|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
АВТОМАТИЗАЦИЯ СИСТЕМЫ ТЕХНИЧЕСКОГО СЕРВИСА В СХ
2.11.1. ОБЩИЕ СВЕДЕНИЯ
Автоматизация системы технического сервиса тракторов, автомобилей и другой сельхоз техники способствует облегчению условий труда, повышению его качества и производительности, снижению себестоимости и сокращению сроков ремонта. К основным ТП технического сервиса сельскохозяйственной техники можно отнести: - мойку и очистку машин, - разборку и сборку агрегатов, - восстановление изношенных деталей, - обкатку отремонтированных двигателей, машин. Многие соединения, сопряжения деталей после эксплуатации машины, сборочной единицы весьма трудно поддаются ручной разборке, мойке, очистке. Качество отремонтированных изделий во многом зависит от соблюдения оптимальных режимов ТП. Например, если увеличиваются или уменьшаются необходимые плотность тока, температура и концентрация электролитов, то ухудшаются свойства гальванических покрытий. В то же время рабочему трудно обеспечить контроль и своевременную корректировку указанных параметров. Поэтому облегчить условия ручного труда, повысить его производительность и достичь высокого качества покрытий можно только при использовании специальных автоматических устройств. Обкатка и испытания сборочных единиц, агрегатов, машин, являющиеся заключительным этапом ТП технического сервиса, требуют также применения специальных технических средств контроля и управления для достоверной оценки качества проведенного ремонта. Таким образом, механизация и автоматизация основных ТП мойки и очистки машин, их разборки и сборки, восстановления деталей, сборочных единиц, а также обкатки агрегатов имеет первостепенное значение для правильной организации труда, повышения эффективности и культуры технического сервиса на ремонтных предприятиях.
2. АВТОМАТИЗАЦИЯ ТП МОЙКИ И ОЧИСТКИ МАШИН, АГРЕГАТОВ
Общие сведения. Сельхоз технику эксплуатируют в различных климатических условиях. Поверхности тракторов, автомобилей и сельскохозяйственных машин в результате контакта с почвой, растениями, топливно-смазочными материалами, удобрениями, а также из-за переменных температурных режимов работы покрываются загрязнениями разнообразного состава. По природе возникновения различают эксплуатационные и производственные загрязнения. К эксплуатационным относят дорожную грязь, растительные остатки, остатки перевозимых продуктов, лакокрасочные покрытия, продукты коррозии, накипь, нагар, лаковые, асфальто-смолистые и масляно-грязевые отложения, различные смазки, масла. Производственные загрязнения — это пыль, стружка, абразив, окалина, шлаки, продукты износа при обкатке и др. Загрязнения различают также по механизму их возникновения и виду взаимодействия с поверхностью. Это загрязнения адгезионно связанные (прилипание частиц веществ, пыли, смазочного материала к наружным поверхностям машин); поверхностно-адсорбционные (загрязнения внутренних поверхностей в виде смазок, осадков, смолистых отложений и наружных поверхностей с большим содержанием органических веществ); технологические (глубинно связанные загрязнения, такие, как лак, нагар, краски, продукты коррозии и т.д.). Загрязнения разных видов встречаются в самых разнообразных сочетаниях. В связи с этим применяют различные по составу, свойствам и назначению эффективные моющие средства. Так, по химическому составу различают синтетические и кислые моющие средства, органические растворители, растворяюще-эмульгирующие средства.
По физико-химическим основам моющего средства все способы очистки и реализующие их моечные машины делятся: - струйные, - погружные, - комбинированные.
1. Наиболее распространен струйный способ, при котором подача раствора дополняется механическим воздействием струи на загрязнения. Этот способ реализован в мониторных и струйных моечных установках: - мониторные моечные машины, предназначенные для гидродинамической очистки поверхностей ремонтируемой техники, представляют собой малогабаритные установки, состоящие из двигателя, насоса, устройства для нагрева воды и моющего раствора, а также ручного моечного пистолета. В последнем благодаря применению насадок малого диаметра создается большая скорость струи (20…70 м/с), обеспечивающая быстрое удаление загрязнений; - струйные машины применяют для очистки техники в сборе или ее отдельных узлов. Представляют собой камеру, в которой размещена система гидрантов для подачи моющего раствора на объект одновременно почти по всей очищаемой поверхности.
