
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
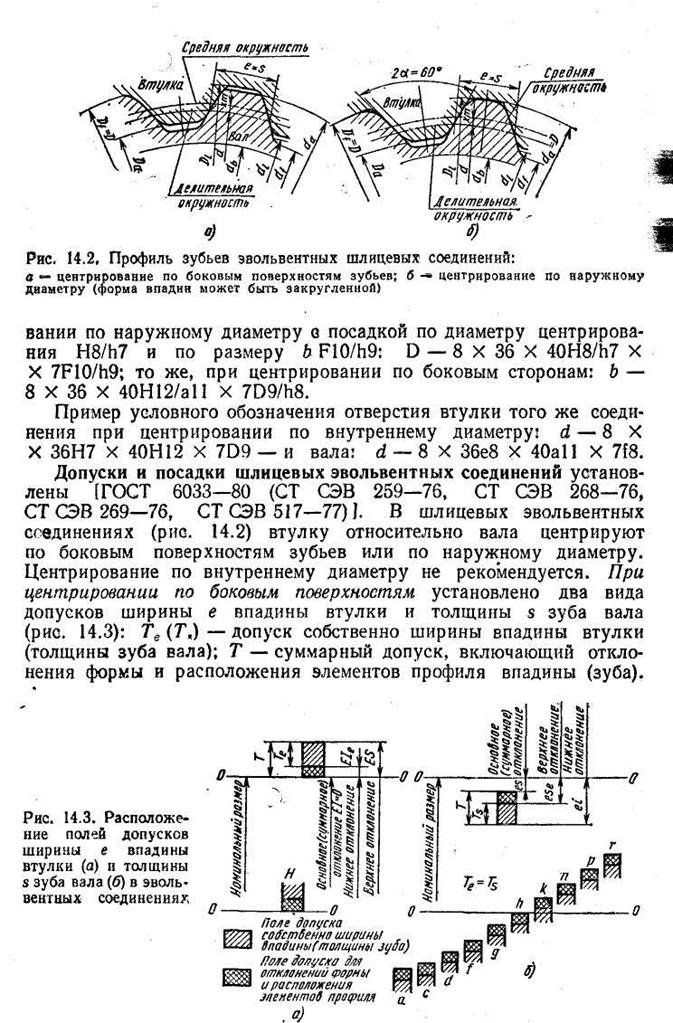
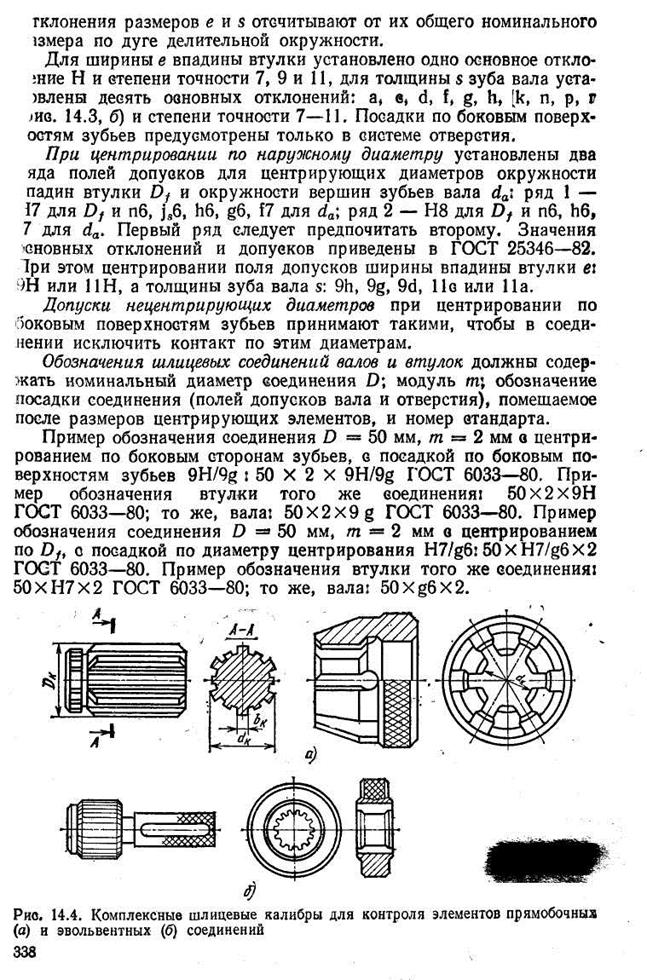
ДОПУСКИ И ПОСАДКИ ШЛИЦЕВЫХ СОЕДИНЕНИЙ
Вследствие емятия и среза шпонок, оелабления сечения валов и втулок пазами и образования концентраторов напряжений шпоночные соединения не могут передавать большие крутящие моменты. В результате перекосов и смещения пазов, а также контактных деформаций от радиальных еил в шпоночных соединениях возможен перекос втулки на валу. Эти недоетатки шпоночных соединений ограничивают облаеть их применения и обусловливают замену их шлицевыми соединениями, которые передают большие крутящие моменты, имеют большее сопротивление усталости и высокую точность центрирования и направления. В зависимости от профиля зубьев шлицевне еоединения делят на прямобочные, авольвентные и треугольные. Шлицевые соединения в эвольвентным профилем зубьев имеют еущеетвенные преимущества по сравнению е прямобочными: Допуски и посадки шлицевых соединений с прямобочным профилем зубьев [ГОСТ 1139—80 (СТ СЭВ 187—75, СТ СЭВ 188—75)1 определяются их назначением и принятой еистемой центрирования втулки относительно вала. Существуют три способа центрирования: по наружному диаметру Центрирование по внутреннему диаметру d целееообразно» когда втулка имеет высокую твердость и ее нельзя обработать чи-етовой протяжкой (отверстие шлифуют на обычном внутришлифо-вальном станке) или когда могут возникнуть значительные искривления длинных валов после термической обработки. Способ обеспечивает точное центрирование и применяется обычно для подвижных соединений. Центрирование по наружному диаметру Центрирование по боковым сторонам зубьев Поеадки шлицевых соединений назначают в виетеме отвервтия по центрирующей цилиндрической поверхности и по боковым по-верхноотяы впадин втулки и зубьев вала
