства, называемого ламинатором. Сухой резист полимеризуется под действием ультрафиолетового излучения, максимум его спектральной чувствительности находится в области 350 нм, поэтому для экспонирования используют ртутные лампы. Проявление осуществляется в машинах струйного типа в растворах метилхлорида, диметилформамида. СПФ-2 – сухой пленочный фоторезист, аналогичный по свойствам фоторезисту Riston, допускает обработку как в кислых, так и в щелочных средах и используется при всех методах изготовления ДПП. При его применении необходима герметизация оборудования для проявления. СПФ-ВЩ обладает более высокой разрешающей способностью (100–150 линий/мм), стоек в кислой среде, обрабатывается в щелочных растворах. В состав фоторезиста ТФПК (в полимеризующую композицию) входит метакриловая кислота, улучшающая эксплуатационные характеристики. Для него не требуется термообработка защитного рельефа перед нанесением гальванопокрытия. СПФ-АС-1 позволяет получать рисунок ПП как по субтрактивной, так и по аддитивной технологии, поскольку он стоек и в кислых, и в щелочных средах. Для улучшения адгезии светочувствительного слоя к медной подложке в состав композиции введен бензотриазол. Применение сухого фоторезиста значительно упрощает процесс изготовления ПП, увеличивает процент выхода годных изделий с 60 до 90 %. При этом: – исключаются операции сушки, дубления и ретуширования, а также загрязнения, нестабильность слоев; – обеспечивается защита металлизированных отверстий от затекания фоторезиста; – достигается высокая автоматизация и механизация процесса изготовления ПП и контроля изображения. Установка для нанесения сухого пленочного фоторезиста – ламинатор (рис.2.9) состоит из валиков 2, подающих плату 6 и прижимающих фоторезист к поверхности заготовок, валиков 3 и 4 для снятия защитной полиэтиленовой пленки, бобины с фоторезистом 5, нагревателя 1 с терморегулятором.
Рис.2.9. Схема ламинатора.
Скорость движения заготовки платы достигает 0, 1 м/с, температура нагревателя (105 ±5) °С. Конструкция установки АРСМ 3.289.006 НПО «Ратон» (Беларусь) обеспечивает постоянное усилие прижатия независимо от зазора, устанавливаемого между валиками-нагревателями. Максимальная ширина заготовки ПП 560 мм. Особенностью накатывания является опасность попадания пыли под слой фоторезиста, поэтому установка должна работать в гермозоне. Накатанная пленка фоторезиста выдерживается не менее 30 мин перед экспонированием для завершения усадочных процессов, которые могут вызвать искажение рисунка и уменьшить адгезию. Проявление рисунка осуществляется в результате химического и механического воздействия метилхлороформа. За оптимальное время проявления принимается время, в 1, 5 раза большее, чем необходимо для полного удаления незадубленного СПФ. Качество операции проявления зависит от пяти факторов: времени проявления, температуры проявления, давления проявителя в камере, загрязнения прояви геля, степени окончательной промывки. По мере накопления в проявителе растворенного фоторезиста скорость проявления замедляется. После проявления плату необходимо отмыть водой до полного удаления остатков растворителя. Продолжительность операции проявления СПФ-2 при температуре проявителя 14–18°С, давлении раствора в камерах 0, 15МПа и скорости движения конвейера 2, 2 м/мин составляет 40–42 с. Удаление и проявление фоторезиста осуществляется в машинах струйного типа (ГГМЗ.254.001, АРСМЗ.249.000) в хлористом метилене. Это сильный растворитель, поэтому операция снятия фоторезиста должна выполняться быстро (за 20–30 с). В установках предусматривается замкнутый цикл использования растворителей, после орошения плат растворители поступают в дистиллятор, а затем чистые растворители переключаются на повторное использование. Экспонирование фоторезиста предназначено для инициирования в нем фотохимических реакций и проводится в установках, имеющих источники света (сканирующие или неподвижные) и работающие в ультрафиолетовой области. Для плотного прилегания фотошаблонов к заготовкам плат используют рамы, где создается разрежение. Установка экспонирования СКЦИ.442152.0001 НПО «Ратон» при рабочем поле загрузочных рам 600× 600 мм обеспечивает производительность 15 плат/ч. Время экспозиции ртутной лампой ДРШ-1000 1–5 мин. После экспонирования для завершения темновой фотохимической реакции необходима выдержка при комнатной температуре в течение 30 мин перед удалением лавсановой защитной пленки. Недостатки сухого фоторезиста – необходимость приложения механического усилия при накатке, что недопустимо для ситалловых подложек, проблема утилизации твердых и жидких отходов. На каждые 1000 м2 материала образуется до 40 кг твердых и 21 кг жидких отходов, утилизация которых является экологической проблемой. Для получения проводящего рисунка на изоляционном основании как сеткографическим, так и фотохимическим способом необходимо применять фотошаблоны, представляющие собой графическое изображение