|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Глава. Организация рабочего места ювелира
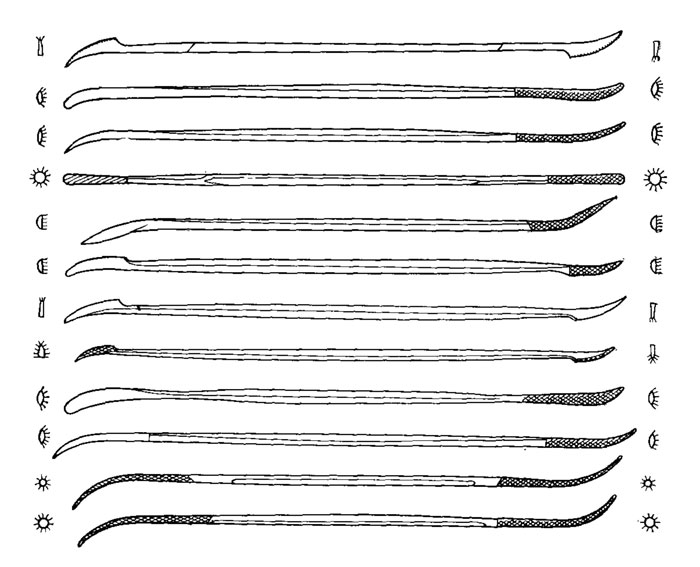
В зависимости от общей площади помещения составляется конкретная планировка цеха или мастерской. Производственное помещение должно быть просторным и светлым. Наряду с естественным освещением в производственном помещении должно быть соответствующее нормам искусственное освещение. Для поддержания в летнее время нормальной комнатной температуры рекомендуется в производственных помещениях устанавливать кондиционеры. Особое внимание необходимо обращать на покрытие пола. Полы с деревянным покрытием применять в ювелирных цехах или мастерских не рекомендуется, так как опилки драгоценных металлов втаптываются в него, и извлечь их практически невозможно. По этой же причине нежелательно и покрытие пола линолеумом. Лучше использовать цементные полы или покрытые керамическими (силикатными) плитами. Каждое производственное помещение и рабочее место оборудуется с учетом научной организации труда. Приступая к выполнению ювелирных работ, необходимо предусмотреть все необходимые меры для обеспечения безопасных условий труда работающих. Такие процессы, как плавка, литье, шлифовка, полировка, рекомендуется проводить в отдельных помещениях, чтобы в общем производственном помещении не загрязнять воздух вредными парами и пылью. Как основные производственные помещения, так и специальные отделения должны быть оборудованы приточно-вытяжной вентиляцией. Повышенные меры предосторожности необходимо соблюдать при работе с пламенными горелками и химическими веществами. Для единичного производства особое значение имеет организация рабочего места ювелира, так как ему в процессе работы приходится выполнять различные технологические операции (плавка, сверление, фрезеровка, опиливание, пайка, шлифовка и др.). Это в свою очередь требует универсального рабочего места, в состав которого входит верстак, оснащенный необходимыми приспособлениями и инструментом, а также стул или табуретка винтового типа. В зависимости от имеющихся производственных площадей верстаки могут быть одно- и многоместными. Верстак (рис. 2) представляет собой сварную металлическую конструкцию, покрытую столешницей. Рекомендуемый размер столешницы 1100X700 мм, высота верстака 900 мм. Столешница должна быть покрыта термостойким листовым пластиком или нержавеющей сталью и иметь гладкую поверхность. Если применяются цельные многоместные верстаки, то столешница должна быть разделена перегородками на отдельные отсеки (верстаки). Для снижения утомляемости рабочего верстак окрашивается в светлый тон. Перед сидящим рабочим в столешнице делается полукруглый вырез радиусом 300 мм. Контур столешницы обшивается листовой сталью, при этом для опилок драгоценных металлов предусматривается небольшой бортик. В центре полукруглого выреза на специальных направляющих к торцу столешницы крепится выдвижной деревянный выступ - финагель, который служит упором для изделия в период его обработки. Для сбора отходов (стружки, опилок) на высоте 400-500 мм на направляющих монтируется выдвижной поддон, который изготовляется из нержавеющей стали, а при ее отсутствии - из дерева. С правой стороны как одноместного верстака, так и отсека многоместного верстака располагается тумба с ящиками для хранения инструмента. Ящики рекомендуется изготовлять из дерева с соответствующими внутренними перегородками во избежание соприкосновения инструмента и предохранения его от повреждений. Для выполнения паяльных работ верстак должен оборудоваться специальными магистралями. Выбор оборудования зависит от конкретных условий производства. Основными видами топлива может быть природный газ или бензин, который перед использованием смешивается с кислородом или воздухом. Если в цех (мастерскую) подается природный газ, то непосредственно в производственном помещении по основанию пола прокладывается магистраль, подводящая