2. Сущность погружного способа заключается в подаче объекта очистки в моющий раствор с последующей выдержкой в нем. Создание эффективных моющих средств (типа растворяюще-эмульгирующих и др.) способствовало совершенствованию погружных моечных машин. Таким машинам свойственны вертикально-возвратно-поступательные перемещения объекта очистки, колебательные перемещения очищаемых объектов вокруг горизонтальной оси и роторные перемещения очищаемых объектов, а также активизация моющего раствора лопастными винтами. Погружные машины являются основным оборудованием для очистки деталей от асфальтосмолистых отложений, продуктов коррозии и остатков старых лакокрасочных покрытий.
3. Наиболее распространены комбинированные способы очистки и реализующие их комбинированные моечные машины, представляющие собой сочетание погружных и струйных. Сочетая преимущества различных видов очистки, такие способы и устройства обеспечивают наиболее эффективные и экономичные режимы ТП.
Основные факторы, определяющие качество и эффективность мойки и очистки. Для качественного проведения очистных операций с минимальными энерго- и трудозатратами важно наряду с применением эффективных моющих средств и установок соблюдать технологические режимы. На рисунке 1 изображены зависимости времени очистки от основных технологических параметров.
Рисунок 1 - Зависимости времени очистки сборочных единиц агрегатов от концентрации моющего раствора (2), концентрации загрязнений (1) и температуры раствора (3)
Нарушения технологического режима очистки приводят к росту затрат на эту операцию либо к производству некачественной продукции. В связи с этим целесообразно автоматизировать контроль и регулирование основных технологических параметров (температуры, загрязненности, концентрации) в требуемых пределах. Система автоматического регулирования температуры моющих растворов. В сельскохозяйственном ремонтном производстве применяют различные способы нагрева моющего раствора: - за счет сжигания жидкого топлива в специальных камерах сгорания; - пропусканием пара (газа) по змеевику, помещенному в ванну с моющим раствором; - электрический.
Рисунок 2 - Принципиальная схема CAP температуры моющей жидкости
Последний способ как наиболее экономичный, надежный и простой широко применяют в автоматических системах регулирования температуры жидкостей, газов. В системах, реализующих электрический способ нагрева, в качестве регулирующих элементов обычно используют ТЭНы погружного типа в сочетании с двухпозиционными регуляторами и датчиками, выполненными на базе манометрических электроконтактных термометров. Принципиальная схема системы регулирования температуры моющего раствора приведена на рисунке 2. Все ТЭНы разделены на две группы: 1) ТЭНы, включаемые контактором КМ3 и работающие только в период вывода температуры моющего раствора до заданного значения (в дальнейшем на всем протяжении работы эти ТЭНы отключены); 2) ТЭНы, включаемые контактором КМ2 и работающие на первой стадии совместно с ТЭНами первой группы, а после вывода температуры моющего раствора в желаемую область включаемые периодически для поддержания температуры в требуемом диапазоне. Мощность ТЭНов первой группы в основном определяется временем вывода температуры моющего раствора в желаемую область и количеством раствора, а второй группы — потерями теплоты в процессе мойки. В качестве датчика температуры моющего раствора используют манометрический электроконтактный термометр. В случае возникновения каких-либо неисправностей, сбоев, которые могут вызвать превышение температуры моющего раствора относительно верхнего предела зоны регулирования, в схеме предусмотрено использование термодатчика КК1, реагирующего на это превышение. При этом размыкающий контакт КК1 обесточивает обмотку реле KV5, которое отключает нагрев и включает световую сигнализацию «Авария». Включение контактора КМ1 происходит после устранения неисправности в схеме и последующего нажатия кнопки SB2. Контроль концентрации моющих средств в растворах. Качество очистки находится в прямой зависимости от концентрации моющих средств. Причины ее изменения в ТП очистки — это добавление воды для компенсации слива раствора, а также моющего средства с целью восстановления концентрации раствора (изменяющейся вследствие его осаждения на деталях, химического реагирования с загрязнениями, солями и других случайных факторов). Концентрацию растворов обычно оценивают по их плотности или щелочности. Плотность замеряют ареометром при конкретной температуре, после чего по градуировочной зависимости определяют концентрацию растворов. Этот метод применяют только для чистых растворов, поскольку при наличии в последних (в процессе мойки) различных загрязнений контролируемая плотность растворов не будет соответствовать реальным её значениям. Щелочность достаточно точно определяют химическим анализом (методом титрования), который в производственных условиях весьма сложен и трудоемок. В современном ремонтном производстве применяют моющие средства, основу которых составляют щелочные электролиты. Известно, что электропроводность растворов (на основе таких моющих средств) имеет однозначную корреляцию с их концентрацией и температурой. Поэтому на практике для измерения концентрации растворов применяют метод оценки электропроводности с учетом их температурной погрешности. Схема устройства, реализующего такой метод, изображена на рисунке 3. Прибор работает следующим образом. Сигнал с генератора импульсов 1 частотой 2, 5 кГц подается на ключевой двухполярный усилитель 2, к выходу которого подключена электролитическая ячейка 3 с опорным сопротивлением RОП. Напряжение, снижаемое с этого сопротивления, пропорционально протекающему в нем току, а, следовательно, и электропроводности раствора.
