|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
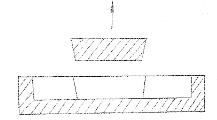
Конструируют по балочной схеме из швеллеров № 14 - 18 и листовой стали толщиной 8-10 мм.
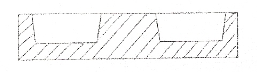
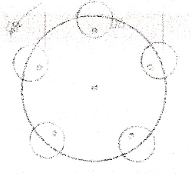
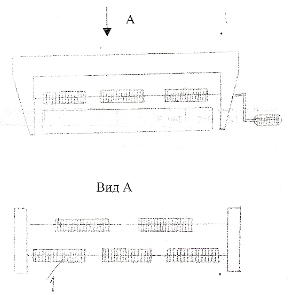
Раскосная решетка в поддонах значительно увеличивает жесткость конструкции. 2) Поддоны с выгибом: Предназначены для изготовления ПН конструкций. Они обеспечивают восприятие сил натяжения арматуры за счет предварительного выгиба поддона тягами. Тяга (А-IIIв. Aт-IVc) Число и диаметр тяг определяют расчетом. Выгиб поддона погашается при натяжении арматуры. Конструкция поддона формы должна обеспечивать минимальный эксцентриситет между осью напрягаемой арматурой и центральной плоскостью сечения формы; для снижения (уменьшения) момента изгибающего форму: Оси совпадают: 3) Бортовые элементы: Выполняют из швеллеров, уголков или составными из листов и уголков. Борта к поддонам, как правило, крепят пластинчатыми или трубчатыми шарнирами. Продольные и поперечные борта форм скрепляют между собой замками различной конструкции. Наиболее простыми являются накидные замки. Могут применяться также натяжные и другие устройства. Резьбовые замки натяжного типа обеспечивают плотное соединение бортов. 4) Подъемные петли или скобы для подъема формы при транспортировании: Приваривают к поддону на расстоянии 1/5 длины формы, от ее концов. Конструкция скоб не должна увеличивать габариты формы. 5) Вкладыши для дверных. окопных проемов: Могут быть съемными или несъемными, которые приварены к поддону. Съёмный вкладыш: Несъемный вкладыш: ВОПРОС № 106 Срок службы форм зависит не только от надежности их конструкции, но и от ухода за ними в процессе эксплуатации. Основные требования правильной эксплуатации сводятся к тщательной очистке форм, освобожденных от изделий, к применению хорошей смазки, облегчающей извлечение готовых изделий, а также к рациональной организации текущего и предупредительного планового ремонта форм. Чистка форм. При формовании изделий на металлической форме или поддоне после распалубки остаются мелкие кусочки бетона, поверхности покрываются цементной пленкой, остатками смазки и др. если форму не чистить, на ней образуется слой затвердевшего бетона, который ухудшает качество изделий и затрудняет их распалубку. Поэтому формы после каждого цикла формования очищают, применяя для этого различные приспособления. Машины с абразивными кругами: Применяются только для периодической чистки форм (1 раз в 2 - 3 месяца). При этом поверхности формы должны быть гладкими. При частом использовании таких машин очищаемые поверхности быстро изнашиваются. Машины с металлическими мягкими щетками: Такие машины эффективны только на незапущенных поддонах для очистки их после каждого цикла промывания. Применение жестких щеток не желательно, т.к. царапают поверхность металла, что увеличивает сцепление бетона с поддоном. Машины с инерционной фрезой: Фреза имеет 6 пальцев, на которых: свободно висят металлические кольца. При вращении фрезы кольца ударяют по очищаемой поверхности поддона и дробят оставшуюся на нем пленку схватившегося цемента. Форму очищают по двум схемам: 1) Машина передвигается над формой (форма не подвижна) Форма перемещается под машиной. Инерционная фреза: Блок инерционных фрез - 1 - располагаются в шахматном порядке. После обработки поддона инерционной фрезой все остатки, отделившиеся частицы сметают с поверхности металлическими щетками. Химический способ очистки форм: Основан на свойстве некоторых кислот (соляной), разрушать цементную пленку. Для очистки необходим: 7-15% раствор технической соляной кислоты, в зависимости от толщины пленки, температуры форм. Например, при увеличении температуры формы с 20°С до 50°С скорость реакции увеличивается в 10 раз. Химическую очистку форм рекомендуют проводить не более 2-х раз в год. Смазка форм. На качество железобетонных изделий существенно влияет сцепление бетона с поверхностью формы. Популярное:
|
Последнее изменение этой страницы: 2016-06-04; Просмотров: 662; Нарушение авторского права страницы




 - Раскосная одинарная решетка
- Раскосная одинарная решетка 
 - Раскосная двойная решетка
- Раскосная двойная решетка 
 - Раскосная решетка с одной продольной балкой
- Раскосная решетка с одной продольной балкой  - Раскосная решетка с двумя продольными балками
- Раскосная решетка с двумя продольными балками