|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Глава. Ремонт ювелирных изделий
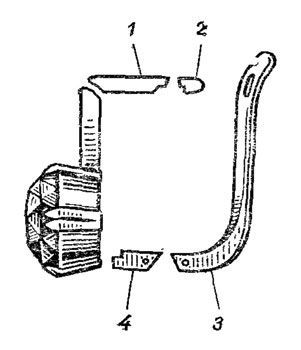
Ремонт является наиболее сложным и трудоемким процессом ювелирного производства. В процессе ремонта восстанавливают или изготовляют различные элементы ювелирных изделий, выполняют монтировочные и отделочные операции. Процесс восстановления ювелирных изделий можно подразделить на ремонт и реставрацию. Изделия, в которых требуется восстановление отдельных элементов конструкции или узора, подлежат реставрации. Однако для упрощения классификации все работы как по ремонту, так и по реставрации назовем ремонтом ювелирных изделий. По причине разнообразия работ ремонтные работы выполняют индивидуально, и в основном вручную. Определение степени дефекта ювелирных изделий, поступающих в ремонт, должно проводиться квалифицированными приемщиками. При поступлении изделия к ювелиру он должен проверить соответствие массы и комплектность изделия, а также ознакомиться с перечнем работ, определенных заказом. При ремонте изделия для сохранения его первоначального товарного вида необходимо соблюдать некоторые обязательные условия. Так, для сохранения на изделии блеска необходимо перед проведением работ, связанных с нагревом, поместить его в борную кислоту и прокипятить. При достижении кипения процесс нагрева следует прекратить. В процессе ремонта не все изделия можно подвергать паянию твердыми припоями. Так, изделия, поверхности которых имеют декоративное покрытие (золочение, эмалирование, чернение), нельзя подвергать высокому температурному нагреву. При ремонте таких изделий необходимо использовать такие методы соединения деталей, которые бы исключили сгорание декоративного покрытия. Если по конструкции изделия это возможно, то соединение может быть выполнено с помощью заклепок. В крайнем случае по согласованию с заказчикам паяние может быть выполнено мягкими припоями (оловянно-свинцовыми). При паянии изделий, в которых имеются различные вставки (камни, граненое стекло, перламутр, пластические массы), необходимо определить материал вставки и, если он по своим свойствам боится высокотемпературного нагрева, вставку перед паянием раскрепить и вынуть. После окончания всех работ, связанных с нагревом изделия, вставку устанавливают на прежнее место и закрепляют в оправе. При этом необходимо учитывать свойства вставки. При работе с хрупкими камнями и стеклом, а также камнями, имеющими трещины, необходимо проявлять повышенную осторожность. Раскрепляют вставку, осторожно проводя острием ножа между оправой и вставкой, при этом нож действует, как клин, отжимая стенку оправы. Усилие нажима регулируют в зависимости от прочности и состояния вставки. Надо стараться направлять его больше на оправу, чем на вставку. Нельзя перекашивать нож или действовать им как рычагом для отбортовки оправы. Особенно трудно раскрепить такие оправы, у которых край был плотно пригнан к вставке с помощью друкера. В этом случае находят такое место, где можно вставить острие ножа между вставкой и ободком оправы, а затем проводят ножом несколько раз вокруг вставки под оправой, пока рант царги оправы не отодвинется настолько, что можно будет вынуть вставку. Если в изделии оправа толстая и ее невозможно раскрепить таким способом, то ее распиливают лобзиком с одной стороны. В случае необходимости оправу можно распилить и в двух противоположных местах. Эти места разреза впоследствии запаивают и зачищают, после чего подгоняют по камню оправу и закрепляют камень. Крапановые и корнеровые оправы раскрепляют с помощью флахштихеля, которым осторожно оттесняют в стороны крапаны, удерживающие камень. Очень мелкие камни выдавливают штифтом, диаметр которого почти соответствует размеру камня. Заменяемые элементы изготовляют из сплава той же пробы, из которой изготовлено ювелирное изделие. Материалы определенного состава (пробы) и профиля подготовляют по общей технологии выполнения заготовительных операций. Гладкие кольца без камней К гладким кольцам относятся обручальные, типа " печатка" и другие без камней и ажурных элементов. Наиболее характерные виды ремонта этих изделий следующие: увеличение и уменьшение