|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Филигрань. Способы ее изготовления и сборки
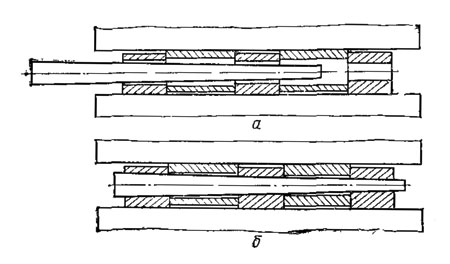
Филигрань (скань)* - своеобразный вид художественной обработки металлов, занимающий с глубокой древности важное место в декоративно-прикладном искусстве. * (Термин " филигрань" произошел от двух латинских слов: " филям" - нить и " гранул" - зерно. Термин " скань" - русского происхождения, он берет свое начало от древнеславянского глагола " съкати" - ссучивать, свивать, сучить.) Термин " скань" подчеркивает основную технологическую особенность, характерную для сканного производства, а именно то, что проволоку применяют ссученной, свитой в шнуры. Чем тоньше по сечению проволока и чем туже, круче она ссучена, тем красивее получается изделие, особенно если узоры также дополняет и зернь. В современной практике термин " зернь" * часто заменяется терминами " кальнер" и " корнер" - от искаженного немецкого слова " корн", что также означает зерно. * (В русском сканом производстве этим термином называли мельчайшие шарики.) В зависимости от технологических особенностей изготовления ювелирных изделий имеется большое разнообразие видов филиграни: · напаянная филигрань (скань) - художественная обработка, когда узор из проволоки (гладкой или ссученной), а также зернь напаяны непосредственно на листовой металл; · ажурная филигрань - обработка, при которой узор, состоящий из элементов, выполненных из проволоки, спаянных между собой без фона, образует как бы кружево из металла, а применяемая в этом случае зернь напаяна на это кружево; · объемная филигрань - обработка, при которой объемные предметы выполнены сканой техникой. Такие изделия изготовляются из отдельных частей, которые затем монтируются в целую композицию и др. Материалами для изготовления скани служат чистые металлы - золото, серебро, медь. Их сплавы для этой цели обычно не применяются по двум причинам: во-первых, они обладают меньшей вязкостью и пластичностью, более жестки и упруги, что затрудняет волочение проволоки, ее сучение и набор скани; во-вторых, температура плавления сплавов ниже, чем чистых металлов, что затрудняет пайку изделия. Однако иногда скань изготовляется из золота 958 пробы и серебра 916 пробы. Проволоку для скани изготовляют волочением (см. § 4 гл. 5). При отжиге проволоку свертывают в кольцевой моток, следя за тем, чтобы витки плотно прилегали друг к другу, а готовый моток оплетают свободным концом проволоки. Это делают для того, чтобы вся проволока в мотке нагревалась равномерно, не перегревалась и отдельные ее участки не могли бы оплавиться. Если проволока очень тонкая, то ее наматывают на латунный ролик, аналогичный нитяной катушке, так как при этом она равномерно прогревается и уменьшается опасность расплавления. Для получения скани проволоку скручивают на быстро вращающемся шпинделе двигателя или любого другого механизма, обеспечивающего быстрое вращение. Скатка скани не должна быть слабой, обычно ее проводят в два этапа, в интервале между которыми производят отжиг, отбеливание, промывку и сушку. Ссученную скань прокатывают в плоских вальцах и вновь отжигают, отбеливают, промывают и сушат. Такая скань готова к употреблению. Для изготовления филигранных изделий применяется также гладкая вальцованная или просто круглая проволока, так называемая " гладь", которая в сочетании со сканью значительно украшает рисунок и повышает качество изделия. При изготовлении зерни (мелких шариков) тонкую проволоку навивают в спираль на гладком цилиндрическом ригеле, тогда шарики получаются одинаковыми по размеру. Полученную спираль снимают с ригеля и разрезают на отдельные витки (колечки), а затем, смешав колечки с угольным порошком, нагревают их до оплавления. Колечки, разделенные друг от друга угольным порошком, сплавляют в одинаковые крупные шарики. При небольших заготовках зернь можно оплавлять на листовом асбесте или куске древесного угля. Набор скани по рисунку - это выгибка каждого элемента рисунка. Процесс осуществляют с помощью