Рисунок 3 - Схема анализатора моющих растворов: 1 - генератор; 2 - усилитель; 3 - электролитическая ячейка; 4 - датчик температуры; 5 - амплитудный детектор
Ключевой усилитель обеспечивает значительную напряженность электрического поля на электродах ячейки 3 и тем самым позволяет минимизировать влияние различных загрязнений на значение контролируемого тока. В зоне электролитической ячейки помещен датчик температуры 4, подключенный к мосту М, в одно из плеч которого подсоединен переменный резистор R. Сопротивление моста RМ изменяется прямо пропорционально температуре раствора. Оно подключено к входной цепи инвертирующего операционного усилителя DA1 с подстроенными резисторами R1 и R2. Выходное напряжение усилителя: UВЫХ = Сf(N), где С —коэффициент пропорциональности, определяемый параметрами устройства; f(N) — функция, зависящая только от концентрации раствора. На выходе амплитудного детектора 5 прибором РА1 регистрируют напряжение, пропорциональное концентрации моющих средств в растворах. Переключателем SA1 изменяют число задействованных в цепи токоограничивающих резисторов R3…R7, которые учитывают процент щелочной составляющей раствора. Контроль загрязненности растворов. Если такие параметры, как температура, уровень концентрации растворов, поддаются регулированию, то снижение моющей способности растворов (из-за превышения в них нормы количества загрязнений) вызывает необходимость их замены или регенерации (восстановления). Известны технологии и оборудование для регенерации моющих растворов, которые обычно происходят в два этапа: Первый этап (отстаивание) совершается в рабочем резервуаре как в процессе работы машины, так и при ее остановке (путем периодического удаления находящихся на поверхности раствора различных нефтепродуктов, а также осевшего на дно резервуара шлака с последующей фильтрацией раствора). Второй этап (очистка), осуществляемый с применением коагулянтов смеси Са(ОН2) и FeSO4, позволяет восстановить свойства растворов при насыщении их мелкодисперсными загрязнениями, не поддающимися отслаиванию и фильтрации. В связи с отсутствием простых и надежных средств контроля загрязненности растворов до сих пор о необходимости их восстановления (или замены) судят субъективно по визуальному контролю цвета раствора, а также по времени его работы. Разработаны достаточно чувствительные, надежные и простые по конструкции оптические датчики контроля загрязненности растворов. Принцип действия такого датчика (рисунок 4) основан на избирательном поглощении частицами загрязнений светового излучения в видимой и инфракрасной областях спектра.