размера кольца, восстановление поврежденной поверхности и формы кольца. Увеличение размера обручальных колец. Для этого либо используют механическую растяжку на ригеле, либо вставляют кусочек металла той же пробы, из которой изготовлено основное изделие. Механической растяжке (на 2-3 размера) хорошо поддаются обручальные кольца шириной до 7-8 мм, несколько хуже - шириной 9-12 мм, а также кольца типа " печатка", " поясок" и др. Увеличение размера обручального кольца механическим способом проводится по следующей технологии. Ювелир проверяет с помощью кольцемера или штангенциркуля размер кольца, которое требует увеличения, и определяет, на сколько следует увеличить кольцо. Затем кольцо отжигают пламенем горелки и после охлаждения надевают на ригель, который установлен в специальный станок растяжки (рис. 73). В специальную прижимную рукоятку устанавливают ролик соответствующий по форме профилю обручального кольца. Рукоятку с роликом прижимают левой рукой к обручальному кольцу, находящемуся на ригеле. Правой рукой начинают вращать рукоятку ригеля, приводя в движение направляющую ось и прижимную рукоятку. При этом левой рукой необходимо прилагать усилие к рукоятке как для прижима ролика к кольцу, так и для его медленного перемещения вправо, т. е. насаживания на ригель. Увеличив кольцо до нужного размера, его отжигают, отбеливают, промывают, протирают насухо, а затем с помощью напильника выравнивают торцы кольца. Если имеются неровности на внешней полукруглой форме или внутренней части кольца, их удаляют шабером. После этого кольцо шлифуют и полируют на волосяной шайбе с применением полировочной пасты. Затем кольцо снова полируют на волосяной шайбе, что придает ему блеск, промывают в мыльном растворе с добавлением нашатырного спирта, а затем в теплой воде, просушивают и протирают замшей. Увеличение широких обручальных колец путем вставки кусочка металла проводится по следующей технологии. Проверяют размер кольца с помощью кольцемера или штангенциркуля и определяют, на сколько его нужно увеличить. Затем лобзиковой пилочкой разрезают шинку кольца (рис. 74). Разрезанное кольцо отжигают, надевают на ручной ригель (см. рис. 18) и с помощью деревянного или текстолитового молотка насаживают и раздают по окружности до требуемого размера. Затем изготовляют и подгоняют вставку, т. е. кусочек металла той же пробы, из которого изготовлено основное изделие. Этот кусочек по ширине и толщине должен соответствовать размерам шинки кольца. Перед пайкой необходимо кольцо и вставку прокипятить в борной кислоте, чтобы изделие не потеряло глянца, а затем место паяния посыпать бурой. Паяют кольцо припоем из того же металла, из которого изготовлено основное кольцо. Мелкие пельки (кусочки) припоя накладывают на стыки и паяют под действием пламени горелки. После паяния кольцо отбеливают, просушивают, а затем обрабатывают впаянный кусочек. С помощью надфиля и шабера его профиль подгоняют к профилю шинки кольца так, чтобы не было заметно неровностей (впадин или выступов). Последующая отделка кольца проводится так же, как и при увеличении кольца механическим способом. Уменьшение размера обручальных колец. Обручальные кольца можно уменьшить как вырезанием части шинки, так и механическим путем в конусной анке с помощью специальных пуансонов (рис. 75). Таким путем можно уменьшить обручальное кольцо на 2-3 размера в зависимости от его ширины. Кольца шириной более 8 мм трудно поддаются сжатию, и их рекомендуется уменьшать вырезанием части кольца. Технология уменьшения обручального кольца следующая. С помощью кольцемера или штангенциркуля проверяют размер кольца и определяют, на сколько надо уменьшить кольцо. Затем кольцо отжигают пламенем горелки и охлаждают. Подбирают пуансон требуемого диаметра, кольцо вкладывают в конусное отверстие анки и ударяют молотком по пуансону - в результате кольцо сжимается. При уменьшении кольца таким способом его периодически вынимают из анки и переворачивают, чтобы сжатие произошло с обоих торцов. Во время ударов по пуансону анка должна стоять на жесткой поверхности (наковальне). Если кольцо плохо поддается сжатию, то его нужно еще раз отжечь. Доведенное таким образом до