пинцетов специальной формы, которые представляют собой сложенную вдвое стальную полосу шириной 10-15 мм и толщиной 1-2 мм. Общая длина пинцета должна быть 100-150 мм, концы пинцета коротко заострены и слегка согнуты внутрь. Ювелир должен держать пинцет в правой руке, а свободный конец проволоки придерживать ногтем указательного пальца левой руки. Эту работу проводят на специальной ровной металлической пластине из цинка или алюминия. При изготовлении первичных элементов заготовки того или иного рисунка из скани подготовленную гнутую проволоку, или веревочку, первоначально накладывают на рисунок (обрамление) и промазывают нижнее ребро столярным клеем, а затем постепенно выполняют все линии витков по рисунку, подгоняя каждую сканинку плотно друг к другу. Когда рисунок выполнен, бумагу обрезают, контур связывают тонкой проволокой (биндартом) в двух-трех местах. Для паяния филигранных изделий применяют припой в виде опилок. В качестве флюса используют буру. Прокаленную и мелко измельченную буру смешивают с припоем в соотношении 1: 1 по объему. Подготовленное к паянию изделие смачивают слабым раствором буры (можно водой) и мокрую поверхность не очень густо посыпают заготовленной смесью припоя с бурой. Если припоя взято мало, то могут остаться непропаянные места и изделие будет недостаточно прочным. Излишек припоя также нежелателен, так как он заливает фактуру шнуров и скани, мелкие детали рисунка и портит внешний вид изделия. Филигрань лучше всего паять широким, мягким коптящим восстановительным пламенем керосина. Температура сгорания копоти почти совпадает с температурой плавления припоя (800-850°С). Процесс обычно происходит быстро и очень чисто. Применение бензинового пламени дает также хорошие результаты, однако, если пламя узкое (режущее), изделие может сгореть. В начале процесса паяния легким широким пламенем прогревают подготовленное изделие, а затем сильным пламенем расплавляют и разгоняют припой до полного его расплавления. После остывания паяного изделия снимают проволоку и проверяют качество пайки. Если обнаруживают неприпаянные места, которые получаются вследствие недостаточно плотного набора, то их исправляют и припаивают еще раз. С применением филигранных элементов изготовляют всевозможные ювелирные изделия: кольца, серьги, броши, кулоны, пудреницы, подносы, подстаканники и др. Филигранные изделия могут быть репродуцированы посредством литья и гальванопластики. Сборка подвижных соединений При изготовлении браслетов, серег, брошей, медальонов и других ювелирных изделий широко применяют подвижные соединения. Такие соединения в ювелирном производстве называют шарнирами. Шарниры соединяются с помощью штифта, закрепки и резьбовой пары. Штифтовое соединение (рис. 37) выполняют следующим образом. Перед штифтованием собирают обе готовые части подвижного шарнирного соединения и обрабатывают отверстия разверткой с небольшой конусностью. Затем части шарнирного соединения разъединяют и снова обрабатывают разверткой отверстия трубок только подвижной части, чтобы они без усилия могли вращаться вокруг штифта. Для изготовления штифта используется подготовленная проволока, диаметр которой соответствует внутреннему диаметру трубок шарнира. В соответствии с формой отверстия шарнира штифт опиливают несколько на конус. После шлифовки он должен соответствовать форме отверстия и плотно входить в отверстия трубок неподвижной части и прочно в них заклиниваться. При этом вращающаяся часть шарнира должна поворачиваться без затруднений. Чтобы штифты не выходили из отверстий, концы их после сборки соединения слегка расклепывают. Заклепочное соединение может быть подвижным и неподвижным. Неподвижные соединения в ювелирном производстве применяются реже, чем подвижные, в основном в тех случаях, когда по форме соединяемых деталей их сложно спаять, а также при ремонте изделий, когда при наличии отделки (золочение, чернение, эмалирование и др.) недопустим нагрев, и детали могут быть соединены только с помощью жесткого заклепочного соединения. Для