Рисунок 4 - Оптический датчик для контроля моющих растворов: 1 - блок светового излучения; 2 - шпилька; 3 - защитное стекло-линза; 4 - втулка; 5 - измерительная камера; 6 - блок светоприёмника; 7 - основание; 8 - стакан; 9 – разъём; 10 - трубка; 11 - фотоэлемент; 12 - провода; 13 - корпус; 14 - защитный рукав; 15, 16 - прокладки; 17 - осветительная лампа Датчик выполнен в виде ступенчатого цилиндрического стакана, состоящего из блока светового излучения 1 с лампой 17 и блока светоприёмника-преобразователя 6 со светочувствительным элементом 11. Блоки соединены между собой шпильками 2. Измерительная камера 5 образована рабочим объемом между блоками 1 и 6, ограниченными защитными стеклами-линзами 3. Оптическую длину камеры регулируют шпильками 2. Светочувствительный элемент 11 установлен на пластмассовом основании 7. Для дополнительного охлаждения элемента 11 служит трубка 10 и система отверстий в основании 7 и стакане 8. С целью исключения утечки раствора стекла-линзы 3 уплотнены резиновыми прокладками 15, 16 и втулкой 4. Для внутренних и внешних подсоединений электрических проводов 12 на датчике установлен электрический разъём 9. Монтажные провода между блоками заключены в защитный рукав 14. При погружении датчика в раствор измерительная камера заполняется раствором моющей среды. Оптическая характеристика датчика выбрана такой, что она не реагирует на компоненты моющего средства. При наличии загрязнений оптическая плотность раствора изменяется и датчик преобразует ее в электрический сигнал, пропорциональный концентрации загрязнений, который регистрируется индикатором. Диапазон значений измеряемой концентрации загрязнений 0…40 г/л, а относительная погрешность измерений не превышает 8 % при температуре контролируемой среды менее 85 °С.
Система автоматического управления ТП мойки. ТП мойки заключается в подаче в камеру мойки сборочных единиц и деталей, опускании шторки, закрывающей проём для исключения разбрызгивания моющего раствора, включении насоса подачи раствора в сопла, обеспечении относительного перемещения деталей и струй жидкости. По истечении времени мойки двигатель насоса отключается, шторка, закрывающая входной проём, поднимается, и корзина с деталями возвращается в исходное положение. Для удаления паров моющей жидкости на всём протяжении мойки работает вытяжная вентиляция. Схема автоматизации ТП мойки показана на рисунке 5.
Рисунок 5 - Схема автоматизации моечной машины
Для управления исполнительными механизмами установлены бесконтактные путевые конечные выключатели SQ1…SQ5 в комплекте с промежуточными реле KV1…KV5 (рисунок 6).
Рисунок 6 – Принципиальная схема устройства управления мойкой
В исходном состоянии тележка находится в крайнем левом положении (включено реле KV1), шторка — в крайнем верхнем (включено реле KV2), При соблюдении этих условий и нажатии кнопки SB2 включается контактор КМ1 и своим замыкающим контактом самоблокируется. При нажатии кнопки SB3 на обмотку пускателя привода каретки «Вперед» КМ2 подается напряжение. При подходе каретки к путевому выключателю SQ4 последний включает реле KV4, размыкающий контакт которого обесточивает катушку пускателя КМ2, а замыкающий — подготавливает цепь питания катушки пускателя КМ2 по цепи KV3 — KV4 — KV5 — КМ3 и подает питание на катушку пускателя привода шторки КМ5. Посредством пускателя КМ5 подается напряжение на обмотку другого пускателя-включателя вентилятора КМ7. Шторка, опустившись в крайнее нижнее положение, посредством выключателя SQ3 включает реле KV3, которое в свою очередь включает пускатель насоса КМ1, реле времени КТ1 мойки и пускатель привода каретки «Вперед». Каретка, продолжая движение вперед, воздействует на выключатель SQ4. Движение каретки продолжается до срабатывания SQ5. Реле отключает питание с обмотки реле «Вперед» и подает его на обмотку реле «Назад». Движение каретки продолжается до тех пор, пока не сработают контакты реле времени (мойки), которое обеспечит включение пускателя привода шторки «Вверх». Она воздействует на SQ3. При этом реле отключается, питание с пускателя привода насоса прекращается, а цепь питания пускателя привода каретки «Вперед» разрывается. Второй замыкающий контакт KT1 подготавливает цепь питания катушки «Назад». Если контакты реле времени КT1 срабатывают, то каретка доходит до SQ5 и возвращается назад до SQ4. Если же контакты реле КТ1 замыкаются при движении каретки «Назад», то ее перемещение продолжается, так как привод ее будет получать питание при подъёме шторки в крайнее верхнее положение по цепи KV2 — КТ1 — KV1 — КМ2 — KV3. При этом каретка всегда возвращается в крайнее левое положение, вызывая срабатывание SQ1. Реле KV1 отключает питание с пускателя КМ3, и каретка останавливается. Это же реле отключает и реле времени КТ1. После замены очищенных деталей в тележке загрязненными и нажатия кнопки SB3 весь процесс подачи каретки с деталями в моечную камеру и сам процесс очистки повторяются. Вентилятор вытяжки работает постоянно. Отключают его нажатием кнопки SB1.