газ к рабочим местам. Если же подобной возможности нет, то в качестве топлива используется бензин. Бачок с бензином устанавливается под верстаком ювелира. Бензин подается в горелку через гибкий шланг, который с помощью хомутов прикреплен к сварному каркасу. Для обеспечения цеха (мастерской) воздухом нужна специальная компрессорная, из которой воздух централизованно подается по специальным магистралям с подводкой его к рабочим местам. Если специальной компрессорной нет, то воздух можно получать от небольшого компрессора, смонтированного у рабочего места, или ножной подкачкой специального резервуара, называемого " меха" (рис. 3). Последний метод трудоемок и малопроизводителен, однако в условиях небольших мастерских еще имеет применение. Магистраль для подачи воздуха, как и магистраль для подачи топлива, с помощью хомутов крепится к сварному каркасу верстака. Для выполнения паяльных работ на передней панели верстака должны быть смонтированы рукоятки, с помощью которых открываются и закрываются вентили, установленные на магистралях топлива и воздуха. Для получения и поддержания пламени используются ручные стандартные и специальные газосварочные горелки (рис. 4). В настоящее время применяются специальные ювелирные горелки (см. рис. 4, б), которые просты по конструкции, удобны в обращении и обеспечивают регулирование и устойчивость пламени. Тип горелки выбирается в зависимости от вида топлива. Если применяется природный газ, то горелка должна состоять из двух трубок: для подачи газа и воздуха. На каждой трубке должен быть вентиль, который выполняет функции запорного и регулировочного клапанов. Для смешивания газа и воздуха конец трубки воздуха впаивается в газовую трубку или две трубки впаиваются в третью. К обеим трубкам с помощью гибких шлангов подается соответственно газ и воздух. На выходном конце горелки устанавливается насадка. Горелки, работающие на смеси бензина с воздухом, по своей конструкции проще, чем газовые. Корпус такой горелки представляет собой трубку, снабженную запорным вентилем, который одновременно является и регулировочным (см. рис. 4, б). На верстаке, в правой его части, на столешнице или в одноместных верстаках на правой торцевой стенке крепится специальная металлическая подставка для горелки. Для обеспечения хорошей освещенности верстака на тыльной стороне его крепится или на дальней стороне столешницы 1 устанавливается лампа местного освещения 7 (см. рис. 2), обеспечивающая освещенность в 1000 лк. Для этого может быть использована как лампа накаливания, так и люминесцентная. Рекомендуется монтировать лампу на гибкой пружинной стойке, чтобы была возможность изменять направление светового потока. К правой торцевой стороне верстака крепится бормашина, состоящая из электродвигателя 2, гибкого вала 3 и наконечника с цанговым патроном 4. В зависимости от конструкции бормашины она может устанавливаться и непосредственно на столешнице. Ножной реостат устанавливается без закрепления на полу в проеме верстака перед сидящим рабочим. Для удобства работы у стола имеется выступ - финагель 6, а для сбора отходов драгоценных металлов - выдвижной поднос 5. Бормашина является универсальным оборудованием для ювелира и дает возможность механизировать обработку ювелирных изделий. Гибкий вал позволяет ювелиру устанавливать инструмент и обрабатывать изделия в различных положениях. Для регулирования частоты вращения инструмента применяется ножной реостат. В левом, отдаленном от рабочего, углу столешницы может быть поставлена ванночка с емкостями для отбеливающего раствора и воды (рис. 5). На столешнице в период работы ювелира находится также специальный ящик (рис. 6) для хранения драгоценных металлов (гофта). Для обеспечения сохранности драгоценных металлов и ювелирных камней каждый ювелир должен иметь свою гофту, которую после окончания рабочего дня он закрывает замком и опечатывает индивидуальной печатью. Закрытая и