
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Определение высоты из условий жёсткости с учётом прочностиСтр 1 из 3Следующая ⇒
БАЛКА СВАРНАЯ ДВУТАВРОВАЯ
Курсовой проект Пояснительная записка
150203.03.001.ПЗКП
Руководитель В. Н. Стрижнев
Студент С.О. Голованов
1. 2. Выбор материала Пример расчёта и конструирования двутавровой балки 3.  и поперечной силы (Q) и поперечной силы (Q)
4.
5. 5.1. Определение требуемых моментов сопротивления и инерции
5.6. Проверка общёй устойчивости балки
6.
7. 8. Заключение Литература Приложение А. Эпюры изгибающего момента (Мизг) и поперечной силы (Q), нормальных и касательных напряжений в поперечном сечении балки
Сварка - великое изобретение конца прошлого века, принадлежащее нашим соотечественникам Н.Н Бенардосу и Н.Г Славянину. Сварка является одним из ведущих технологических процессов обработки металлов. Определены основные направления развития сварочного производства: Замена клепаны, литых, кованных конструкций более экономическими сварными. Сварка ГОСТ19903-74 называется технологический процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями, при их общем или местном нагреве, или совместным действием того и другого.
Сварка- широко применяется в основных отраслях производства, потребляющих металлопрокат, так как резко сокращает расход метала, сроки выполнения работ и трудоемкость производительных процессов. Выпуск сварных конструкций и уровень механизации сварных работ расчет из года в год. Применение сварки способствует совершенствованию машиностроения и развитию новых отраслей техники- ракетостроение, атомной энергетики, радиоэлектроники. Проводятся работы по выполнению сварки в открытом космосе. Большие приемущества сварки обеспечили ее широкое применение в народном хозяйстве: в медицине, без неё сейчас немыслимо производство судов, турбин, котлов, самолетов, мостов, реакторов и других конструкций.
Для изготовления двутавровой балки выбираем Ст5пс по ГОСТ 380-80 Сталь Ст5пс конструкционная углеродистая обыкновенного качества. Выбор производится с учетом характера нагрузок, условий работы конструкции и её экономичности. Конструкция должна удовлетворять условиям жесткости, прочности и выносливости. Таблица1 Химический состав стали Ст5пс ГОСТ 380-80
Таблица2 Механические свойства стали Ст5пс ГОСТ 380-80
С (углерод) повышает прочность, понижает закаливаемость, понижает пластичность и удельную вязкость. Mn ( марганец)- повышает прочность, мало влияет на пластичность, коррозионную стойкость и свариваемость. Si ( кремний)- увеличивает прочность, содержание не более 0, 6% при большом содержании увеличивает хладноломкость, улучшает механические свойства и ухудшает пластичность. S (сера) – является вредной примесью, содержание серы выше 0, 04% приводит к горячим трещинам. P ( фосфор)- снижает ударную вязкость, его содержание в металле шва не должно быть 0, 04%. Сварка производится без подогрева и без последующей термообработки, ограниченно свариваемая сварка возможна при подогреве до 100-120 градусов, и последующей термообработке. Трудносвариваемая для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 градусов. При сварке, термообработка после сварки – отжиг.
изгибающего момента и поперечной силы (Мизг, Q)

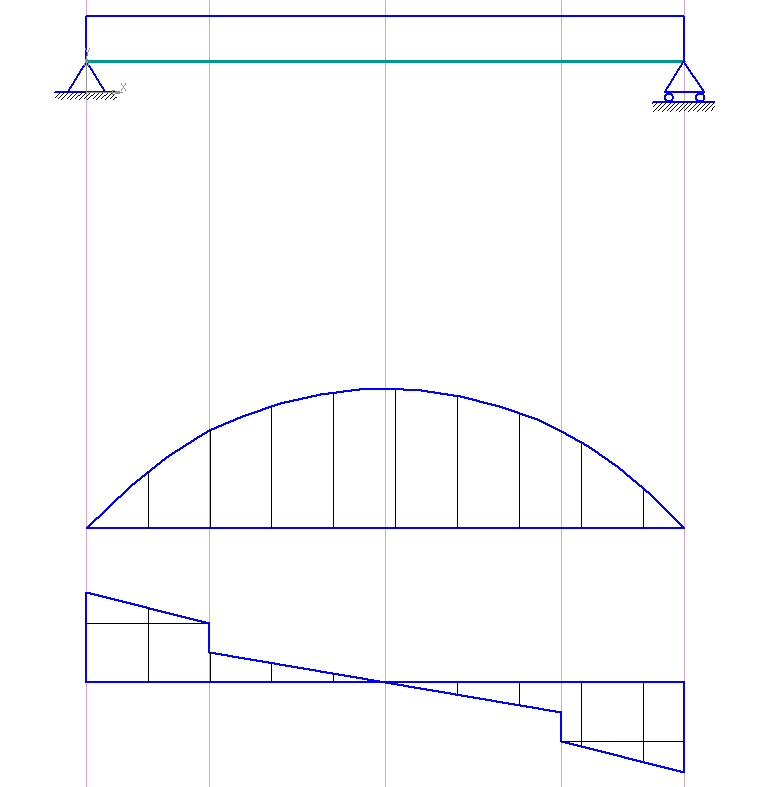
Рисунок 1 – Эпюры изгибающего момента и поперечной силы
Определить изгибающий момент в середине пролёта.