ВОПРОС № 2 Измерение отклонений формы. Отклонения формы определяют с помощью универсальных и специальных средств измерения. При этом используют поверочные чугунные плиты и плиты из твердых каменных пород (ГОСТ 10905—75), поверочные линейки типов ЛЧ, ЛТ, ЛД, ШП, ШПХ, ШД, УТ, ШМ (ГОСТ 8026—75), угольники типа УЛ, УЛП, УЛЦ, УП, УШ (ГОСТ 3749—77), призмы (ГОСТ 5641—82), плоскопараллельные концевые меры длины (ГОСТ 9038—83), уровни (ГОСТ 3059—75), натянутые струны и оптико-механические приборы, в которых роль образцовой прямой выполняет луч света. При измерении отклонений от прямолинейности и плоскостности (рис. 8.23) используют поверочные линейки или концевые меры / с одинаковыми размерами, на которые устанавливают поверочную линейку 2. При контроле отклонений от плоскостности для установки параллельности верхних плоскостей линеек 1 служит уровень 3.Отклонения определяют либо с помощью дополнительной меры 4 и щупов, либо с помощью измерительных головок 5,
Для воспроизведения реального профиля детали Д служат кругломеры (ГОСТ 17353—80) с вращающимися наконечником / (рис. 8.24, д) или деталью (столом 2, рис. 8.24, е). Наконечник, соприкасаясь с поверхностью детали, совершает радиальные перемещения, которые автоматически в увеличенном масштабе вычерчиваются в полярных координатах записывающим механизмом на круглограмме (рис. 8.24, ж). Числовые значения некруглостей определяют с помощью прозрачного шаблона с концентрическими окружностями, накладываемого на круглограмме и перемещаемого до тех пор, пока одна из окружностей не займет положение прилегающей. В электрических схемах кругломеров предусмотрены частотные фильтры, позволяющие определять составляющие отклонений: эксцентриситет, овальность, огранки разных порядков, волнистость и т. д. На кругломерах различных типов можно контролировать наружные и внутренние поверхности детали диаметром 3— 300 мм, длиной 100—1600 мм, с погрешностью 0, 01—0, 8 мкм, с увеличением перемещений наконечника от 2 до 2-Ю4.