образования подвижного соединения необходимо соединить детали и просверлить в них отверстие. Если необходимо соединить три детали, то вначале просверливают отверстия в двух наружных, а затем внутреннюю деталь вводят между ними, размечают, опять вынимают и просверливают. В отличие от штифтового соединения при заклепочном соединении отверстия в деталях могут оставаться цилиндрическими, но могут применяться и конические заклепки, что требует обработки отверстий по технологии подготовки штифтового соединения. Заклепки изготовляют из проволоки, диаметр которой соответствует диаметру отверстия. Они могут быть со сферической и потайной головкой. На одном конце заклепки головку необходимого профиля (сферическую или коническую) делают до начала сборки соединения. Это выполняется на специальных плитах методом формования: ударом молотка по соответствующему пуансону. Затем заклепку вставляют в отверстие и расклепывают второй конец также ударом молотка по соответствующему пуансону. Если необходимо получить заклепочное соединение с потайными головками, то отверстия в деталях с двух внешних сторон зенкуют. При расклепке и формировании второго конца заклепки проверяют качество соединения. Вращающиеся части должны двигаться свободно, без заедания, а сама заклепка должна при этом оставаться неподвижной. Резьбовое соединение в ювелирном производстве применяют редко - в некоторых видах браслетов, где вместо штифтов на шарнире применяются винты или стержни с резьбой, а также при изготовлении серег на винтах и в других изделиях. В отличие от паяных и клепаных соединений резьбовое соединение может легко разъединяться. Опиловка и шабровка Опиловка и шабровка - это процессы слесарной обработки ювелирного изделия, которые выполняют перед его отделкой. Опиловке подвергаются как элементы изделия в процессе их подготовки перед монтировкой, так и собранные ювелирные изделия. Опиливают ювелирные изделия напильниками и надфилями различных профилей и насечек, а также с помощью боров (фрез), которые крепятся в наконечники и приводятся во вращение электродвигателем бормашины. Опиливаемые ювелирные изделия закрепляются, как правило, в ручные тиски и в период обработки удерживаются в руках. Шабровка - обработка поверхности ювелирного изделия путем соскабливания тонкого слоя металла режущим инструментом - шабером. Шабровка производится после опиловки для удаления рисок и глубоких царапин перед полировкой. Шабровке подвергаются внутренние и наружные поверхности изделия. Для ювелирной шабровки наряду с распространенными трехгранными шаберами применяют шаберы специального назначения (рис. 38), режущая кромка которых более удобна для обработки конкретных форм поверхности изделия. Как и при опиловке, ювелирные изделия, подвергаемые шабровке, закрепляют в ручные тиски и в период обработки удерживают в руках. Закрепление камней Закрепление камней - завершающий этап ювелирного производства. Камни, вставленные в ювелирное изделие, должны быть прочно и надежно закреплены. От качества закрепки камня зависит качество и художественная ценность ювелирного изделия. На специализированных предприятиях по изготовлению ювелирных изделий данную операцию выполняют ювелиры-закрепщики. В условиях индивидуального производства эту операцию выполняют также и ювелиры-монтировщики, изучившие методы закрепки и имеющие практические навыки. Ювелир, выполняющий закрепку, должен знать свойства камня (твердость, теплопроводность) и в соответствии с этими свойствами выбирать метод закрепки и соответствующий инструмент. Для выполнения закрепки необходимо на рабочем месте иметь следующий инструмент: бормашину и набор режущих инструментов, в который входят фрезы (боры) различных форм и размеров; сверла спиральные диаметром 1-5 мм через каждые 0, 1 мм; штихели различные (вырезные, прорезные, растровые, плоские и др.); надфили; кусачки и другой режущий инструмент; инструмент для закатки и обжатия металла (рис. 39); инструмент для фиксации изделия при обработке, состоящий из специальных деревянных