опечатанная гофта должна сдаваться под роспись на хранение в кладовую или другому должностному лицу в зависимости от структуры производства и перечня должностных обязанностей. При выполнении индивидуальных заказов по изготовлению и ремонту ювелирных изделий каждому ювелиру необходимо иметь набор инструментов и приспособлений. Тиски - основной инструмент для крепления заготовок при обработке. В ювелирном производстве могут применяться как маленькие слесарные тиски с параллельным расположением губок, так и ручные зажимные цанги (рис. 7). Напильники используются различных профилей: плоские, трехгранные, квадратные, ромбические, круглые, полукруглые, овальные, а также специальные так называемые " мессер" (ножеобразный) и " фогальцен" (полукруглый двусторонний). В ювелирном производстве применяются напильники шести номеров: от 0 до 5. Самую крупную насечку имеют напильники номера 0, а самую мелкую - номера 5. Для безопасности удобства работы на хвостовик напильника должна быть насажена деревянная ручка. Надфили (рис. 8) применяются для более точных опиловочных работ. В ювелирном производстве применяются надфили с хвостовиком следующих профилей: ножеобразные, трехгранные, круглые, квадратные, овальные, полукруглые, плоские и др., а также двусторонние надфили с изогнутой рабочей частью (рис. 9), которые называются рифели. На нерабочей части рифели имеют квадратное сечение, которое служит ручкой. Рифели подразделяются на пять номеров - от 1 до 5. Самая крупная насечка у номера 1, а самая мелкая - у номера 5. Сверла применяются следующих видов: перовые, спиральные, центровые (рис. 10). У перовых сверл острые режущие кромки находятся на расширенном конце головки сверла. Они просты по конструкции, и опытные ювелиры изготовляют их самостоятельно. Однако эти сверла имеют ряд недостатков: малую скорость резания, отсутствие направляющих элементов и плохой отвод стружки. Разновидностью перового сверла является сверло " эйрека"; в нем отвод стружки производится через специальную канавку, которая выфрезерована и проходит вертикально от острия вверх. Спиральные сверла имеют большие преимущества, если их использовать в стационарных сверлильных станках. Однако в ювелирном производстве использование их ограничено, так как сверление ведется в основном ручной дрелью или бормашиной с гибким валом, где при малейших перекосах сверла ломаются. В центровых сверлах обе главные режущие кромки расположены напротив друг друга и в отличие от перового сверла находятся в одной горизонтальной плоскости, перпендикулярной оси сверла. Эти сверла применяют в ювелирном производстве для получения цилиндрических углублений с плоским дном. Фрезы применяются для механизированной опиловки заготовок ювелирных изделий. Фрезерование в ювелирном производстве ведется на бормашине с применением следующих видов фрез (рис. 11): конических, цилиндрических, торцевых, комбинированных, сферических, полостных и специальных. Фрезы, применяемые в ювелирном производстве, изготовляются совместно с хвостовиком, который вставляется и закрепляется в патроне (наконечнике), установленном на конце гибкого вала бормашины. Вид фрезы выбирается в зависимости от обрабатываемой поверхности. Плоскогубцы и круглогубцы (рис. 12) применяются для удержания и изгиба деталей ювелирных изделий. Плоскогубцы подразделяются по профилю губок. Кусачки (рис. 13) применяются для откусывания мелких деталей ювелирных изделий. Они подразделяются по виду рабочей части и режущих губок. Ножницы (рис. 14) применяются для резки листовых и других деталей различных сечений. В ювелирном производстве применяются ножницы двух видов: обычные с укороченными ручками для резки металла и шпицножницы также с укороченными ручками. Пинцеты (рис. 15) применяются для кратковременного удержания изделия и припоя, а также выполнения операций гибки, не требующих большого усилия. Пинцеты, применяемые в ювелирном производстве, подразделяются по