
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Выбор и обоснование вырабатываемого ассортиментаСтр 1 из 4Следующая ⇒
Введение Уже с начала развития ткацкого производства перед производителем стояла задача обеспечения населения тканями повседневного спроса, а для церкви и двора нужны были художественные материи. Это стало толчком к осваиванию все новых технологий ткачества, окрашивания материй и методов нанесения орнамента на ткань. Для этого за границу отправляли молодых людей для обучения, которые позже внесли огромный вклад в развитие русской текстильной отрасли. К 40-60-м годам XVIII века русская текстильная промышленность была способна обеспечить тканями внутренний рынок. Хлопчатобумажные и ситценабивные фабрики работали в то время в Москве, Петербурге и Ивано-Вознесенске. До революции хлопчатобумажная отрасль в России активно развивалась, однако она отставала от более развитых стран. Причина была в слабой технической оснащенности и низкой механизации процесса ткачества. Но уже в 1928 году текстильная отрасль была оснащена 4-мя тысячами автоматических ткацких станков. С 1926 года по 1931 год идет укрупнение предприятий шерстяной отрасли. В списке предприятий этой отрасли появились Монинский камвольный комбинат, фабрика Калинина в Москве, фабрика имени Тельмана в Ленинграде и фабрика в Тбилиси. В 40-ые годы увеличилась выработка тканей за счет введения новых мощностей и реконструкции старых комбинатов. Прошла замена оборудования на более современное, с лучшей производительностью. Активно шла автоматизация и механизация производства. Текстильные фабрики работали на бесчелночных ткацких станках, которые значительно повышали производительность труда, если сравнивать с челночными. Дальнейшее развитие ткачества основывалось на политических, экономических и социальных целях руководства СССР. Основное направление – это наращивание объемов производства тканей. Главенствовало так называемое плановое производство. К сожалению, не уделялось должное внимание новым технологиям и внедрению нового оборудования. Не самым лучшим образом отражалась на развитии текстильной промышленности и сама организация работы отрасли в целом. Сегодня потребности внутреннего рынка России удовлетворяются в большей мере за счет импорта. Правительство Российской Федерации видит текстильную промышленность приоритетным направлением в развитии экономики страны. Разработана стратегия развития отрасли до 2020 года. Ее основные положения включают создание промышленных кластеров, модернизацию, привлечение инвестиций, внедрение инноваций, в том числе и нанотехнологии. При этом государственная политика направлена на защиту российского производителя, защите от контрафактной и контрабандной продукции, внедрение лизинговых схем, использование субсидий, инвестиционных фондов и развитие частно - государственного партнерств.
Технологический раздел Выбор и обоснование вырабатываемого ассортимента Характеристика принятой к выработке ткани Ткань костюмная степная. Костюмные ткани, как видно из названия, обычно используются для пошива костюмов. Такие ткани имеют вес более 230г /1 м2. Такие ткани могут быть с хлопчатобумажной пряжей, льняными, шерстяными, с филаментным либо штапельным левансом, а также с другими химическими волокнами. Такие ткани должны обладать противосминаемым свойством и не усаживаться. Хлопчатобумажная ткань получила широкую область применения. Его активно используют для пошива одежды и постельного белья. Представленный материал может быть задействован при обивке мебельной продукции и пошива портьер. Хлопковая ткань большей жесткости применяется для обработки воротников в сорочках для мужчин. Изготовления хлопка происходит из семенной коробки. Для изготовления ткани могут использовать чистый хлопок или добавлять примеси, благодаря которым удается изменить его свойства.
Основные исходные заправочные параметры ткани приведены в таблице 1. Данные для таблицы выбираются из справочника по хлопкоткачеству.