тисков, называемых шнальценки (рис. 40), цанговых зажимов, плоскогубцев, пинцетов и др.; мерительный инструмент (штангенциркуль, микрометр, линейки). Крепление камней производится на выдвижном выступе верстака, называемом финагелем. Одним из основных факторов надежной и соответствующей художественным требованиям закрепки камня является качественная подготовка для него оправы. Назначение оправы - прочно удерживать камень, подчеркивать его красоту, служить связующим переходным звеном между металлической частью изделия и камнем. В настоящее время имеется большое количество видов оправ и соответственно методов крепления камней. Основными видами оправ являются: глухая (глухой каст), ободковая и крапановая. Для крепления мелких камней применяются корнеровая, каре, фаденовая, тактовая и кармезиновая оправы. В зависимости от конструкции изделия, а также типа вставки (камня) определяется вид закрепки. Глухая закрепка (рис. 41) заключается в том, что камень крепится в гладкий каст и обжимается по периметру металлом стенок. Применяется при креплении камней в глухие и ободковые оправы. Глухая оправа представляет собой чашечку с плоским дном. Камень при этом находится в гнезде каста, основанием лежит на плоскости и удерживается вертикальными стенками каста, верхний край которых придавлен к камню. Недостатком такой оправы является то, что лучи света падают на камень только сверху и тем самым ограничивают его игру. Поэтому в глухие касты крепятся непрозрачные камни. Ободковая оправа применяется для крепления прозрачных камней. Эта оправа с параллельными или коническими стенками изготовляется из ленты сплава и имеет по периметру форму камня. Камень в ней лежит на опорном пояске, расположенном на внутренней стороне оправы. Крепление камня осуществляется обжатием металла по периметру камня. Преимущество такой оправы в том, что камень просвечивается сверху и снизу. Для увеличения освещенности и повышения художественных особенностей на боковой поверхности оправы может быть выполнен сквозной узор. Крепление камней в ободковые оправы такое же надежное, как и в глухой каст. Крапановая закрепка заключается в том, что камень кренится выступающими полосками каста, которые называются крапанами. Крапаны обхватывают грани камня и дают возможность лучше его показать, а также обеспечивают доступ света к камню. Крапановые оправы могут быть различных видов. Это разновидность ободковых оправ, у которых над верхней кромкой ободка выступают вертикально расположенные лапки (крапаны). Как правило, крапановый каст изготовляется дельным (литой, штампованный), но может быть и напайка крапанов к ободковой оправе. Профиль крапанов, их высота и количество определяются в зависимости от свойств и геометрических параметров камня. В крапановые оправы крепятся драгоценные, полудрагоценные и цветные искусственные камни. Наряду с художественными особенностями оправы необходимо при ее изготовлении предусмотреть опоры для крепления камня. Опорный поясок в таких оправах изготовляется непосредственно на крапанах, его профиль и угол наклона зависят от формы камня. При закреплении камень устанавливается в опору и несколько прижимается крапанами для того, чтобы он не выпал из опорного пояска, а затем крапаны прочно прижимают к поверхности камня и опиливают в соответствии с художественным замыслом. Наряду с художественными достоинствами крапановая закрепка имеет недостаток: надежность удержания камня меньше, чем при глухой закрепке. Корнеровая закрепка заключается в том, что камни крепятся в оправах с помощью маленьких столбиков (корнеров), которые изготовляются из основного металла оправы. Специальным ювелирным инструментом выбирают часть металла в виде стружки с последующей закаткой верхней ее части в полусферу. Корнеровая закрепка применяется для крепления мелких камней в открытые оправы корнерового типа, а также в оправы каре, фаденовую и тиктовую. Этот вид закрепки обеспечивает надежное удержание камня. Клеевая закрепка применяется при креплении вставок из