2.11.3. ДИАГНОСТИРОВАНИЕ СЕЛЬСКОХОЗЯЙСТВЕННОЙ ТЕХНИКИ
Диагностирование — это определение состояния объекта с указанием места, вида и причин дефектов, нарушений, повреждений и т. п. Внедрение технического диагностирования дает существенный технико-экономический эффект и является основным звеном планово-предупредительной системы технического обслуживания и ремонта сельскохозяйственной техники. Оно позволяет на 10…15 % повысить межремонтный ресурс сельскохозяйственных машин, устранить необоснованную разборку сборочных единиц, ускорить, снизить на 30 % трудоемкость обслуживания и ремонта, повысить мощность, экономичность и надежность техники. Благодаря своевременному диагностированию и обслуживанию на 20 % сокращается число ремонтов и на 20…30 % — потребность в запасных частях. Постоянно совершенствуются методы и технические средства диагностирования, разработаны электронные приборы и автоматические системы технической диагностики сельскохозяйственной техники. Диагностирование делят на три основных этапа: - получение информации о техническом состоянии объекта; - обработка и анализ полученной информации; - постановка диагноза и принятие решения. На основе проведенной диагностики устанавливают вид и объем ремонтных работ, проверяют готовность машин и приводят их в работоспособное состояние.
При прямом диагностировании измеряют параметры деталей и по их отклонению от норм дают заключение о техническом состоянии. Измерения выполняют при помощи специальных приборов: микро- и миллиметров, нутромеров, щупов, масштабной линейки, рулетки, штангенциркуля, угломеров, зубомеров, калибраторов, тахометров и т. п. Широко используют также приборы измерения температуры, усилий, давления, вращающих моментов, расхода жидкостей и газов, ускорений и вибраций, состава отработавших газов, жидкостей и других величин.
Прямые методы основаны на использовании простых измерительных приборов. Однако эти методы очень трудоемки и требуют разборки сборочных единиц. Косвенные методы обеспечивают большую информативность, не требуют разборки агрегатов, но для их реализации необходимо использовать сложные и дорогостоящие специальные приборы и системы. Для оценки технического состояния сельскохозяйственной техники создано множество диагностических приборов и установок, с помощью которых удается не только контролировать, но и повышать качество машин. В сельскохозяйственном производстве широко применяют безразборную диагностику и прогнозирование остаточного ресурса сборочных единиц с помощью КИП. Эти приборы помогают решать широкий круг задач диагностики: - измерить вращающий момент и мощность двигателя, - силу тяги и тормозные усилия на колесах, - подачу и давление масляных насосов, - давление в смазочной системе и загрязненность фильтров гидросистемы, - давление впрыска топлива форсунками, - давление сжатия в цилиндрах двигателя и момент подачи в них топлива, - оценить качество распыла топлива форсунками. Эти приборы позволяют также определить зазоры в кривошипно-шатунном механизме и механизмах трансмиссии. Перечисленные методы выполняют при постоянном участии оператора-диагноста. При автоматическом диагностировании функции оператора сводятся к включению системы в начале проверки и отключению ее в конце диагностики. Автоматические системы диагностики используют виброакустические и спектрофогометрические методы контроля с набором электронных приборов. Виброакустические методы диагностики позволяют регистрировать амплитуду акустических сигналов (шумов и вибраций) и оценить характер их изменений. Амплитуда и частота шумов и вибраций изменяются по мере изнашивания деталей и увеличения зазоров сопряженных деталей. Задача виброакустической системы диагностики (рисунок 7) заключается в выделении сигнала, создаваемого возникшим дефектом, из многочисленных акустических помех, возникающих при нормальной работе агрегата,
Рисунок 7 – Функциональная схема акустической системы диагностики