нужного размера кольцо вынимают из анки и устанавливают на ригель станка растяжки, где его обкатывают с помощью ролика для восстановления нужного профиля. Доводка и отделка кольца такие же, как и при увеличении кольца. Гладкие кольца типа " печатка", " поясок" уменьшают по той же технологии, что и увеличение колец. Отличительной чертой является то, что после разрезания шинки и вырезания части ее кольцо сгибают с помощью специального приспособления, называемого " девятка" (рис. 76). При этом необходимо достичь стыка торцов шинки, т. е. обеспечить плотную фугу, и запаять кольцо припоем, предварительно прокипятив кольцо в борной кислоте и смазав торцы бурой. После пайки кольцо отбеливают и рихтуют на ручном ригеле. Доводят и отделывают кольцо так же, как и при его увеличении. Восстановление поврежденной поверхности и формы кольца. В процессе носки кольца на нем могут появиться повреждения поверхности (вмятины, царапины), а также искажения формы (изгибы, эллипсность). При искажениях формы кольцо надевают на ригель и выправляют его форму. Если обручальное кольцо шириной до 8 мм, то его исправляют механическим путем на станке, показанном на рис. 73, а если это кольцо типа " печатка", " поясок" или другого гладкого типа, то его исправляют на ручном ригеле с помощью деревянного или текстолитового молотка. После правки формы кольцо доводят и отделывают так же, как и при увеличении колец. При наличии на поверхности кольца повреждений (вмятин или царапин) его закрепляют в ручные тиски и с помощью надфиля выправляют наружную поверхность, а затем шабером придают ей соответствующий профиль. Доводка и отделка кольца такие же, как при увеличении. Если кольцо имеет трещину или разрыв, то устранить такое повреждение можно методом пайки по той же технологии, что и при уменьшении кольца методом вырезания части его. Ажурные кольца без камней К ажурным кольцам относятся мужские перстни с художественными элементами ажура и женские кольца различных форм также с художественными элементами ажура. Такие изделия изготовляют как вручную, так и штамповкой или литьем по выплавляемым моделям. Художественные узоры (элементы ажура) могут быть накладными или выпиленными в контуре кольца. При ремонте этих изделий наиболее часто встречаются следующие работы: увеличение и уменьшение размера; пайка в местах трещин или разрывов шинки, которые выполняются так же, как и при ремонте гладких колец типа " печатка"; ремонт (реставрация) поврежденного узора. Приступая к ремонту поврежденного узора, необходимо в первую очередь отжечь кольцо, а затем исправлять наружную поверхность кольца. В зависимости от формы кольца можно использовать ручные тиски с применением инструмента и специально изготовленных оправок. После выравнивания наружной поверхности кольца можно определить, какая часть узора требует ремонта или замены. Для выполнения ремонтных работ подготовляют металл той же пробы и необходимого профиля, соответствующего по ширине и толщине элементу основного изделия. Можно изготовить целую пластинку с узором с последующим вырезанием в изделии дефектной части и впаиванием в него подготовленной пластинки с узором. После паяния кольцо опиливают, затем шабруют места паяния, а в случае необходимости - все изделие. Доводка и отделка ажурных колец без камней проводится так же, как и при увеличении обручальных колец. Кольца с камнями В кольцах с камнями наряду с работами по увеличению и уменьшению размеров колец, паянию в местах трещин и разрывов, реставрации поврежденных узоров часто встречаются работы по ремонту и переделке оправ для камней. Следует отметить, что если требуется ремонт шинки или ажурного элемента в кольце, где камень надежно удерживается в оправе, то, прежде чем произвести паяние дефектного места, необходимо осмотреть и определить вид камня. Если камень боится нагрева, то необходимо раскрепить и вынуть его. Наиболее часто требуют ремонта крапановые оправы или крапаны цельнолитых колец. В кольцах с крапановой закрепкой в результате облома или изношенности крапанов могут выпадать камни. Кольца с цельнолитыми крапанами. Основными видами ремонта колец сцельнолитыми крапанами (рис. 77) являются напайка