|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Слесарно-механические работы
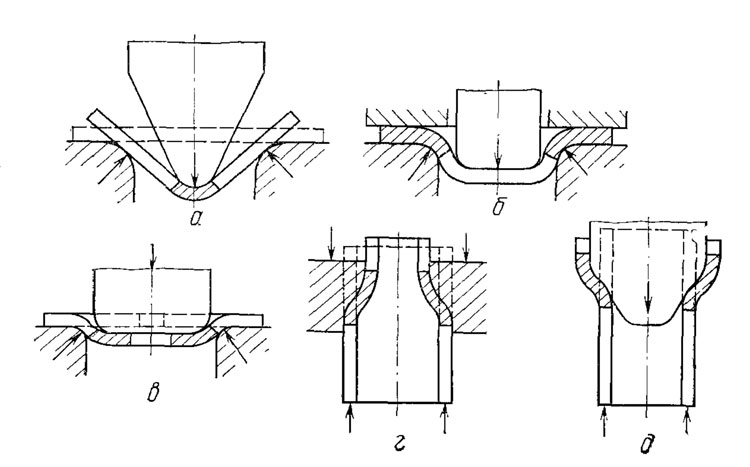
В процессе ювелирного производства отдельные элементы (детали) изделий изготовляются вручную. При этом применяются следующие слесарно-механические операции: разметка, разрезание и распиливание, сверление, фрезерование, опиливание. Разметка - перенос рисунка и его размеров на заготовку. Инструментом для выполнения разметки служат чертилки, циркуль, масштабная линейка (металлическая), керны. Разметку мелких пластин выполняют на разметочных плитах (листах), устанавливаемых на столешнице верстака. Разрезание - резание металла по предварительной разметке с помощью ножниц. В зависимости от толщины заготовки применяют ручные или рычажные ножницы. Этот метод резания производителен и экономичен при работе с драгоценными металлами, однако иногда форма и толщина заготовки ограничивают возможности его применения. Распиливание - резание металла по предварительной разметке с помощью лобзиковой палочки. Одной из разновидностей распиливания является выпиливание узоров. Но при этом способе резания возможны потери драгоценных металлов, так как опилки не всегда удается собрать полностью. Сверление - резание металла, в результате которого в заготовке может быть получено углубление или отверстие цилиндрической формы. Для выполнения операции на заготовке необходимо наметить керном центр отверстия. Сверление должно вестись на жесткой основе, для чего может быть использован финагель, или непосредственно на столешнице верстака. Во избежание поломки сверла и порчи поверхности финагеля или столешницы перед сверлением под заготовку следует подкладывать предохранительную дощечку. Инструментом для сверления являются сверла (см. рис. 10), которые приводятся во вращение дрелью. В настоящее время в качестве дрели применяются бормашины, которые практически вытеснили из обращения специальные ручные дрели, применявшиеся в ювелирном производстве. Фрезерование - обработка металла с помощью вращающегося режущего инструмента (фрезы - см. рис. 11). Фрезерованием можно обрабатывать как плоские, так и выпуклые поверхности в зависимости от формы фрезы, т. е. такие поверхности, которые невозможно или трудно опиливать напильником. Для получения высокой чистоты поверхности необходима процесс фрезерования вести при большом числе оборотов фрезы и малой ее подаче. Опиливание - обработка поверхности металла режущим инструментом, в процессе которой снимается слой металла. Для опиливания заготовку необходимо закреплять в настольные слесарные или специальные ручные тиски. Опиливание производится по предварительной разметке напильниками и надфилями. Обработку заготовки следует начинать грубым напильником и после достижения определенного размера продолжать напильником с более мелкой насечкой или надфилем. Штамповка В ювелирном производстве широкое распространение при изготовлении отдельных элементов (деталей) получила холодная листовая штамповка. Операции штамповки подразделяются на два этапа: вырубка контура детали и формовка детали. Выполняются эти операции на механических прессах с применением соответствующих штампов. В некоторых случаях несложные тонкостенные детали вырубают ручным ударом молотка по пуансону. При этом штамп должен быть установлен на металлическую плиту. Вырубка контура детали. В зависимости от конструкции штампа следует подготовить металл соответствующего профиля (толщина, ширина полосы). Необходимая толщина достигается при прокатке, а ширина полосы в соответствии с расстоянием между направляющими штампа достигается в процессе разметки и механической резки металла ножницами (гильотинными, роликовыми, ручными). Конструкция штампа определяется формой детали, а сам процесс вырубки контура детали выполняется в два приема: сначала идет вырубка, затем пробивка. Иногда эти операции выполняются одним ударом