янтаря, жемчуга, самоцветов, пластических масс и стекла, так как механическая закрепка не обеспечивает их надежного удержания. Особенно это касается жемчуга, который по форме не дает возможности захвата, а крепление его с помощью только тонкого штифта недостаточно надежное. Применение клеевой закрепки вместе с механической обеспечивает надежное крепление этих вставок. Для клеевой закрепки вставок рекомендуется применять клей " Циакрин ЭО", который обеспечивает прочность клеевого шва. Основой его является эфир альфацианакриловой кислоты. Этот универсальный клей обладает текучестью, не содержит растворителя, нетоксичен, быстро затвердевает при комнатной температуре. Перед склеиванием сопрягаемые поверхности необходимо обезжирить растворителем с соблюдением мер техники безопасности, а затем нанести тонкий слой клея на одну из поверхностей. Лучше наносить его на сопрягаемую поверхность посадочного места изделия. Затем в посадочное место устанавливают вставку и обе поверхности прижимают усилием руки. Время, необходимое для прочного сцепления, не менее 12 ч. Клей " Циакрин ЭО" хранят в сухом месте при температуре не выше +5°С в герметичных полиэтиленовых флаконах или ампулах. Размонтировка клеевого соединения осуществляется либо выдержкой изделия в растворителе, либо кипячением его в водном растворе моющего средства с последующим удалением клеевой пленки. 8 глава. Отделочные операции Шлифовка Процесс шлифовки дает возможность получить гладкую поверхность металла, соответствующую 7-9 кл. чистоты. Изменения формы и геометрических размеров изделия при шлифовке в отличие от опиливания и других методов механической обработки металлов резанием незначительны. Практически на шлифовку ювелирных изделий предусматриваются очень малые припуски или не предусматриваются вообще. В процессе шлифовки обрабатываемые изделия прижимаются к вращающемуся шлифовальному кругу, остроугольные частицы которого снимают тонкий слой металла. Глубина резания зависит от твердости и вязкости обрабатываемого металла, а также от твердости, размера и материала зерен шлифовальных кругов. Материалом для шлифовальных кругов, брусков, а также для наждачной бумаги являются абразивы как природного, так и искусственного происхождения. К природным абразивным материалам относятся кварц, наждак, корунд и алмаз, к искусственным - синтетические алмазы, электрокорунд, карбид кремния, карбид и нитрид бора. Ювелирные изделия из драгоценных металлов шлифуют механическим или ручным способом. При механической обработке применяется бормашина со сменными резиновыми, керамическими шлифовальными кругами; при ручной - шлифовальные круги, абразивные бруски, напильники, наждачная бумага (шкурка) и т. д. Для шлифования плоских поверхностей применяются абразивные бруски прямоугольного сечения длиной 200-300 мм. В качестве напильников используются стержнеобразные камни из карбида кремния (карборунда) длиной около 150 мм разнообразных форм сечения: квадратной, круглой, полукруглой, треугольной и прямоугольной. Абразивные напильники имеют различную зернистость. Чтобы снимаемые металлические частицы не застревали в межзеренных углублениях, при работе напильники следует смачивать водой. При шлифовании напильником перемещается инструмент (напильник), а деталь удерживается неподвижно. Рекомендуется менять направление шлифования, желательно перпендикулярно предыдущему направлению, что дает возможность снимать следы предшествующей обработки. В качестве более мягких природных абразивных материалов применяются пемза и сланец. Эти материалы особенно хороши для мокрого шлифования серебряных изделий. При помощи остро заточенных тонких стержней из сланца, называемых грифелями, можно обрабатывать труднодоступные места изделия. Приемы работы напильниками из пемзы и сланца такие же, как и напильником из карбида кремния. Наиболее мягким материалом, применяемым при доводочной шлифовке, являются шлифовальные угли. Изготовляются они в виде брусков квадратного сечения, однако их легко опилить до любого профиля. При работе их необходимо