крапанов и припайка упоров для предотвращения проваливания камня внутрь кольца. Даже в новых кольцах, где крапаны не обломаны и не изношены, возможно проваливание камней внутрь. В этом случае также рекомендуется припаивать упоры. Для напайки обломанных и изношенных крапанов подготовляют металл той же пробы и необходимого профиля. Приступая к ремонту кольца, его в первую очередь отжигают, закрепив кольцо в ручных тисках, напаивают крапаны, опиливают и подгоняют по рундисту камня. После этого размечают места подпайки упоров и кольцо опять отжигают. В качестве упоров используют небольшие кусочки металла, которые могут быть того же профиля, что и крапаны. Подготовленные упоры прикрепляют зажимами (скобами) и припаивают внутри кольца. После этого кольцо отбеливают, окончательно опиливают и подгоняют крапаны. Камень вставляют до упоров и закрепляют. Доводка и отделка кольца описаны в подразделе " Увеличение размера обручальных колец". Кольца с впаянными оправами. Основными видами ремонта таких колец является напайка отдельных крапанов либо реставрация или замена всей оправы. Замена всей оправы необходима в том случае, когда утерян камень или по желанию заказчика заменяется на камень другой формы и размера. Отломанные или изношенные крапаны напаивают так же, как и в кольцах с цельнолитыми крапанами. При реставрации крапановых оправ могут быть заменены все крапаны (рис. 78). Для этого отрезают часть оправы под основание крапанов и к оставшейся части ободка оправы припаивают полукаст, который изготовляют из ленты металла той же пробы, что и основное изделие, и необходимой толщины. После напаивания полукаста с предварительным отжигом кольца размечают крапаны, распиливают и опиливают их, а затем подгоняют крапаны по камню. После этого проводится шабровка мест пайки, а если эта необходимо, то и всего изделия. Затем кольцо отбеливают, окончательно опиливают, подгоняют ©праву по камню и закрепляют камень. Если требуется замена всей оправы, то старую оправу вырезают лобзиком в местах ее соединения с шинкой. Новую оправу готовят в соответствии с конструкцией, предусмотренной заказом, формой и размером камня. Оправу изготовляют по той же технологии, что и технология оправ для новых колец с камнями. При впаивании новых оправ допускается и создание дополнительных элементов к шинке кольца (разветвленные шинки, накладные элементы и др.). Перед монтировкой новой оправы шинку изделия отжигают, а после монтировки отбеливают, опиливают и шабруют. Затем подгоняют каст по камню и закрепляют камень. Доводят и отделывают кольца так же, как при увеличении обручальных колец. Серьги без камней Серьги без камней бывают самых различных конструкций. Наиболее часто встречающимися поломками являются протирание соединительных колечек, облом крючка, истирание резьбовой нарезки на винтах и др. Серьги с замками в виде крючков. При протирании соединительных колечек заменяют протертое колечко новым (рис. 79, а). Для этого колечко отрезают от основания, к которому оно припаяно. Новое соединительное колечко изготовляют из проволоки драгоценного металла той же пробы, что и остальная часть серьги. Сечение проволоки должно соответствовать массе серьги. Перед припаиванием серьгу отжигают и соединительное колечко припаивают к основанию детали. Для того чтобы два соединительных колечка не спаялись между собой, одно из них разрезают и через разрез вводят второе колечко. Затем колечко соединяют и спаивают. Разрезанное колечко может быть и не спаяно, а только плотно стыковано (сфуговано). Обломанный крючок (рис. 79, б) можно отремонтировать двумя способами: заменить полностью крючок или спаять внахлестку по месту облома. Если меняют крючок, то оставшуюся часть отрезают в месте соединения ее с основанием серьги. Новый крючок изготовляют также из проволоки драгоценного металла той же пробы, что и основание серьги. Сечение проволоки крючка должно соответствовать сечению проволоки крючка второй серьги. Затем основание серьги отжигают и проволоку припаивают к основанию серьги, изгибают ее по форме крючка второй серьги. Серьгу отбеливают и место пайки опиливают, после чего на серьгу ставят клеймо. Если крючок спаивают