рисунка в масштабе 1: 1 на фотопластинках или фотопленке. Фотошаблоны выполняют в позитивном изображении при наращивании проводящих участков на лентах и в негативном изображении, когда проводящие участки получают травлением меди с пробельных мест. Геометрическая точность и качество рисунка ПП обеспечиваются в первую очередь точностью и качеством фотошаблона, который должен иметь: – контрастное черно-белое изображение элементов с четкими и ровными границами при оптической плотности черных полей не менее 2, 5 ед., прозрачных участков не более 0, 2 ед., измеренной на денситомере типа ДФЭ-10; – минимальные дефекты изображения (темные точки на пробельных местах, прозрачные точки на черных полях), которые не превышают 10–30 мкм; – точность элементов выполнения рисунка ±0, 025 мм. В большей степени перечисленным требованиям удовлетворяют сверхконтрастные фотопластинки и пленки «Микрат-Н» (СССР), фотопластинки типа ФТ-41П (СССР), РТ-100 (Япония) и Agfalit (Германия). В настоящее время применяются два основных способа получения фотошаблонов: фотографирование их с фотооригиналов и вычерчивание световым лучом на фотопленке с помощью координатографов с программным управлением либо лазерным лучом. При изготовлении фотооригиналов рисунок ПП выполняют в увеличенном масштабе (10: 1, 4: 1, 2: 1) на малоусадочном материале путем вычерчивания, изготовления аппликаций или резания по эмали. Способ аппликации предусматривает наклеивание заранее подготовленных стандартных элементов на прозрачную основу (лавсан, стекло и др.). Первый способ характеризуется низкой точностью и большой трудоемкостью, поэтому используется в основном для макетных образцов плат. Резание по эмали применяют для ПП с высокой плотностью монтажа. Для этого полированное листовое стекло покрывают непрозрачным слоем эмали, а вырезание рисунка схемы осуществляют на координатографе с ручным управлением. Точность получения рисунка 0, 03–0, 05 мм. Изготовленный фотооригинал фотографируют с необходимым уменьшением на высококонтрастную фотопластину с помощью фоторепродукционных полиграфических камер типа ПП-12, ЭМ-513, Klimsch (Германия) и получают фотошаблоны, которые могут быть контрольными и рабочими. Для тиражирования и изготовления рабочих, одиночных, а также групповых фотошаблонов применяют метод контактной печати с негативной копии контрольного фотошаблона. Операция выполняется на мультипликаторе модели АРСМ 3.843.000 с точностью ±0, 02 мм. Недостатки такого метода – большая трудоемкость получения фотооригинала, требующего высококвалифицированного труда, и трудность равномерного освещения фотооригиналов значительной площади, что снижает качество фотошаблонов. Возрастающая сложность и плотность рисунка ПП, необходимость увеличения производительности труда привели к разработке метода изготовления фотошаблонов сканирующим лучом непосредственно на фотопленке. Для изготовления фотошаблона световым лучом разработаны координатографы с программным управлением. С переходом на машинное проектирование плат необходимость вычерчивания чертежа отпадает, так как полученная с ЭВМ перфолента с координатами проводников вводится в считывающее устройство координатографа, на котором автоматически выполняется фотошаблон. Координатограф (рис. 2.10) состоит из вакуумного стола 8, на котором закрепляют фотопленку, фотоголовки и блока управления /. Стол перемещается с высокой точностью в двух взаимно перпендикулярных направлениях с помощью прецизионных ходовых винтов 9 и 3, которые приводятся во вращение шаговыми двигателями 2 и 10. Фотоголовка включает осветитель 4, фокусирующую систему 5, круговую диафрагму 6 и фотозатвор 7. Диафрагма имеет набор отверстий (25– 70), оформляющих определенный элемент рисунка ПП, и закрепляется на валу шагового двигателя. В соответствии с программой работы сигналы от блока управления подаются на шаговые двигатели привода стола, диафрагмы и на осветитель. Современные координатографы (табл. 5.4) снабжаются системами автоматического поддержания постоянного светового режима, вывода из ЭВМ информации о фотошаблонах на пленку в масштабах 1: 2; 1: 1; 2: 1; 4: 1.
Рис. 5.10. Схема координатографа.
Технология проводных плат.
Применение МПП экономически оправдано лишь в серийном и крупносерийном производстве ЭА. В мелкосерийном производстве на этапе разработки опытных образцов применяются другие методы, основанные на оптимальном сочетании печатного и объемного монтажа. Характерной особенностью таких комбинированных методов является использование ДПП, имеющих шины земли и питания, контактные площадки под навесные ЭРЭ и ИМС, металлизированные переходные и монтажные отверстия. Монтаж остальных электрических цепей осуществляют путем раскладки проводов на одной из плоскостей платы и создания контактных соединений с элементами ДПП путем сварки или пайки. Популярное:
|
Последнее изменение этой страницы: 2016-05-30; Просмотров: 1131; Нарушение авторского права страницы