БИЛЕТ № 10 ВОПРОС 1 Посадки H5/g4; H6/g5 и H7/g6 (последняя предпочтительная) имеют наименьший гарантированный зазор из всех посадок с зазором. Их применяют для точных подвижных соединений, требующих гарантированного, но небольшого зазора для обеспечения точного центрирования (например, золотника в пневматической сверлильной машине, шпинделя в опорах делительной головки, в плунжерных парах и т. п.). Расчет и выбор переходных посадок. Переходные посадки H/js, к, Н/m, Н/п используют в неподвижных разъемных соединенияхя центрирования сменных деталей или деталей, которые при ; обходимости могут передвигаться вдоль вала. Эти посадки характелзуются малыми зазорами и натягами, что, как правило, позволяет> бирать детали при небольших усилиях (вручную или с помощью молотка). Для гарантии неподвижности одной детали относительно доугой соединения дополнительно крепят шпонками, стопорными; штами и другими крепежными средствами. Переходные посадки предусмотрены только в квалитетах 4—8. очность вала в этих посадках должна быть на один квалитет выше точности отверстия. В переходных посадках при сочетании наибольшего предельного размера вала и наименьшего предельного размера отверстия всегда получается наибольший натяг, при сочетании наибольшего предельного размера отверстия и наименьшего предельного размера вала — наибольший зазор. Расчет и выбор посадок с натягом. Посадки с натягом предназначены в основном для получения неподвижных неразъемных сое-гишений без дополнительного крепления деталей. Иногда для повы-п.ения надежности соединения дополнительно используют шпонки, штифты и другие средства крепления, как, например, при креплении маховика на коническом конце коленчатого вала двигателя. Относительная неподвижность деталей обеспечивается силами сцепления (трения), возникающими на контактирующих поверхностях вследствие их деформации, создаваемой натягом при сборке соединения. Благодаря надежности и простоте конструкции деталей и сборки соединений эти посадки применяют во всех отраслях машиностроения (например, при сборке осей с колесами на железнодорожном транспорте, венцов со ступицами червячных колес, втулок с валами, составных коленчатых валов, вкладышей подшипников скольжения с корпусами и т. д.). ВОПРОС № 2 Отклонения и допуски формы. Термины и определения* относящиеся к основным видам отклонений и допусков формы и расположения, установлены ГОСТ 24642—81 (СТ СЭВ 301—76). Под отклонением формы поверхности (или профиля) понимают отклонение формы реальной поверхности.(реального профиля) от формы номинальной поверхности (номинального профиля). Шероховатость поверхности в отличие от волнистости не считают отклонением формы. В обоснованных случаях допускается нормировать отклонение формы, включая шероховатость поверхности, а волнистость нормировать отдельно (или нормировать часть отклонения формы без учета волнистости). В основу нормирования и количественной оценки отклонений формы и расположения поверхностей положен принцип прилегающих прямых, поверхностей и профилей. Прилегающая прямая — прямая, соприкасающаяся с реальным профилем и расположенная вне материала детали так, чтобы отклонение от нее наиболее удаленной точки реального профиля в пределах нормируемого участка имело минимальное значение (рис. 8.2, а). Прилегающая окружность — это окружность минимального диаметра, описанная вокруг реального профиля наружной поверхности вращения Прилегающие поверхности и профили соответствуют условиям сопряжения деталей при посадках с нулевым зазором. При измерении прилегающими поверхностями служат рабочие поверхности контрольных плит, интерференционных стекол, лекальных и поверочных линеек, калибров, контрольных оправок и т. п. Количественно отклонение формы оценивают наибольшим расстоянием Д от точек реальной поверхности (профиля) да прилегающей поверхности (профиля) по нормали к последней. Приняты следующие буквенные обозначения: БИЛЕТ № 11 Популярное:
|
Последнее изменение этой страницы: 2016-08-24; Просмотров: 1002; Нарушение авторского права страницы
 они могут передавать большие крутящие моменты, имеют на 10— 40 % меньше концентрацию напряжений у основания зубьев, повышенную циклическую долговечность, обеспечивают лучшее центрирование и направление деталей, проще в изготовлении и т. п. Шли-цевые соединения в треугольным профилем не стандартизованы; их применяют чаще всего вместо посадок в натягом, а также при тонкостенных втулках для передачи небольших крутящих моментов.