т. е. из сложных колебаний необходимо выделить информационную составляющую сигнала. Для этого используют приборы спектрального анализа, позволяющие выявлять причину, частоту и мощность вибраций, возникших из-за дефектов. Для этого на объекте диагностики ОД устанавливают датчик акустических колебаний ПП (первичный преобразователь), с которого электрический сигнал подается на усилитель У, а затем на анализатор А, На выходе анализатора поочередно выделяются составляющие (гармоники) акустических колебаний и в виде переменного напряжения подаются в квадратор К, а затем в интегратор И и измерительный прибор ИП. Квадратор на выходе дает значение мощности (в виде квадрата напряжения), а интегратор осредняет мощность вибраций исследуемого диапазона частот за определенный промежуток времени. Значение мощности регистрирует ИП. Спектрофотометрический метод диагностики основан на определении содержания продуктов износа в пробе масла путем измерения спектров излучения при сжигании пробы масла в электрической дуге. Спектры фотографируют, а потом расшифровывают по специальным спектрограммам или с помощью ЭВМ. По результатам периодических анализов строят графики интенсивности изнашивания и прогнозируют работоспособность объекта диагностики. Спектрофотометрическое диагностирование рекомендуется для предварительной экспресс-оценки технического состояния машин. Для оценки технического состояния и регулировки двигателей внутреннего сгорания служат мотор-тестеры К-518, К-484, МТ-5 и К-195. С помощью этих приборов можно определить параметры системы зажигания карбюраторных двигателей, системы энергоснабжения и пуска двигателя, а также оценить эффективность работы его отдельных цилиндров. Тестер К-518 (рисунок 8) подключают к двигателю в пяти точках.
Рисунок 8 - Схема мотор-тестера К-518: 1 - стрела; 2 - датчик импульсов; 3 - датчик первого цилиндра; 4 - осветитель; 5 – омметр-тахометр; 6 - комбинированный измеритель; 7 - экран осциллографа; 8 - образцы осциллограмм; 9, 10 - контрольные лампы комбинированного измерителя и омметра-тахометра; 11 - переключатель омметра-тахометра; 12 - кнопка выключения цилиндра; 13 - переключатель выбора цилиндров; 14 - переключатель «Программа»; 15 - кнопка переключения вольтметра; 16 - кнопка горизонтального расширения развертки осциллографа; 17 - переключатель числа цилиндров
Зажимы прибора М, Б и Пр подключают соответственно к клеммам «масса» автомобиля, «+» аккумулятора и контакту Пр прерывателя-распределителя. На высоковольтный провод, идущий от катушки зажигания к распределителю, размещают датчик импульсов 2, на провод первого цилиндра — датчик первого цилиндра 3. Переключатель 17 устанавливают в положение, соответствующее числу цилиндров диагностируемого двигателя. Переключатель 11 переводят в положение «тахометр». После пуска двигателя омметр-тахометр 5 показывает частоту вращения его коленчатого вала. С помощью переключателя 14 задают программу испытаний, результаты которых отображаются как на комбинированном измерителе 6, так и на экране осциллографа в виде соответствующих осциллограмм. Например, в первом положении переключателя 14 прибор показывает напряжение на зажимах аккумулятора, а на экране осциллографа отображается переходный процесс, проходящий на контактах прерывателя; во втором положении — угол замкнутого состояния контактов прерывателя и асинхронизм; в пятом положении — напряжение на искровых свечах зажигания. В седьмом положении переключателя 14 посредством мотор-тестера можно контролировать эффективность работы отдельных цилиндров двигателя путем их отключения с помощью переключателя 13 и кнопки 12. За счет осветителя 4 тестер обеспечивает контроль установки начального угла опережения зажигания и работу центробежного и вакуумного регуляторов опережения зажигания. Тестером контролируют и другие параметры. У мотор-тестера К-484 по сравнению с К-518 меньше габаритные размеры и масса. Им измеряют силу тока до 500 А. Но у него нет встроенного осциллографа. Мотор-тестер К-295 аналогичен прибору К-484, но снабжен цифровой индикацией. Дизельные двигатели диагностируют приборами К-297 и К-296, контролирующими частоту вращения коленчатого вала двигателя, угол опережения начала подачи топлива и максимальное давление впрыска.