Таблица 1.1. Заправочные параметры ткани
Выбор ткацкого станка Ткацкий станок Picanol OmniPlus позволяет вырабатывать высококачественную ткань с широкими возможностями и по конкурентоспособной цене, удобен для производителя который должен быстро реагировать на запросы рынка. На ткацком станке может использоваться пряжа, филаментные нити и широкий спектр фасонной пряжи и нитей, такие как высокой крутки, эластичные, шенил и текстурированные нити до 6 цветов и типов. Ткацкий станок " OmniPlus" получил свою универсальность благодаря системе прокладки утка с широкими возможностями и двигателю " SUMO", с электронным управлением скоростью при работе с различными уточными нитями и переплетениями. Другой большой вклад в управляемость – запатентованная система " Quick Style Change" (быстрая смена артикула) фирмы " Picanol", позволяющая сменить артикул меньше чем за 30 минут. Ткацкий станок " OmniPlus" очень прост в использовании, с большим количеством параметров, которые могут быть установлены ткачом. Все узлы ткацкого станка легко доступны и расположены в максимально удобной близости для ткача.
Заправочный рисунок ткани Костюмная Уточный полурепс 3/1
1 2
4 3
Хлопчатобумажная Рогожка 2/2
Характеристика пряжи, нитей, волокна
ПУНКТ Расчет ширины суровой ткани и заправки по берду. Ширина суровой ткани на станке РОР-190, см: Вс=Вб*(1-0, 01ау) Костюмная Вс=190*(1-0, 01*12, 4)=166, 44 Принимаем Вс=166см Хлопчатобумажная Вс=190*(1-0, 01*6, 8)=177, 08 Принимаем Вс=177см
Схема технологического процесса выработки ткани Рис.1
Заправочный расчет ткани Номер берда, зуб./дм: Nб = где mоф – число фоновых основных нитей, пробираемых в зуб берда;
Костюмная Nб = Хлопчатобумажная Nб =
Общее число зубьев берда: Zo = Костюмная Zo = Хлопчатобумажная Zo = Число зубьев берда для кромки: Zкр = bкр = 1, 75 см Костюмная Zкр = Хлопчатобумажная Zкр = Число зубьев берда для фона: Zф = Zо- Zкр Костюмная Zф =1710-32=1678 зуб. Хлопчатобумажная Zф =1102-20=1082 зуб. Коэффициент заполнения узлом промежутка между пластинами зубьев берда Кз: Кз = 2, 25*do/b Костюмная Кз = 2, 25*0, 237/0, 711 = 0, 75 Хлопчатобумажная Кз = 2, 25*0, 279/1, 32 = 0, 47 do = 0, 03162*С где do – диаметр нитей основы, мм; b – промежуток между пластинами зубьев, мм; Костюмная do = 0, 03162*1, 25* Хлопчатобумажная do = 0, 03162*1, 25* b = где bз – толщина пластины зубьев, мм, принимается в зависимости от номера берда по справочнику. Для номера берда, равного Nб = 90 и 58, толщина пластины зубьев берда составляет bз=0, 4 мм. Костюмная b = Хлопчатобумажная b = 1) Кз = 0, 71 Общее число нитей в основе: Мо = Мф+Мкр Костюмная Мо = 3356+64 = 3420 Хлопчатобумажная Мо = 4328+80 = 4408 Число нитей в фоне: Мф = zф*mф Костюмная Мф = 1678*2 = 3356 Хлопчатобумажная Мф = 1082*4 = 4328 Число нитей в кромке: Мкр = zкр*mкр Костюмная Мкр = 32*2 = 64 Хлопчатобумажная Мкр = 20*4 = 80 Масса основы в 100 пог/м ткани, кг: qo = Костюмная qo = Хлопчатобумажная qo =