смачивать водой. Шлифовка наждачной бумагой (шкуркой) применяется для обработки труднодоступных мест. Этому способствует гибкость и небольшая толщина шкурок. Основой для абразивного материала служит плотная и жесткая (прочная) бумага или полотно, а в качестве связывающего средства для наклеивания наждачных зерен применяются клеи и лаки. Тонкость наждачной шкурки определяется размером зерен абразива. В зависимости от вида абразивных порошков шкурки подразделяют на электро- и карбидокорундовые, стеклянные или кремниевые. Если наждачной шкуркой обрабатывают ровную поверхность, то ее кладут на ровную (гладкую) плиту и шлифуют. При таком положении поверхность изделия можно обработать шкуркой, наклеенной на тонкие деревянные рейки или обернутой на напильник или палец руки. Полировка Полировка - заключительная операция, в результате которой гладкая матовая поверхность, полученная при шлифовке, приобретает сильный металлический блеск (глянец). Различают ручную и механическую полировку. Ручную полировку выполняют полировальными палочками или шлифовальными деревянными брусками, которые покрывают полировальным веществом. Ровные плоскости достигают сверкающего блеска при помощи кожаного (полировального) напильника, сходного по форме с наждачным напильником; одна сторона его обтянута мягкой кожей, на которую наносят полировальную пасту. Механическая полировка выполняется на специальных полировальных станках или с помощью бормашины эластичными кругами и лентами, на поверхность которых наносят полировальные вещества. Полировка давлением осуществляется жестким полировальником, в результате чего, микронеровности поверхности материалов подвергаются пластическому деформированию. Процесс полировки абразивной лентой является разновидностью шлифования. Рабочая поверхность ленты, на которую нанесена полировальная паста, характеризуется размерами абразивных зерен пасты и количеством их на единице поверхности. Применяется этот процесс для обработки крупных деталей со сложным профилем, Полировка кругами осуществляется с помощью полировальной смеси (пасты) или суспензии. Применяются при этом полировальные круги из войлока или щетки. Изделия, подлежащие полировке, не должны иметь глубоких царапин и рисок, так как вывести их полированием очень трудно, а иногда практически невозможно. Частота вращения круга при полировке должна быть в пределах 2000-2800 об/мин. Для получения зеркального блеска в конце процесса полировки используется наборный полировальный круг, состоящий из многочисленных тканевых кружков или мягких кожаных шайб. Для окончательной доводки поверхности ювелирных изделий применяют щетки из ниток - пуховики. В качестве полировальных паст в ювелирном производстве применяются пасты, полученные на основе окиси хрома (табл. 9), а также технический мел, состоящий из окиси кальция с добавлением окиси магния и окиси железа, или тальк.
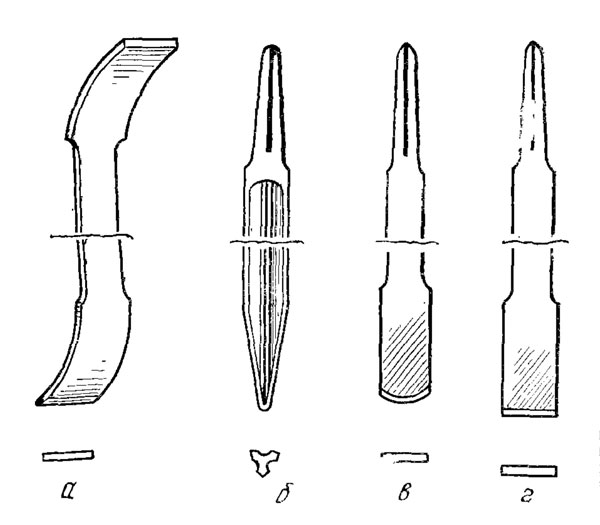
Крацевание Крацевание - снятие с изделия налетов и накипи после травления, округления острых кромок, снятия заусенцев и т. д. Этот процесс в основном применяется перед шлифованием и облегчает последующий процесс шлифования, но может применяться и как самостоятельный конечный процесс отделки. При крацевании на полировальном станке изделия обрабатывают тонкой проволочной щеткой, причем концы проволок щетки слегка касаются при движении поверхности изделия и поглаживают ее. Каждая проволочка щетки действует как маленькое гладило. Материалом щеток (проволочек) служит проволока латуни или нейзильбера толщиной 0, 15-0, 25 мм. По форме щетки могут быть узкими, которыми производится ручное крацевание, и круглыми (вращающимися) с деревянной или металлической втулкой для крепления. Частота вращения щетки при крацевании должна быть регулируемой и достигать 600 об/мин, что требует применения реостата или редуктора. Процесс крацевания должен проходить с применением эмульсии (мыльного раствора), которая облегчает скольжение проволочек и предотвращает засаливание щетки. В процессе