Рисунок 9 – Схема газоанализатора: 1 - зонд; 2, 3, 4 - фильтры; 5 - мембранный насос; 6, 18 - измерительные камеры; 7 - инфракрасный излучатель с параболическим зеркалом; 8 - синхронный двигатель; 9 - обтюратор; 10, 14 - сравнительные камеры; 11, 15 - инфракрасные лучеприёмники СО2 и СН; 12 - мембранный конденсатор; 13, 16 - усилители; 17, 19 - индикаторы
Для оценки экономичности двигателей используют расходомеры объемного ротаметрического и тахометрического типов. С их помощью определяют как мгновенные, так и средние значения расхода топлива карбюраторными двигателями и дизелями. Расходомеры объемного (К-516) и ротаметрического типов предназначены для измерения расхода топлива в диапазоне 2…70 л/ч. Расходомеры К-427 и КИ-13967 тахометрического типа позволяют измерять расходы соответственно 0, 9…120 и 3...300 л/ч. Их преимущества — малые габаритные размеры и масса, а также возможность питания от бортовой сети автомобиля (12 В). Работу системы питания карбюраторных двигателей проверяют по составу отработавших газов, контролируя содержание в них СО, СО2 и СН. Для этих целей используют газоанализаторы, принципиальная схема одного из которых показана на рисунке 9. Газ из выпускной трубы автомобиля забирается с помощью зонда 1 и мембранного насоса 5. Пройдя через систему фильтров 2, 3, 4 газ поступает в измерительные камеры 6, 18 и удаляется в атмосферу. Сравнительные камеры 10 и 14 заполнены азотом или чистым воздухом. Инфракрасное излучение от накаленных спиралей излучателя 7 проходит через камеры 6, 18 и 10, 14. Часть инфракрасного излучения поглощается в измерительных камерах 6, 18 и фиксируется инфракрасными лучеприёмниками 11, 15, разностный сигнал усиливается усилиями 13, 16 и отображается аналоговыми или цифровыми индикаторами 19 и 17. С помощью газоанализаторов ГИАМ-29, ACKOH-01 и 121ФА-01 можно измерить содержание СО, СО2 и СН. Бензонасосы карбюраторных двигателей проверяют специальным прибором (рисунок 10, а), который состоит из манометра 1, штуцера 3, трубок 4 и 8, корпуса крана 5, запорной иглы 7, переходников 6 и 9. Прибор устанавливают между бензонасосом и карбюратором. С помощью прибора можно измерить давление, развиваемое бензонасосом, определить герметичность его клапанов и запорной иглы карбюратора.
а) б) Рисунок 10 - Схема прибора 527Б для проверки бензонасосов (а): 1 – манометр; 2, 4, 8 – трубки; 3 – штуцер; 5 – корпус крана; 6, 9 – переходники; 7 – запорная игла; Компрессиметр (б): 1 - держатель; 2 - конус; 3 - трубка; 4 - манометр
Техническое состояние цилиндропоршневой группы (ЦПГ) оценивают разными методами. Наиболее простой из них основан на использовании к о м п р е с с и м е т р а (рисунок 10, б) для определения давления, развиваемого в цилиндре в конце такта сжатия.
Рис. 11 - Схема пневмотестера К-272М: 1, 5 - муфты; 2 - штуцер; 3 - трубки; 4 – манометр
Пневмотестером К-272 (рис. 11) определяют состояние цилиндропоршневой группы по расходу воздуха через диагностируемый цилиндр. Для этого пневмотестер посредством муфты 1 подключают к воздушной пневмосети, а с помощью муфты 5 — к проверяемому цилиндру. Падение давления на дросселе характеризует техническое состояние цилиндра. Давление подводимого к прибору воздуха 0, 08…0, 25 МПа, расход воздуха до 1, 6 м3/ч, масса прибора 2, 4 кг.
