|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Формовка по неразъемной модели ⇐ ПредыдущаяСтр 3 из 3
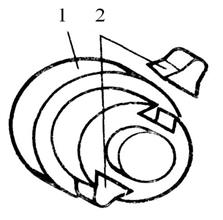
В зависимости от конструкции неразъемной модели возможны несколько вариантов формовки. Формовка по неразъемной модели с плоским основанием Этот вариант является наиболее простым и реализуется только при соблюдении двух условий: совпадении основания модели с плоскостью разъема формы и извлекаемости модели из полуформы без ее разрушения. В этом случае модель полностью располагается в одной из полуформ. Основные элементы литниково-питающей системы выполняют в верхней полуформе, а некоторые – в нижней. Формовку полуформ и все последующие технологические операции выполняют так же, как и при формовке по разъемной модели. Формовка по неразъемной модели с отъемными частями Часто отливки имеют различные выступающие части в виде бобышек, платиков, буртиков и т. п., которые не попадают в разъем формы. Извлечь неразъемную модель такой отливки из полости формы без ее разрушения невозможно. Устранить нетехнологичность конструкции отливки путем ее изменения удается не всегда. В таких случаях выступающие части 2 модели 1 выполняют отъемными (рис. 2, а). Отъемные части могут быть и на разъемных моделях. Их крепят к модели с помощью соединения типа «ласточкин хвост». Формовку по таким моделям выполняют описанными выше методами. При этом следят за тем, чтобы отъемные части в процессе уплотнения смеси не сместились. При извлечении модели из полуформы 3 отъемная часть скользит «ласточкиным хвостом» в пазах модели и остается в полуформе (рис. 2, б). Для извлечения отъемной части ее предварительно расшатывают, а затем вытягивают.
Рис. 2. Модель с отъемными частями (а) и извлечение модели и отъемных частей из формы (б): 1 – модель; 2 – отъемные части; 3 – форма Формовка по неразъемной модели с подрезкой При изготовлении форм по неразъемной модели или натурному образцу, используемому в качестве модели, не имеющем горизонтальной плоскости разъема, применяют формовку с подрезкой. Внимание!!! Приготовление формовочной смеси и расплава, подготовка рабочего места формовщика и инструментовописаны в лабораторной работе №1. Формовка осуществляется в двух опоках (рис. 3) Изготовление нижней полуформы Литую деталь (рис. 3, а) можно изготовить как по разъемной, так и по неразъемной моделям. В последнем случае модель 4 устанавливают на плоскую подмодельную плиту 5 наиболее устойчивой частью (рис. 3, б) и по описанной выше технологии, уплотняя трамбовкой 1 смесь 2 в опоке 3, получают нижнюю полуформу. После переворота полуформы на 180° и установки ее на подмодельную плиту разъемом вверх гладилкой 6 подрезают и удаляют часть смеси (рис. 3, в) для обеспечения свободного извлечения модели. При этом края подрезанной части полуформы выполняют с уклоном не менее 30° и получают фасонную поверхность разъема.
Изготовление верхней полуформы (рис. 3, в) На нижнюю полуформу устанавливают верхнюю опоку и модели элементов литниковой системы. Полость опоки засыпают формовочной смесью. После уплотнения и срезания излишка смеси накалывают вентиляционные каналы 10, прорезают воронку или чашу 8 и извлекают модели стояка и выпора 7 (рис. 3, г). Полученную верхнюю полуформу снимают с нижней, переворачивают на 180° и устанавливают на подмодельную плиту. Из полуформ удаляют модели отливки, шлакоуловителя (коллектора) и питателей. Для удаления из стержня 11 газов, выделяющихся при заполнении формы жидким металлом, напротив его вентиляционного канала 12 в полуформах со стороны поверхности их разъема выполняют дополнительные вентиляционные каналы 9.