Определить поперечную силу в сечении под сосредоточенным грузом.
Определить поперечную силу на опоре.
Таким образом, величиной максимального момента для балки является
Определение высоты балки Проверка жёсткости балки Определить действительный прогиб балки от сосредоточенных грузов:

Норма жёсткости

Вывод: Жесткость обеспечивается
 – коэффициент, являющийся функцией коэффициента, который определяется по формуле – коэффициент, являющийся функцией коэффициента, который определяется по формуле

Зная коэффициент

Полученный Принять Вывод: Общая устойчивость балки обеспечена, так как:
Проверка устойчивости вертикального листа (стенки)

где
Вывод: Устойчивость вертикальной стенки обеспечена без рёбер жёсткости, но их следует установить на опоры и в местах приложения сосредоточенных сил.
Ширина ребра
Толщина ребра Принять Вывод: Местная устойчивость горизонтального листа выполняется, так как из условия местной устойчивости:
Расчёт поясных швов Рабочими напряжениями в поясных швах в соединениях без подготовки кромок являются касательные. 1) Напряжениями в поясных швах вызванные поперечной силой
 , ,
Sг – статический момент горизонтального листа относительно центра тяжести. (Формула 26)
 , ,
Результирующее напряжение
 , ,
Вывод: Прочность шва обеспечена. Расчёт стыков балки По ГОСТ 19903-74 при толщине листа 12мм длина листа 5000мм, ширина 1400мм. При толщине листа 12мм ширина листа 1400мм, длина 5000мм. Для определения общего количества материала, определения размеров деталей и количества стыков, необходимо определить общую длину балки 5000 l1 Sp

где
На балке 1 технологический стык
БАЛКА СВАРНАЯ ДВУТАВРОВАЯ
Курсовой проект Пояснительная записка
150203.03.001.ПЗКП
Руководитель В. Н. Стрижнев
Студент С.О. Голованов
1. 2. Выбор материала Пример расчёта и конструирования двутавровой балки 3. и поперечной силы (Q)
4.
5. 5.1. Определение требуемых моментов сопротивления и инерции
5.6. Проверка общёй устойчивости балки
6.
7. 8. Заключение Литература Приложение А. Эпюры изгибающего момента (Мизг) и поперечной силы (Q), нормальных и касательных напряжений в поперечном сечении балки
Сварка - великое изобретение конца прошлого века, принадлежащее нашим соотечественникам Н.Н Бенардосу и Н.Г Славянину. Сварка является одним из ведущих технологических процессов обработки металлов. Определены основные направления развития сварочного производства: Замена клепаны, литых, кованных конструкций более экономическими сварными. Сварка ГОСТ19903-74 называется технологический процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями, при их общем или местном нагреве, или совместным действием того и другого.
Сварка- широко применяется в основных отраслях производства, потребляющих металлопрокат, так как резко сокращает расход метала, сроки выполнения работ и трудоемкость производительных процессов. Выпуск сварных конструкций и уровень механизации сварных работ расчет из года в год. Применение сварки способствует совершенствованию машиностроения и развитию новых отраслей техники- ракетостроение, атомной энергетики, радиоэлектроники. Проводятся работы по выполнению сварки в открытом космосе. Большие приемущества сварки обеспечили ее широкое применение в народном хозяйстве: в медицине, без неё сейчас немыслимо производство судов, турбин, котлов, самолетов, мостов, реакторов и других конструкций.
Для изготовления двутавровой балки выбираем Ст5пс по ГОСТ 380-80 Сталь Ст5пс конструкционная углеродистая обыкновенного качества. Выбор производится с учетом характера нагрузок, условий работы конструкции и её экономичности. Конструкция должна удовлетворять условиям жесткости, прочности и выносливости. Таблица1 Химический состав стали Ст5пс ГОСТ 380-80
Таблица2 Механические свойства стали Ст5пс ГОСТ 380-80
С (углерод) повышает прочность, понижает закаливаемость, понижает пластичность и удельную вязкость. Mn ( марганец)- повышает прочность, мало влияет на пластичность, коррозионную стойкость и свариваемость. Si ( кремний)- увеличивает прочность, содержание не более 0, 6% при большом содержании увеличивает хладноломкость, улучшает механические свойства и ухудшает пластичность. S (сера) – является вредной примесью, содержание серы выше 0, 04% приводит к горячим трещинам. P ( фосфор)- снижает ударную вязкость, его содержание в металле шва не должно быть 0, 04%. Сварка производится без подогрева и без последующей термообработки, ограниченно свариваемая сварка возможна при подогреве до 100-120 градусов, и последующей термообработке. Трудносвариваемая для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 градусов. При сварке, термообработка после сварки – отжиг.
изгибающего момента и поперечной силы (Мизг, Q)
Рисунок 1 – Эпюры изгибающего момента и поперечной силы
Определить изгибающий момент в середине пролёта.
Определить поперечную силу в сечении под сосредоточенным грузом.
Определить поперечную силу на опоре.
Таким образом, величиной максимального момента для балки является
Определение высоты балки Определение высоты из условий жёсткости с учётом прочности Так как от суммарного момента
  ; ; 
 , вызванного сосредоточенными грузами, напряжение будут составлять: , вызванного сосредоточенными грузами, напряжение будут составлять:
Эту величину и следует учитывать вместо