2.11.4. АВТОМАТИЗАЦИЯ ПРОЦЕССОВ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Технология восстановления изношенных деталей сельскохозяйственной техники гальваническим способом основана на осаждении металлов путем электролиза водных растворов солей металлов или кислот (хромирования). На деталь (катод) подводят отрицательный потенциал источника питания. В качестве анода используют пластину из металла, который необходимо нанести на деталь, или пластины из нерастворимого металла, например свинца (при хромировании). К пластинам присоединяют положительный потенциал источника питания. Массу металла, осаждаемого на катоде, определяют по формуле: m = cIt, где с — электрохимический эквивалент, г/(А·ч); I — сила тока электролиза, F; t — продолжительность электролиза, ч. Электрохимический эквивалент зависит от вида металла, расходуемого на покрытие, плотности тока, температуры электролита, формы кривой тока электролиза и других параметров. Детали перед гальваническим наращиванием проходят специальную обработку. Их шлифуют, промывают, обезжиривают, протравляют в растворах серной, фосфорной или хромовой кислот, снова промывают, а затем помещают в электрохимические ванны и подсоединяют к отрицательному электроду источника питания. На места деталей, не подлежащие наращиванию металла, наносят электроизоляционные материалы. Для получения качественного наращивания металлов используют различные методы изменения полярности и формы тока электролиза: а) автоматическое реверсирование тока, т.е. периодическую смену полярности напряжения на детали с отрицательной на положительную, и наоборот; б) асимметричный, т.е. выпрямленный ток с различным коэффициентом выпрямления. Реализацию одного из таких методов рассмотрим на примере универсального источника тока для питания электролитических ванн (рис. 12).
Рисунок 12 – Электрическая схема электролитической установки
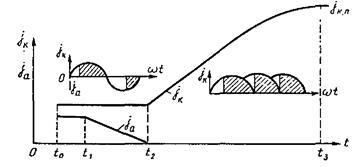
Устройство позволяет вести процесс наращивания металла на однофазном асимметричном и трехфазном выпрямленном токах с возможностью перехода с одного режима на другой без прерывания тока и с высокой точностью стабилизации и регулирования составляющих тока. Источник выполнен в виде двух функциональных блоков: силового и управляющего. Силовой блок содержит понижающий трансформатор TV (10кВ·А), тиристорный блок ТБ, шунты R1 и R2 в цепях измерения тока. Блок управления имеет катодный КУ и анодный АУ усилители, регуляторы катодного РКТ и анодного РАТ токов, блоки фазоимпульсного управления катодными тиристорами VD1…VD3 (БФУК) и анодным тиристором VD4 (БФУА), электродный коммутатор ЭК. Переключая SA1 с помощью магнитных пускателей KM1…KM3, можно получить три значения выходного напряжения на трансформаторе ТV: 6, 12 и 26 В при максимально возможной силе тока 1200, 600 и 300 А. Амперметр PA1 измеряет значение анодного тока, амперметр РА2 — значение постоянной составляющей выпрямленного катодного тока. В качестве датчика силы тока используют сопротивление шунта R2, через который протекают катодные и анодные составляющие тока. Напряжение сигнала с шунта R2 усиливается однополупериодными усилителями КУ и АУ, собранными на операционных микросхемах. Усилитель КУ одновременно инвертирует сигнал. Блок БФУК поочередно управляет коммутацией тиристоров VD1...VD3, а БФУА — коммутацией тиристора VD4. На блоки БФУК к БФУА подаются управляющие импульсы от электронного коммутатора ЭК с частотой 1 кГц. При отключенном переключателе SA2 работают тиристоты VD4 и VD1, которые обеспечивают асимметричную форму тока, показанную в левой части рисунка 13.
Рисунок 13 – Диаграмма изменения плотности тока при железнении деталей
Популярное:
|
Последнее изменение этой страницы: 2016-05-30; Просмотров: 1851; Нарушение авторского права страницы






 При косвенном диагностировании техническое состояние деталей и сборочных единиц оценивают по косвенным параметрам. Например, зазор в сопряжении поршень — цилиндр двигателя определяют по количеству газов, прорывающихся в его картер.
При косвенном диагностировании техническое состояние деталей и сборочных единиц оценивают по косвенным параметрам. Например, зазор в сопряжении поршень — цилиндр двигателя определяют по количеству газов, прорывающихся в его картер.