  

Рис. 3. Формовка по неразъемной модели с подрезкой: а – деталь; б – изготовление нижней полуформы; в – подрезка нижней полуформы и изготовление верхней полуформы; г – форма в сборе Внимание!!! Изготовление, установку стержней, сборку формы, заливку и выбивку формпроизводят так же, как описано в лабораторной работе №1. Содержание отчета 1. Общие сведения о формовке по постоянным моделям. 2. Описание технологии формовки с примерами формовки по операционно. 3. Эскиз модели отливки. 4. Эскиз этапов формовки: изготовление нижней полуформы, изготовление верхней полуформы. 5. Эскиз формы в собранном состоянии. 6. Вид на нижнюю полуформу с указанием расположения элементов литниковой системы. 7. Оценка качества отливки, описание дефектов отливки и вероятных причин их образования. ЛАБОРАТОРНАЯ РАБОТА № 3 Формовка по модельной плите Модельные плиты чаще всего применяются для изготовления полуформ на формовочных машинах и реже – для ручной формовки. К модельным плитам прочно крепятся части модели для изготовления верхней и нижней полуформ и модели элементов литниковой системы. Отдельно изготовленные модели крепят к плитам винтами или болтами, т. е. монтируют модели на плитах, либо используют цельнолитые плиты. В этом случае плиты отливаются заодно с моделями и обрабатываются на металлорежущих станках с использованием слесарной доводки. При выполнении лабораторной работы будет использоваться цельнолитая двусторонняя модельная плита, предназначенная для изготовления фасонной ажурной художественной отливки. Особенность ручной формовки по модельной плите состоит в том, что верхняя полуформа должна сниматься вместе с модельной плитой по штырям. Поэтому опока, имеющая центрирующие штыри, будет нижней. Та сторона двусторонней модельной плиты, к качеству отпечатка которой предъявляются повышенные требования, должна быть заформована в нижней полуформе. Внимание!!! Приготовление формовочной смеси и расплава, подготовка рабочего места формовщика и инструментовописаны в лабораторной работе №1. Формовка осуществляется в двух опоках. На формовочный стол устанавливают нижнюю опоку штырями вверх. По штырям сверху устанавливают модельную плиту верхней поверхностью (лицевой) вниз. По центрирующим штырям поверх модельной плиты устанавливают верхнюю опоку. Собранную в таком порядке стопку переворачивают на 180°. Формовка нижней полуформы На модельную плиту наносится тонкий слой разделительного состава, засыпается формовочная смесь и уплотняется по уже описанному методу. После среза излишков смеси линейкой стопка снова переворачивается на 180°. Формовка верхней полуформы На модельную плиту наносится тонкий слой припыла и устанавливается модель стояка. Производится засыпка и уплотнение формовочной смеси. Линейкой срезаются излишки формовочной смеси. Модель стояка удаляют, предварительно слегка раскачав его. Ланцетом вырезают литниковую воронку. Вентиляционной иглой выполняют вентиляционные отверстия для увеличения газопроницаемости формы. Затем верхнюю полуформу вместе с модельной плитой строго вертикально вверх по штырям снимают и устанавливают на стол разъемом вверх. Модельную плиту снимают строго вертикально вверх по штырям. В верхней полуформе в самых высоких ее частях вентиляционной иглой выполняют выпоры Полуформы осматриваются и отделываются. Сборка формы Нижнюю полуформу накрывают верхней. Для предотвращения их смещения относительно друг друга полуформы спаривают с помощью штырей. Готовые формы выставляют на плац под заливку. Полуформы соединяют скобами или на верх формы устанавливают груз. Внимание!!! Заливку и выбивку формпроизводят так же, как описано в лабораторной работе №1. Отчет должен содержать: 1. Общие сведения о формовке по модельным плитам. 2. Описание технологии формовки. 3. Эскиз модельной плиты. 4. Эскиз этапов формовки: изготовление нижней полуформы, изготовление верхней полуформы. 5. Эскиз формы в собранном состоянии. 6. Сравнение данного способа формовки с формовкой по моделям: его достоинства, область применения.
Популярное:
|
Последнее изменение этой страницы: 2016-06-04; Просмотров: 1273; Нарушение авторского права страницы