bo = bсн+bшл+bтк = 0, 2+1+0, 8 = 2% Масса ошлихтованной основы в 100 пог/м ткани, кг: qoшл = qo(1+0, 01*КНОС*Пи) где - Пи истинный приклей, %; Пи = 5% КНОС - коэффициент неосыпаемости шлихты в ткачестве; КНОС = 2/3 при использовании шлихты из натуральных клеящих материалов, таких, как крахмалы, мука и др. Костюмная qoшл = 12, 42(1+0.01*2/3*5) = 12, 34 Хлопчатобумажная qoшл = 23, 15(1+0.01*2/3*5) = 23, 92 Масса уточной пряжи в 100 пог/м ткани для бесчелночных станков без перематывания утка: qy = где lk- длина закладываемых или выступающих концов уточной нити lk = 1, 75 см. Костюмная qy = Хлопчатобумажная qy = Линейная плотность ткани (масса пог/м ткани): qc = 10(qошл+qy) Костюмная qc = 10(12, 834+13, 339) = 261, 73 г/м Хлопчатобумажная qc = 10(23, 92+25, 52) = 494, 4 г/м Поверхностная плотность ткани (масса м2 ткани): q’c = 100* qc /Bc Костюмная q’c = 100* 261, 73 /166 = 157, 668 Хлопчатобумажная q’c = 100* 494, 4 /177 = 279, 32 Таблица 3. Результаты заправочного расчета
Расчет паковок Основная цель расчета паковок – определить длину нити на принятых паковках для каждого перехода ткацкого производства. Основная цель расчета по определению сопряженной длины нити на паковках – сократить длину нити, идущую в отходы. Сопряженную длину нити на паковках рассчитывают с учетом кратной длины ее на паковках предыдущего и последующего переходов. Сопряженная длина нитей на паковках создает условия для правильного планирования количества полуфабрикатов и снижает число неполновесных паковок по всем переходам ткацкого производства. Расчет размеров паковок и сопряженной длины на них целесообразно начинать с выходной паковки ткацкого производства, т.е. с рулона ткани, выполняя расчеты в порядке, обратном ходу технологического процесса в ткацком производстве, и заканчивать расчеты определением длины нити на прядильной паковке, поступающей на ткацкую фабрику.
Расчет куска ткани Длина основы на ткацком навое должна обеспечивать выработку целого числа кусков или рулонов ткани. Костюмная Принимаем Lk = 23м, т.к. Вс = 166м Хлопчатобумажная Принимаем Lk = 23м, т.к. Вс = 177м Длина ткани в рулоне, м: Lp = Lk*nk Lp = 23*5 = 115 Масса рулона ткани, кг: Gp = Gк*nк Костюмная Gp = 6*5 = 30 Хлопчатобумажная Gp = 11, 37*5 = 56, 85 Длина основы для куска ткани, м: Lоk = Lk(1-0, 01ао)
Костюмная Lоk = 23(1-0, 01*2, 9) = 23, 68 Хлопчатобумажная Lоk = 23(1-0, 01*6, 7) = 21, 46 Масса куска ткани: Gk = qc*Lk/1000