внахлестку, то его концы в месте разрыва предварительно оттягивают (ковкой). Затем место пайки рихтуют, опиливают и изгибают по форме крючка второй серьги. Основание серег ремонтируют (рихтовка, правка) с помощью ручных тисков и специальных оправок. Если при рихтовке или правке образовывается трещина или происходит разрыв металла, то дефектное место запаивают. При этом перед пайкой серьгу отжигают, а после пайки ее отбеливают и опиливают места пайки. Доводят и отделывают серьги по технологии, описанной в подразделе " Увеличение размера обручальных колец". Серьги с креплением на винтах. Основным дефектом в серьгах, крепящихся на винтах, является истирание в процессе эксплуатации резьбы. Если истерлась резьба в гайке, то можно затянуть отверстие с помощью пуансонов со специальным бойком или запаять отверстие полностью, просверлить новое и метчиком нарезать резьбу. Метчик по диаметру и шагу резьбы должен соответствовать винту серьги. Перед нарезкой резьбы или натягиванием отверстия гайку отжигают. Если проводилась пайка, то после нее гайку отбеливают. Если же резьба истерлась в стойке винта, то можно заменить стойку винта или нарезать плашкой (леркой) резьбу на более тонкую. При этом необходимо справить резьбу и в гайке, для чего отверстие предварительно затягивают или запаивают. При замене стойки винта старую стойку отрезают у самого основания. Новую стойку изготовляют из проволоки, сечение которой соответствует сечению старой стойки, которое можно замерить в нижней, свободной от резьбы части стойки. Затем проволоку припаивают, серьгу отбеливают и плашкой нарезают резьбу, соответствующую резьбе гайки. Ремонт основания серьги (рихтовку, правку) и другие процессы выполняют с помощью ручных тисков и специальных оправок. Если при рихтовке или правке образовывается трещина или разрыв металла, то дефектное место запаивают. При этом перед пайкой серьгу отжигают, а после пайки отбеливают. Доводят и отделывают серьги по технологии, описанной в подразделе " Увеличение размера обручальных колец". Серьги с камнями Основными наиболее часто встречающимися дефектами являются следующие: изнашиваемость оправ для крепления камней, особенно крапановых, и неисправности замков. Оправы для крепления камней ремонтируют так же, как и оправы в кольцах с камнями. В серьгах с камнями наиболее часто применяются замки в виде крючков с петелькой или типа " патент". Замки в виде крючков в серьгах с камнями ремонтируют так же, как и в серьгах без камней. Если камни боятся нагрева, то их нужно извлечь. Рассмотрим только ремонт серег на замках типа " патент". Основными поломками в замке являются обломы верхнего крючка серьги или нижней стойки " патента" (рис. 80). При обломе зуба верхнего крючка место облома оттягивают ковкой и на оттянутый конец напаивают соответствующий по профилю кусочек металла той же пробы, что и остальная часть серьги. Затем серьгу отбеливают и кончик верхнего крючка опиливают по требуемой форме. После этого крючок опять подгоняют по месту входа в скобу замка и запиливают зуб упора. Если же облом произошел по месту изгиба крючка, то можно припаять часть крючка с последующей опиловкой и подгонкой или отрезать оставшуюся часть крючка от каста и изготовить новую стойку, припаять ее к касту, а затем изогнуть в соответствии с нужной формой, опилить и подогнать по месту входа в скобу замка. Крючок изготовляют так же, как и для серег с замком типа " патент". При обломе нижней стойки замка скобу расштифтовывают и нижнюю стойку отделяют. Затем изготовляют нижнюю стойку так же, как для серег с замками типа " патент". В тыльной нижней части каста лобзиком пропиливают паз, в который вставляют стойку и припаивают. После пайки серьгу отбеливают, стойку опиливают и подгоняют по скобе замка " патент". Скобу замка насаживают на стойку и через отверстие в скобе просверливают отверстие в стойке под штифт. Затем штифтуют и подгоняют скобу замка " патент" по верхнему крючку. Если оправа с камнем боится нагрева, то перед ремонтом замка камень раскрепляют, а после пайки, отбеливания и опиловки закрепляют. Доводят и отделывают серьги с камнями по общепринятой технологии. Цепочки Основные неисправности