крацевания во избежание образования на поверхности изделия полос и рисок необходимо многократно изменять направление движения щетки или изделия относительно щетки. Матирование Матирование - один из видов чистовой обработки ювелирных изделий для получения равномерной тусклой и матовой поверхности. Матирование достигается обработкой изделия вращающимися щетками - кругами, при помощи чекан, дробеструйной и пескоструйной обработкой, травлением в специальных растворах. В зависимости от применяемого метода обработки получают более или менее мелкозернистую поверхность. При обработке изделий вращающимися металлическими щетками частички металла на поверхности как бы расплющиваются, заполняют мелкие неровности и поры, в результате чего шероховатость сглаживается и поверхность становится однородно тусклой. Щетки состоят из деревянной или металлической втулки, в которой установлено несколько рядов подвижных пучков стальной или медной проволоки диаметром 0, 05-1, 2 мм. Щетка укрепляется на валу двигателя и вращается с большой скоростью. Изделие, подлежащее обработке, слегка подталкивается к щетке, так что каждый раз охватывается только небольшая часть его поверхности. Матирование будет лучшим, если острия щеток не будут оставлять глубоких рисок и вмятин на поверхности, поэтому не должно быть сильного давления на щетки. Матирование чеканами осуществляется при ударе молотка по чеканам, на рабочей поверхности которых имеется гравированная насечка с перекрещивающимися штрихами. При матировании поверхности металла чекан держат с небольшим наклоном назад и ритмичными ударами молотка слегка передвигают по поверхности металла. При этом получается крупнозернистая поверхность с мелкой матовой насечкой. Дробеструйная или пескоструйная обработка проводится в основном при массовом производстве, а при выполнении индивидуальных заказов практического применения не имеет. Гравировка В процессе гравировки на поверхности металла (изделия) с помощью специального инструмента - штихеля - вырезаются различные рисунки, орнаменты и монограммы. В технологии художественной гравировки различают плоскостную (двумерную) гравировку, при которой обрабатывается только поверхность, и обронную (трехмерную) гравировку, при которой резцом создается рельеф или даже объемная скульптура из металла. Обронную гравировку в свою очередь подразделяют на выпуклую (позитивную), когда рельеф выше фона, в углубленную, когда рельеф ниже фона, т. е. вырезается с поверхности. Гравировка бывает ручной и механической. Механическая гравировка выполняется борами с применением бормашины. При гравировке изделий из драгоценных металлов механическая гравировка применяется редко, а в тех случаях, когда применяется, ее назначение - предварительная гравировка, после: которой производится ручная гравировка - штихелем. Основным инструментом при гравировке является штихель - стальной резец, вставленный в деревянную ручку. Штихели бывают нескольких видов (рис. 42) и различаются по форме клинка и поперечного сечения. Режущая часть штихеля имеет типичную форму клина, снимающего стружку с поверхности металла поступательным движением. Большое значение имеет угол заточки штихеля, который должен быть 45°, при этом резец будет резать металл легко и на нужную глубину. Если угол заточки меньше 45°, то при гравировке резец будет перемещаться рывками, а при большом угле заточки скользить по металлу. Рабочая часть резца должна быть отшлифована. Изготовляются штихели вручную из инструментальной стали У12 и ХВГ. Основные виды штихелей, применяемых при гравировке ювелирных изделий, следующие: прорезной, вырезной, радиусный, плоский и т. д. Прорезной штихель (мессерштихель) в поперечном сечении имеет клиновидную форму с острой, слегка закругленной режущей кромкой. Радиус закругления 0, 1-0, 2 мм. Этот вид штихелей имеет шесть размеров и применяется для вырезания волосяных линий большой глубины. Вырезной штихель (шпицштихель) отличается от прорезного тем, что боковые стенки в поперечном сечении имеют небольшую выпуклость. Этот