Костюмная Gk = 261, 73*23/1000 = 6, 019 Хлопчатобумажная Gk = 494, 4*23/1000 = 11, 37 Lор = Lр/(1-0, 01*ао) Костюмная Lор = 115/(1-0, 01*2, 9) = 118, 4 Хлопчатобумажная Lор = 115/(1-0, 01*6, 7) = 123, 26 1.4.2. Расчет ткацкого навоя: Рис.2 Схема ткацкого навоя Hн - расстояние между фланцами навоя, см; Hн = 190см, Dфн - диаметр фланцев навоя, см; Dфн =100см, DH - диаметр намотки основы на навое, принимаемый на 3-5 см меньше диаметра (дисков) фланцев навоя, см, dH - диаметр ствола навоя, см. dH =15, 5см Диаметр намотки основы на навое, см: DH = Dфн-2 DH = 100-2 = 98 Объем пряжи на ткацком навое, см3: VH = VH = Расчетная масса ошлихтованной пряжи на ткацком навое, кг: Gншл = VH* γ H*10-3 γ H - объемная плотность намотки нитей основы на навое, Костюмная γ H = 0, 5 Хлопчатобумажная γ H = 0, 47
Костюмная Gншл = 1396603, 31*0, 5*10-3 = 698, 301 Хлопчатобумажная Gншл = 1396603, 31*0, 47*10-3 = 656, 403 Расчетная масса мягкой пряжи, кг: Gнм = Gншл*(1-0, 01*Пи) Костюмная Gнм = 698, 301*(1-0, 01*5) = 663, 38 Хлопчатобумажная Gнм = 656, 403*(1-0, 01*5) = 623, 58 Фактическая линейная плотность пряжи с учетом вытяжки, текс: bo = bш+bшл bo = 0, 2+1 = 1, 2% Т’он = То(1-0, 01 bo) Костюмная Т’он = 36(1-0, 01 *1, 2) = 35, 568 Хлопчатобумажная Т’он = 50(1-0, 01 *1, 2) = 49, 4 Расчетная длина пряжи на ткацком навое, м: LH = Gнм*106/(Мо*Т’он) где Костюмная LH = 663, 38*106/(3420*35, 568) = 5453, 518 Хлопчатобумажная LH = 623, 58*106/(4408*49, 4) = 2863, 67 Число кусков nк ткани, которое можно получить с одного навоя: nк = LH/Lok
Костюмная nк = 5453, 518/23, 86 = 230, 300, принимаем n’к = 230 кусков. Хлопчатобумажная nк = 2863, 67/24, 65 = 116, 17, принимаем n’к = 116 кусков. Сопряженная длина пряжи на навое, м: L’H = Lок*n’K+lпр/узл+lтк где lпр/узл - длина концов основы, идущей в отходы при пробирании и привязывании, м; lтк - длина концов основы, идущей в отходы на ткацком станке, м. lпр/узл = l1*Кпр+(l1+l2)*Кузл lпр/узл = 0, 6*0, 05+(0, 6+1, 2)*0, 95 = 1, 74 lтк = l1+l2 lтк = 1, 2+0, 6 = 1, 8м Костюмная L’H = 23, 68*230+1, 74+1, 8 = 5449, 94 = 5450м Хлопчатобумажная L’H = 24, 65*116+1, 74+1, 8 = 2857, 72 = 2858м Фактическая масса мягкой пряжи на навое, кг: G’нм = L’H*Mo*T’OH*10-6 Костюмная G’нм = 5450*3420*35, 568*10-6 = 662, 951 Хлопчатобумажная G’нм = 2858*4408*49, 4*10-6 = 622, 344 Фактическая масса ошлихтованной пряжи на навое, кг: G’ншл = G’нм/(1-0, 01*Пи) Костюмная G’ншл = 662, 951/(1-0, 01*5) = 697, 843 Хлопчатобумажная G’ншл = 622, 344/(1-0, 01*5) = 591, 226
Расчет сновального вала Расчет сопряженной длины основы на сновальном валу производится для партионного способа снования.