Если заменить
Величина М может быть выражена через напряжения
 , ,
Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 924; Нарушение авторского права страницы





















 - свободная длина балки, см
- свободная длина балки, см
 , определяем
, определяем  из графика [1], стр. 211.
из графика [1], стр. 211. ;
; 

 корректировать по приведенной на стр. 211 таблице пересчёта.
корректировать по приведенной на стр. 211 таблице пересчёта. .
.
 для Ст5пс
для Ст5пс
 - предел текучести стали
- предел текучести стали

 (см. п. 5.2)
(см. п. 5.2)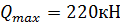 определяется:
определяется:  ,
,  ,
,  .
. .
. p p
p p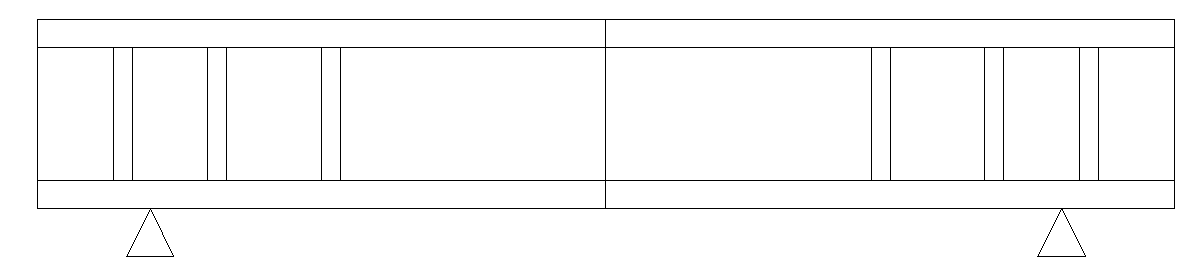
 ,
,  - общая длинна балки, мм;
- общая длинна балки, мм;  - длина балки между опорами, мм;
- длина балки между опорами, мм;  – Расстояние от опорного ребра до края стенки назначить конструктивно:
– Расстояние от опорного ребра до края стенки назначить конструктивно:  - для балок из малоуглеродистой стали;
- для балок из малоуглеродистой стали; 
 - толщина ребра, мм;
- толщина ребра, мм;  - расстояние между рёбрами на опоре принять конструктивно, с учётом удобств проведения сварочных работ;
- расстояние между рёбрами на опоре принять конструктивно, с учётом удобств проведения сварочных работ;  .
.

 ,
, 
 , при определении требуемой высоты h.
, при определении требуемой высоты h. через
через  , то
, то , где
, где  , то после подстановки получим
, то после подстановки получим , откуда
, откуда