форме и конфигурации прижимных губок. Лобзик (рис. 16) представляет собой ножовочный станок малого размера. Расстояние между державками полотна регулируется, что дает возможность использовать и сломанные (укороченные) полотна пил. Полотна представляют собой закаленную стальную полосу прямоугольного сечения, на одной стороне которой нарезаны зубья. Лобзик применяется для нарезания пазов, вырезки различных ажурных узоров и др. Молотки (рис. 17) имеют рабочую поверхность (бойки) различной формы: плоскую, закругленную, шаровидную и клиновидную. Наряду со стальными широко применяются молотки, изготовленные из текстолита и дерева. Ручки в молотках должны быть деревянными. Наковальни (рис. 18) служат для создания жесткой основы при обработке заготовок ювелирных изделий. В ювелирном производстве в зависимости от рабочей поверхности применяются следующие наковальни: брусковая (флакезен), вставная (флагшток), двурогая (шперак) и ригель. Рабочая часть поверхности должна быть термообработана и отполирована. Специальные плиты и пуансоны (рис. 19) применяются для штамповки и формовки деталей ювелирных изделий. В соответствии с конфигурацией гнезд в плитах они комплектуются пуансонами с такой же конфигурацией и изготовляются из высококачественной легированной стали, а рабочая часть их должна быть термообработана и отполирована. Волочильная доска (рис. 20) применяется для изготовления проволоки небольших сечений из более толстой. Волочильные доски могут быть различной формы: круглой, квадратной, прямоугольной и др. В гнезда основания доски в размерной последовательности устанавливают набор фильер, которые должны быть плотно посажены. Измерительный инструмент, применяемый ювелиром на рабочем месте, - это весы технические настольные 4 кл. с разновесами, микрометр со шкалой делений от 0 до 25 мм и ценой делений 0, 01 мм, штангенциркуль со шкалой деления от 0 до 150 мм и ценой деления 0, 1 мм, металлическая линейка длиной 200 мм и ценой деления 1 мм, кольцемер и пальцемеры от 15 до 25 размера (рис. 21). Все измерительные инструменты должны быть проверены органами Госстандарта. В инструмент специального назначения входят: штихели для гравировки, чеканы, инструменты для закатки и обжатия металла при закрепке камней, шаберы, а также приспособления: длягибки шинки колец (называемое " девятка" ), для захвата кольца в период закрепки камня (называемое " шнальценки" ) и др. В состав инструмента, который используется для обработки поверхностей деталей ювелирных изделий и заточки инструмента, входят мелкие абразивные круги, которые устанавливаются в патрон бормашины, или плоские абразивные бруски. Для плавки сплавов драгоценных металлов (в не большом количестве) применяются специальные керамические ложки, которые должны быть огнестойкими в пределах температур плавления применяемых материалов. Для сбора отходов применяются волосяная щетка в виде малярной кисти с укороченной ручкой и узкая плоская кисть. С помощью щетки удаляются остатки мелких опилок, а с помощью кисти все отходы сметаются в поддон верстака или в кучку для их сбора. Кроме щеток ювелир должен иметь совок и магнит. Магнит используется для извлечения стальных опилок, попавших в процессе обработки в опилки драгоценных металлов. После этого опилки драгоценных металлов промагничиваются, сметаются и пересыпаются в специально предусмотренную тару - цилиндрическую коробку с крышкой. Коробка должна иметь сетчатую, горизонтально установленную перегородку с мелким переплетением. Это необходимо для того, чтобы мелкие опилки падали вниз, а более крупные отходы оставались сверху. Крышка коробочки должна плотно прилегать к основанию. Кроме перечисленного инструмента в работе ювелира могут применяться специальные нестандартные приспособления, которые необходимы для выполнения каких-либо вспомогательных операций. Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 1501; Нарушение авторского права страницы