рис. схема сновального вала Hс - расстояние между фланцами вала, Hс =180см; Dс -диаметр намотки основы на сновальном валу, см; Dфс - диаметр фланцев сновального вала, Dфс = 80см; dс - диаметр ствола сновального вала, dс =24см. Dс = Dфс-2 Dс = 80-2 = 78см Объем пряжи на сновальном валу, см3: Vc = Vc = Расчетная масса основной пряжи на сновальном валу, кг: Gc = Vc* γ с*103 где γ с = 0, 5% Gc = 778280, 4*0, 5*103 = 389, 14 Расчетная длина пряжи на сновальном валу, м: Lc = Gc*106/(T’oc*mc) где T’oc - фактическая линейная плотность нитей с учетом вытяжки при перематывании и сновании: T’oc = To(1-0, 01bc) (34) Костюмная T’oc = 36(1-0, 01*0, 2) = 35, 928 Хлопчатобумажная T’oc = 50(1-0, 01*0, 2) = 49, 9 bc = 0, 2% Костюмная Lc = 389, 14*106/35, 928*570 = 19001, 94 Хлопчатобумажная Lc = 389, 14*106/49, 9*551 = 14153, 17 Число сновальных валов в партии: nc = Mo/mшп mшп – емкость шпулярника. Костюмная nc = 3420/616 = 5, 55 Принимаем n’c = 6 Хлопчатобумажная nc = 4408/616 = 7, 15 Принимаем n’c = 8 Число нитей на сновальном валу: mc = Mo/n’c Костюмная mc = 3420/6 = 570 Хлопчатобумажная mc = 4408/8 = 551 Число ткацких навоев, получаемых из партии сновальных валов: nH = Lc/L’H Костюмная nH = 19001, 94/5450 = 3, 48 принимаем n’H = 3 Хлопчатобумажная nH = 14153, 17/2858 = 4, 95 принимаем n’H = 4 Сопряженная длина пряжи на сновальном валу, м: L’c = L’H*n’H+lм+lкл-0, 01*bкл(L’H*n’H+lкл) где - lкл длина клееных концов, идущих в отходы при шлихтовании, - 13÷ 45 м в зависимости от типа шлихтовальной машины, lкл = 26м, lм - средняя длина мягких концов, остающаяся на сновальных валах и идущая на связывание новой партии со старой, м.
lм = l1+l2*(n’c-1)/n’c l1 = 2, 5 l2 = 0, 01*0, 15*Lc Костюмная l2 = 0, 01*0, 15*19001, 94 = 28, 5 Хлопчатобумажная l2 = 0, 01*0, 15*14153, 17 = 21, 229 Костюмная lм = 2, 5+28, 5*(6-1)/6 = 26, 25 = 26 Хлопчатобумажная lм = 2, 5+21, 229*(8-1)/8 = 21, 075 = 21 Костюмная L’c = 5450*3+26+26-0, 01*1(5450*3+26) = 16238 Хлопчатобумажная L’c = 2858*4+21+26-0, 01*1(2858*4+26) = 11364, 42 Фактическая масса основы на сновальном валу, кг: G’c = l’c*mc*T’oc*10-6 Костюмная G’c = 16238*570*35, 928*10-6 = 332, 53 Хлопчатобумажная G’c = 11364, 42*551*49, 9*10-6 = 312, 463 Расчет отходов Отходы – это потери сырья в процессе производства продукции и полуфабрикатов. Количество отходов в ткацком производстве зависит от качества получаемого сырья, от длины нити на паковках, от технического состояния оборудования, от правильной организации технологического процесса, от квалификации рабочих и их бережного отношения к сырью и полуфабрикатам, от обрывности нитей. Увеличение количества отходов ведет к повышению себестоимости выпускаемой продукции и увеличению расходов сырья на единицу производимого изделия. Количество отходов при сновании так же, как и при перематывании, зависит от вида волокнистого состава пряжи, от линейной плотности пряжи, от размеров прядильной, мотальной и сновальной паковок, от качества намотки, от скорости снования и от квалификации сновальщиц. При прерывном способе партионного снования с последующим перематыванием начинков. Отходы при сновании на сновальной машине: Оос = где l1- длина нити, идущая в отходы при отыскивании конца нити перед установкой бобины в шпулярник, м. l2- длина нити, идущая в отходы при привязывании нитей старой и новой бобин или при ликвидации обрыва, м. l3- длина концов нитей вместе с узлами после установки новых бобин при протаскивании всех узлов через шпулярник до сновального вала, м. n- количество обрывов, приходящихся на длину нити на бобине: n = чс*L’об*10-6 Костюмная n = 2, 5*49833*10-6 = 0, 12 Хлопчатобумажная n = 2, 5*35880*10-6 = 0, 08 Костюмная Оос = Хлопчатобумажная Оос = Отходы при шлихтовании: Оош = где - l1 - длина мягких концов между клеевой коробкой и сновальными валами, сматываемых со всех сновальных валов в одно полотно, м. (м). l2 - средняя длина нитей, остающаяся на сновальных валах после шлихтования партии, м. Костюмная l2 = 0, 01*0, 15*16238 = 24, 35 Хлопчатобумажная l2 =0, 01*0, 15*11364, 42 = 17, 04 Костюмная Оош = Хлопчатобумажная Оош = Отходы при пробирании и привязывании: Оопр = где