подвижного пуансона. Подвижной пуансон и неподвижная матрица выполняют роль верхнего и нижнего ножей, которые при соединении между собой обрезают металл по контуру режущих кромок. При вырубке деталь под действием пуансона падает в матрицу, а при пробивке в матрицу падают отходы. Кромки деталей при штамповке имеют шероховатую поверхность и заусенцы. Для исключения заусенцев, что требует последующей опиловки и частичной потери драгоценных металлов, необходимо своевременно ремонтировать штампы (притирать и шлифовать пуансон и матрицу). Формовка детали. В процессе формовки (рис. 27) заготовка путем пластической деформации приобретает требуемую форму. Основное условие качественной формовки заключается в том, что при деформации не должно быть разрушения металла. Основными операциями формовки являются гибка, вытяжка и отбортовка. Гибка - это процесс деформации заготовки в специальном желобе гибочного штампа под действием усилия, которое прикладывается пуансоном. При этом слои металла, расположенные с внутренней части пуансона, сжимаются, а внешние, расположенные со стороны матрицы, растягиваются. Большое значение имеет радиус гибки, который зависит от толщины и свойств изгибаемого металла. В ювелирном производстве гибка применяется при выполнении как заготовительных, так и монтировочных операций. На заготовительных операциях гибка выполняется на механических и гидравлических прессах, гибочных станках, а иногда и ручным ударом молотка по оправке, которая, вдавливая металл в стенки желоба, производит гибку. Гибка заготовки при монтировочных операциях выполняется в основном вручную с помощью специальных приспособлений и инструмента (щипцы, плоскогубцы, круглогубцы, молоток и др.). При монтировке производится гибка различных профилей металла. Для получения сложных профилей изделий при гибке используются специальные оправки и плиты с гибочным желобом. Вытяжка производится на гидравлических прессах плавным нажимом. Металл при вытяжке в разных направлениях деформируется неодинаково, поэтому для предупреждения образования складок вытяжку производят с применением дополнительного верхнего прижима заготовки. Вытяжка дает возможность получить из плоской заготовки деталь с образовавшейся сферой (вид колпачка). Причем вытяжка при одном проходе возможна только в определенных пределах, зависящих от свойств и толщины металла, затем пуансон отводится и процесс повторяется. Одной из разновидностей вытяжки является протяжка, которая применяется при изготовлении полых тонкостенных деталей. При протяжке длина заготовки увеличивается в результате утонения ее стенок. Утонение обеспечивается тем, что зазор между пуансоном и матрицей устанавливается меньше толщины стенок заготовки. Отбортовке подвергаются наружные кромки или кромки отверстий. При наружной отбортовке размер получаемого борта невелик и ограничивается главным образом пластическими возможностями конкретного металла. При обработке отверстий происходит небольшое уменьшение толщины металла у края борта за счет растяжения металла. Отбортовку осуществляют в штампах на гидравлических прессах деформированием в роликах. Обжим - это процесс деформации заготовки, надетой на специальную матрицу заданной формы. Матрица жестко закрепляется на прессе. Обжим происходит под действием усилия от пуансона. При этом рабочая поверхность пуансона имеет форму, обратную форме матрицы. Наиболее часто в ювелирном производстве обжим применяется для формовки полых ювелирных изделий. Раздача - это процесс деформации заготовки пуансонами различной формы. При этом заготовку вставляют в отверстие матрицы, жестко закрепленной на основании пресса. Давлением пуансона на отверстие заготовки производится раздача отверстия. При этом происходит уменьшение толщины заготовки за счет сжатия металла. Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 2050; Нарушение авторского права страницы