вид штихеля наиболее распространен, он имеет 20 различных размеров. Радиусный штихель (болштихель) имеет в сечении клиновидную форму. Режущая кромка выполнена по радиусу от 0, 3 до 1, 5 мм. Используется для штифтовых надписей и чистовой обработки поверхности изделия. Имеет 20 различных размеров. Плоский штихель (флахштихель) имеет плоскую режущую кромку шириной 0, 2-3 мм; применяется для получения широких плоских углублений, а также для чистовой обработки ювелирных изделий; имеет 20 различных размеров. При гравировке плоских изделий применяется специальная кожаная гравировальная подушечка. Часто при гравировке изделия закрепляют в граверную колоду. При обронном гравировании с поверхности, как правило, снимается большая масса металла, поэтому, кроме штихелей, применяются гравировальные зубила, так как рубить металл значительно легче и быстрее, чем резать его штихелем. Кроме штихелей и зубил при обронном гравировании применяются керны (для разметки поверхности), сечки (плоские зубила различной ширины с заточкой на одну сторону), чеканы (стальные стержни для выравнивания фона и набивки фактуры). 6. Чеканка В ювелирном производстве под чеканкой понимают главным образом чеканку выколоткой, а именно изготовление мелких детальных форм на листовом материале. Этим методом наносятся различные детальные формы на поверхность монет, медалей. При чеканке происходит пластическая деформация отдельных зон заготовки, по которым ударяют чеканочным инструментом - чеканом (рис. 43). При каждом ударе чекана по листовой заготовке на поверхности выбивается полукруглая сфера: за счет сферы на месте удара поверхность листа заготовки увеличивается, а толщина листа уменьшается. Чем глубже в металл проникает чекан, тем больше сферическая поверхность и тем меньше в этом месте становится толщина металла. Наибольшая степень деформации происходит в центре сферы. При чеканочных работах важное значение имеет правильный выбор и применение инструмента. Основными инструментами для чеканки являются чеканочный молоток с двумя ударными бойками (плоский и вогнутый); чеканы с сечениями различных форм (круглой, квадратной, прямоугольной, восьмигранной). Рабочая поверхность чекана зависит от выполняемой работы и может иметь самую различную форму и насечку. К числу наиболее распространенных типов чеканов относятся также: расходные (обводные); порушники и бобошники; лощатники; рифленые (матовые) чеканы; сечки; фигурные (узорные). Расходные, или обводные, чеканы представляют собой несколько утолщенный в средней части и утоненный к концам стержень. Рабочая их поверхность (боек) выполняется в виде острого или слегка закругленного клина. Чеканка изогнутых линий осуществляется чеканами со слегка искривленной рабочей поверхностью. Расходные чеканы применяют для воспроизводства общего начертания рисунка или штифта. Порушники и бобошники применяются для удаления различных выпуклостей. Рабочая поверхность этих чеканов имеет полушаровую или овальную форму. Лощатники - это чеканы, имеющие плоский боек. Применяются они для выравнивания и сглаживания поверхностей. Такие чеканы имеют различную форму (квадратную, круглую, треугольную, восьмигранную и др.). Грани этих чеканов не должны быть острыми, иначе на поверхности заготовки могут получаться вмятины. Рифленые, или матовые, чеканы напоминают по форме лощатники, но рабочая поверхность бойков у них не гладкая, а рифленая. Применяют такие чеканы для получения матовой поверхности или фона вокруг контрольных рисунков. Рисунчатый чекан имеет боек с фигурной насечкой, которая переносится на изделия. Сечки имеют форму односторонне заточенного плоского зубила. Применяются они для выбивания тонкого линейного рисунка и одностороннего ступенчатого смещения металла вниз. Фигуные (узорные) чеканы на рабочей поверхности имеют определенный рисунок. Применяются они для отделки узорного орнамента, а в некоторых случаях и при создании контура рисунка. Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 3573; Нарушение авторского права страницы