Костюмная Оопр = Хлопчатобумажная Оопр = Отходы при привязывании на узловязальной машине, %: Оузл = где - l1 - длина концов нитей новой основы, необходимая для оправки перед привязыванием, м. (м). l2 - длина концов нитей старой основы, срезаемых вместе с полоской ткани и ремизным прибором, м. (м). Костюмная Оузл = Хлопчатобумажная Оузл = Суммарное количество отходов пряжи в процессе пробирания и привязывания: О пр/узл = Оопр*Кпр+Оузл*Кузл где - Кпр - коэффициент, учитывающий количество пробираемых основ. Кузл - коэффициент, учитывающий количество привязываемых основ. Костюмная О пр/узл = 0, 011*0, 05+0, 033*0, 95 = 0, 031 Хлопчатобумажная О пр/узл =0, 02*0, 05+0, 062*0, 95 = 0, 059 Отходы основной пряжи в ткачестве: Оотк =
где l1- длина заправочных концов, м; l2- длина основы от ремиз до навоя, м;
Костюмная Оотк = Хлопчатобумажная Оотк = Отходы уточной пряжи: Оутк = где l1- длина концов нитей утка, идущих в отходы при заправке бобины, м, l2- длина концов нитей утка, идущих на связывание при обрыве нити, м. n - число обрывов утка, приходящихся на одну бобину:
n = Lуб - длина уточной нити на бобине, м; Чу - число обрывов утка на 1 м ткани; Ру - плотность ткани по утку, нитей/дм; Вуз - длина прокладываемой уточной нити, м: Вуз = Вб+2*lк Вб- ширина заправки ткани по берду, см; lk- длина закладываемых или выступающих концов уточной нити, м. l3- длина концов нитей утка, остающихся на бобине, м. Для PICANOL OP-190: l3 = 30 (м); Костюмная Вуз = 190+2*1, 75 = 193, 75 = 1, 935м Хлопчатобумажная Вуз = 190+2*1, 75 = 61, 5 = 1, 935м Костюмная n = Хлопчатобумажная n = Костюмная Оутк = Хлопчатобумажная Оутк = Общие отходы пряжи
Общее количество отходов, %: Основа: Оо = Оос+Оош+Оопр/узл+Оотк Костюмная Оо = 0, 019+0, 275+0, 031+0, 064 = 0, 389 Хлопчатобумажная Оо =0, 025+0, 35+0, 059+0, 062 = 0, 496 Уток: Костюмная Оу = 0, 064 Хлопчатобумажная Оу = 0, 114
Параметры процесса снования Подготовленные при перематывании или поступившие из прядильного производства паковки одиночной нити основы поступают в снование. Целью снования является навивания на одну паковку определенного числа нитей основы установленной расчетом длины. В процессе снования нити сматываются с определенного числа бобин на сновальный вал. Таким образом, снование представляет собой начальную стадию формирования ткацкого навоя. Натяжение пряжи при сновании на партионных сновальных машинах: Fc = 0, 01*a*P где а – доля величины натяжения от прочности пряжи, %, а = 4%, Р – прочность пряжи, сН: P = R*T где R – удельная разрывная нагрузка пряжи, сН/текс, Костюмная R = 9, 8 Хлопчатобумажная R = 10 Т – линейная плотность пряжи, текс, Костюмная P = 9, 8*36 = 352, 8 Хлопчатобумажная P = 10*50 = 500 Костюмная Fc = 0, 01*4*352, 8 = 14, 112 Хлопчатобумажная Fc = 0, 01*4*500 = 20 Технологическая карта процесса снования Популярное:
|
Последнее изменение этой страницы: 2016-06-04; Просмотров: 876; Нарушение авторского права страницы
 ;
;  = 90, 302. Принимаем Nб = 90
= 90, 302. Принимаем Nб = 90 = 56, 88. Принимаем Nб = 58
= 56, 88. Принимаем Nб = 58 ;
;  = 1710 зуб.