в цепочках - это разрыв звеньев и поломка замка. Разрыв звеньев якорной (рис. 81, а) или панцирной цепочки устраняется пайкой разорванного места путем наложения кусочка (припоя) на стык. Технология пайки при ремонте якорной и панцирной цепочки аналогична технологии пайки звеньев при сборке новой цепочки. В витых многозвенных цепочках бывает протирание или обрыв одного или нескольких ушков. В 2-звенных витых цепочках в случае протертости (обрыва) одного или нескольких ушков необходимо дефектное ушко запаять по месту разрыва по той же технологии, что и звено в якорной цепочке. В случае непригодности дефектного ушка (истирание значительной его части) необходимо изготовить новое ушко по общепринятой технологии изготовления новых цепей, ввести его в звено взамен дефектного и запаять по месту стыка (фуги). В 3-звенных витых цепях в случае протертости (обрыва) одного или нескольких ушков необходимо полностью раскрыть звено, т. е. разрезать два оставшихся ушка этого звена и разъединить цепь. Затем следует определить правильное направление навивки цепи, изготовить взамен одного или нескольких дефектных ушков новые по общепринятой технологии, после чего правильно заправить их с одной стороны в ремонтное звено цепи, а затем ввести эти ушки цепи и запаять их по месту стыка (фуги) каждое ушко отдельно. В венецианской цепочке возможен разрыв звеньев, которые соединяются без пайки (рис. 81, б). В случае облома одного или нескольких усиков дефектное звено надо удалить. Для присоединения последующего звена всю цепочку следует отжечь с целью снятия напряжения, разогнуть концевое звено (по месту разрыва) и с помощью плоскогубцев и пинцета ввести усики в следующее концевое звено второй части цепочки (по месту разрыва). Затем вручную плоскогубцами необходимо отрихтовать звено, т. е. образовать прямые углы и параллельность граней. После соединения цепочки ее отбеливают. В отличие от всех видов паяных цепочек венецианские цепочки нельзя подвергать механической полировке, так как при этом возможны разрывы. Такие цепочки подвергают только электрополировке. В шомпольных замках возможно изнашивание (протирание) упора шомпольной задвижки, в результате чего происходит самооткрывание, разрыв направляющих шомпольной задвижки в месте их соединения или протирание соединительных ушков. Если изношен упор (закруглен), то его можно запилить под прямым углом и несколько расширить направляющие, что обеспечит надежный запор. Если же произошел разрыв направляющих, то их по месту разрыва спаивают, после чего шомпольную задвижку отбеливают и опиливают по месту паяния. В шпрингельных замках в основном приходит в негодность пружина или протираются соединительные ушки. Для замены пружины необходимо по месту фуги расширить каркас замка и вынуть задвижку. Затем ввести в корпус замка тонкий крючок и вытянуть пружину. После чего корпус замка отжигают, при этом выжигают скопившуюся в нем грязь и отбеливают. В корпус вставляют новую пружину, а затем несколько раздвигают по фуге и в него вставляют задвижку. После этого фугу сжимают и проверяют работу замка. В карабинных замках наиболее часто протирается крючок: зацепления, возможно также ослабление или облом пружины, результате чего ослабевает шпрингель замка и не обеспечивает плотного прижима (прилегания) к крючку зацепления. В случае протирания крючка зацепления на ослабленное место нужно наложить и напаять полоску того же металла, из которого изготовлен крючок. Однако перед пайкой необходимо расштифтовать трубку карабинера и извлечь стальную пружину, так как при тепловой обработке она отпустится и не будет пружинить. После напайки на крючок зацепления подготовленной пластинки его опиливают, затем карабинный замок зачищают и отбеливают. В конусную трубку вставляют на прежнее место пружинку и заштифтовывают трубку. После испытания замок полируют. Если ослабла или сломалась пружинка, то необходимо в первую очередь ее извлечь, для чего расштифтовывают трубку карабинера. Затем навивают новую пружинку, вставляют на прежнее место и конусную трубку заштифтовывают. После расклепки штифт необходимо опилить и затем отполировать замок. Соединительные ушки (колечки), которые укрепляются на свободном конце цепочки, ремонтируют напайкой припоя на протертое место, а если произошел разрыв, то колечко заменяют. Перед пайкой соединительного ушка (колечка), которое припаяно к корпусу замка, стальную пружинку из замка вынимают, иначе в процессе пайки она отпустится и придет в негодность. Доводят и отделывают цепочки по той же технологии, которая применяется для отделки новых цепочек. Кулоны, медальоны, броши Кулоны бывают гладкими, ажурными без камней, а также с камнями различных форм. Основными неисправностями в них -являются протертость соединительного и кулонного ушков, а также выпадение камней из оправ. В медальонах наиболее частые неисправности - протертость или облом шарнира, соединительного и кулонного ушка, облом прижимного язычка (запора), отсоединение накладных художественных элементов, выпадение камней. В брошах возможно отсоединение накладных художественных элементов, выпадение камней из оправ и дефекты в замке. Ремонт кулонов. Соединительные ушки в кулонах бывают следующих форм: простые овальные, изготовленные из проволоки; фасонные в виде плоского художественного элемента, с тыльной стороны которого имеется ушко, выполненное цельно с художественным элементом или припаянное к нему. Ушко представляет собой колечко, жестко соединенное с основанием кулона и являющееся его продолжением. Для ремонта простого овального соединительного ушка, если юно протерлось в одном месте, можно наплавить припои (уплотнить протертое место), а затем отбелить кулон и опилить ушко по месту паяния. Если же в ушке имеется разрыв, то можно торцы по месту разрыва запаять встык или заменить ушко новым. Новое ушко изготовляют из проволоки соответствующего сечения по той же технологии, что и ушко для нового кулона. Если изготовляют новое ушко, то на него ставят клеймо. Для ремонта фасонного ушка (рис. 82) по месту протертости также можно наплавить припой, а если имеется разрыв, то можно либо спаять встык, либо отрезать ушко от основания художественного элемента, изготовить из проволоки соответствующего сечения трехсторонний гнутый профиль и припаять его встык к тыльной стороне пластинчатого художественного элемента. При этом гнутый профиль с тыльной стороной художественного элемента образует замкнутое кольцо, являющееся ушком. После пайки кулон отбеливают и ушко опиливают по месту паяния. При замене гнутой части ушка на кулон также ставят клеймо. При ремонте ушков в кулонах с камнями перед паянием осматривают камни, и, если их нагревать нельзя, то камни раскрепляют, а после паяния опять закрепляют. Работы по ремонту оправ для камней проводятся аналогично подобным работам при ремонте оправ в кольцах или серьгах с камнями. Доводку и отделку кулонов проводят по общепринятой технологии. Ремонт медальонов. В случаях протирания или облома шарнира необходимо вынуть штифт и отсоединить основание и крышку медальона. При извлечении штифта он с одной стороны на торце запиливается и выбивается, в результате чего он укорачивается и повторно использован быть не может. Затем протертые или обломанные части шарнира на крышке и основании отрезаются. Новые трубки для шарнира и штифт изготовляются по той же технологии, что и при изготовлении новых медальонов. Затем новые трубки припаивают к крышке и основанию медальона. Возможна замена трубки только на основании или крышке, если вторая часть не изношена. После соответствующей подгонки шарнира и стыковки обеих частей медальона в отверстие шарнира вводится штифт и расклепывается на торцах с обеих сторон. В случае облома прижимного язычка (запора) необходимо изготовить новый язычок из проволоки по общепринятой технологии, припаять его к основанию медальона в месте облома и затем с помощью плоскогубцев изогнуть так, чтобы при закрывании крышки он ее плотно прижимал. Протертости круглого соединительного ушка и кулонного ушка медальона ремонтируются по той же технологии, что и в кулонах. При отсоединении накладных художественных элементов, обломе или утере их необходимо по общепринятой технологии изготовить новый элемент или часть его и напаять на крышку. После проведения ремонтных работ, связанных с пайкой деталей медальона, необходимо