= 1710 зуб. = 1102 зуб.
= 1102 зуб. ;
;  31, 5 = 32 зуб.
31, 5 = 32 зуб. 20, 3 = 20 зуб.
20, 3 = 20 зуб.
 = 0, 237 мм
= 0, 237 мм = 0, 279 мм
= 0, 279 мм - bз
- bз – 0, 4 = 0, 71
– 0, 4 = 0, 71 – 0, 4 = 1, 32
– 0, 4 = 1, 32 1 2) Кз = 1, 32> 1
1 2) Кз = 1, 32> 1
 = 12, 42
= 12, 42 = 23, 15
= 23, 15 *
* 
 *
*  = 13, 339
= 13, 339 *
*  = 25, 52
= 25, 52 - уработка основы в ткачестве, %.
- уработка основы в ткачестве, %. - линейная плотность ткани, г/м.
- линейная плотность ткани, г/м.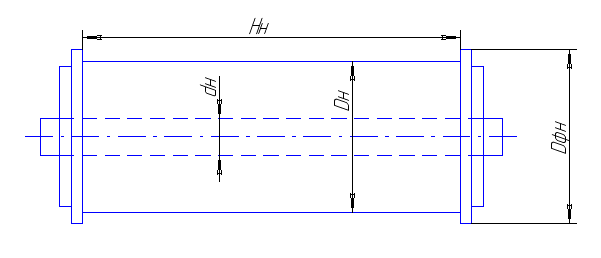
 *
* 
 *
*  = 1396603, 31
= 1396603, 31 - число нитей основы на навое.
- число нитей основы на навое.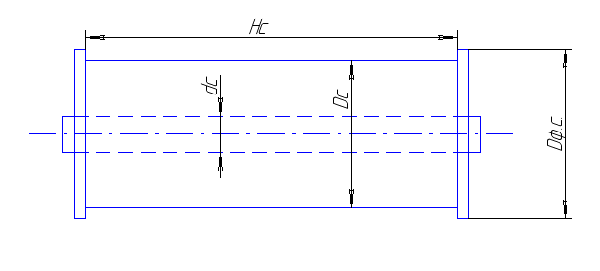
 (782-242)= 778280, 4
(782-242)= 778280, 4 - объемная плотность намотки нитей на сновальном валу, г/см3.
- объемная плотность намотки нитей на сновальном валу, г/см3. *100
*100 *100 = 0, 019
*100 = 0, 019 *100 = 0, 025
*100 = 0, 025 *100
*100 *100 = 0, 275
*100 = 0, 275 *100 = 0, 35
*100 = 0, 35 *100 (53)
*100 (53) - длина концов нитей основы, идущая в отходы при оправке основы перед пробиранием, l1 = 0, 6м
- длина концов нитей основы, идущая в отходы при оправке основы перед пробиранием, l1 = 0, 6м *100 = 0, 011
*100 = 0, 011 *100 = 0, 02
*100 = 0, 02 *100
*100 *100 = 0, 033
*100 = 0, 033 *100 = 0, 062
*100 = 0, 062 *100
*100 *100 = 0, 033
*100 = 0, 033 *100 = 0, 062
*100 = 0, 062 *100
*100
 = 0, 134
= 0, 134 = 0, 845
= 0, 845 *100 = 0, 064
*100 = 0, 064 *100 = 0, 114
*100 = 0, 114