после опиловки и зачистки мест пайки отбелить весь медальон и произвести его полировку. В медальонах на крышке могут крепиться корнеровой закрепкой мелкие камни (алмазы, рубины, хризолиты и др.). Выпадение их свидетельствует о некачественной закрепке. Для обеспечения прочности удержания камня в крышке необходимо обеспечить плотность его посадки в гнездо и в зависимости от его формы расположить корнера так, чтобы они его плотно прижимали к основанию гнезда в крышке медальона. Технология закрепки применяется общепринятая для данного вида закрепки. При ремонте медальонов с наличием камней или эмалевого покрытия на крышке возникают сложности при проведении пайки, так как эмаль и некоторые виды камней боятся температурного нагрева. В этих случаях нужно в первую очередь определить вид камня, если он не может подвергаться тепловой обработке, как, например, хризолит, то его нужно раскрепить, а после окончания обработки и отбеливания медальона поставить на место и закрепить. Значительно сложнее ремонт медальонов, крышки которых покрыты элементами художественного эмалирования. Если сама крышка медальона не должна подвергаться ремонту, связанному с пайкой, то расштифтовывают шарнир и отсоединяют крышку, после чего производят ремонтные работы на основании медальона. Если же в самой крышке обломан шарнир или отсоединился накладной элемент, то обгорание эмали при пайке неизбежно. В этом случае необходимо всю эмаль выжечь и по местам гравировки выполнить эмалирование повторно. Ремонт брошей. Одной из неисправностей в брошах является отсоединение накладных элементов. При этом накладные элементы могут быть утеряны или деформированы. В таком случае их готовят индивидуальным путем по технологии изготовления художественных элементов колец или серег. Затем старый или новый накладной элемент напаивают на основание броши. После лаяния брошь отбеливают и опиливают по местам пайки. Наиболее распространенными неисправностями в брошах являются дефекты замков (рис. 83). При этом чаще в замках ломается крючок или шарнир, на котором крепится булавка. В случае облома крючка в любом месте оставшуюся его часть отрезают от пластинки, на которую он припаян, и припаивают проволоку или ленту такого профиля, какой был первоначально. Потом крючок изгибают и подгоняют по нему булавку, после чего брошь отбеливают и опиливают по месту припайки крючка. Если обломан шарнир, к которому крепится булавка, то в первую очередь его следует расштифтовать и вынуть булавку. Сломанный шарнир или его оставшуюся часть отрезают от пластинки, к которой припаян шарнир. Новый шарнир изготовляют так же, как для новых брошей. Затем шарнир напаивают на пластинку, в прорезь вводят булавку и штифтуют, булавку подгоняют по крючку или сложному замку. После подгонки брошь отбеливают и опиливают по месту паяния шарнира. Если броши с камнями, которые боятся нагрева, то перед паянием их следует раскрепить, а после паяния опять вставить и закрепить. При наличии на броши эмалевого покрытия необходимо применять меры предосторожности при тепловой обработке (пайке). В этом случае при ремонте замков применяют пайку мягкими (оловянистыми) припоями. Работы по ремонту оправ для камней проводятся аналогично подобным работам при ремонте оправ в кольцах или серьгах с камнями. Доводку и отделку брошей проводят по общепринятой технологии. Корпуса часов В корпусах часов чаще всего изнашиваются ушки крепления ремешков и браслетов. По конфигурации и методу крепления ушки бывают двух видов (рис. 84). Ремешки (браслеты) крепятся к корпусам концевыми шарнирами в виде разрезных трубок или при помощи специальной соединительной скобы (подковки). В процессе эксплуатации в результате трения ушки корпусов протираются, что может привести к утере часов. При протертых шарнирных ушках их заменяют. Для этого протертую проволочную стойку (шарнир) отрезают от корпуса и изготовляют из проволоки соответствующего профиля новую стойку (скобу). Корпус часов отжигают и новую стойку припаивают встык на прежнее место. Затем корпус отбеливают и опиливают по месту паяния. Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 6814; Нарушение авторского права страницы