они могут передавать большие крутящие моменты, имеют на 10— 40 % меньше концентрацию напряжений у основания зубьев, повышенную циклическую долговечность, обеспечивают лучшее центрирование и направление деталей, проще в изготовлении и т. п. Шли-цевые соединения в треугольным профилем не стандартизованы; их применяют чаще всего вместо посадок в натягом, а также при тонкостенных втулках для передачи небольших крутящих моментов. (риа. 14.1» а); по внутреннему диаметру d (рис. 14.1, б) и по боковым сторонам зубьев
(риа. 14.1» а); по внутреннему диаметру d (рис. 14.1, б) и по боковым сторонам зубьев  (риа. 14.1, в).
(риа. 14.1, в). рекомендуется, когда втулку термически не обрабатывают или когда твердоать ее материала после термичеакой обработки допускает калибровку протяжкой, а вал — фрезерование до получения окончательных размеров зубьев. Такой бпособ прост и экономичен. Его применяют для неподвижных соединений, а также для подвижных, воспринимающих небольшие нагрузки.
рекомендуется, когда втулку термически не обрабатывают или когда твердоать ее материала после термичеакой обработки допускает калибровку протяжкой, а вал — фрезерование до получения окончательных размеров зубьев. Такой бпособ прост и экономичен. Его применяют для неподвижных соединений, а также для подвижных, воспринимающих небольшие нагрузки. целесообразно при передаче знакопеременных нагрузок, больших крутящих моментов, а также при реверсивном движении. Этот метод способвтвует более равномерному распределению нагрузки между зубьями, но не обев-печивает высокой точноети центрирования и поэтому редко применяется.
целесообразно при передаче знакопеременных нагрузок, больших крутящих моментов, а также при реверсивном движении. Этот метод способвтвует более равномерному распределению нагрузки между зубьями, но не обев-печивает высокой точноети центрирования и поэтому редко применяется. или только по Ь). Допувки и основные отклонения размеров
или только по Ь). Допувки и основные отклонения размеров  шлицевого соединения назначают по ГОСТ 25346—82. Поля допу-
шлицевого соединения назначают по ГОСТ 25346—82. Поля допу-
 установленных на штативах. Отклонение от прямолинейности протяженных, главным образом вертикальных, поверхностей можно определять сличением с параллельно натянутой струной. Расстояние между струной и изделием определяют с помощью микровинта или микроскопа. Для контроля неплоскостности можно использовать накладной поворотный плоскомер (рис. 8.23, б), снабженный индикаторной головкой с ценой деления шкалы 10 и 20 мкм. С помощью визирных приборов (рис. 8.23, в) измеряют расстояние от исследуемой поверхности до оптической оси трубы /, устанавливаемой вблизи изделия Д. При наклоне каретки с зеркалом 2, вызванном отклонениями от плоскостности, проецируемое на зеркало изображение марки автоколлиматора возвратится в него смещенным на некоторую величину. Угловое смещение измеряют с помощью компенсатора 3. Выпускают также плоскомеры с гидростатическими уровнями (рис. 8.23, г), действующими по принципу сообщающихся сосудов. При этом используют две или несколько измерительных головок 1, соединенных между собой резиновыми шлангами 2, Установив головки в проверяемых точках, вращают микровинты 3 до соприкосновения их острия с поверхностью жидкости, отсчет показаний выполняют по шкалам. Погрешность измерения примерно ±0, 01 мм. Для определения отклонений от круглости применяют одно-, двух- и трехточечные приборы, кругломеры с прецизионным вращением детали или головки и интерферометры, сравнивающие контролируемую поверхность с образцовой. Огранку с нечетным числом
установленных на штативах. Отклонение от прямолинейности протяженных, главным образом вертикальных, поверхностей можно определять сличением с параллельно натянутой струной. Расстояние между струной и изделием определяют с помощью микровинта или микроскопа. Для контроля неплоскостности можно использовать накладной поворотный плоскомер (рис. 8.23, б), снабженный индикаторной головкой с ценой деления шкалы 10 и 20 мкм. С помощью визирных приборов (рис. 8.23, в) измеряют расстояние от исследуемой поверхности до оптической оси трубы /, устанавливаемой вблизи изделия Д. При наклоне каретки с зеркалом 2, вызванном отклонениями от плоскостности, проецируемое на зеркало изображение марки автоколлиматора возвратится в него смещенным на некоторую величину. Угловое смещение измеряют с помощью компенсатора 3. Выпускают также плоскомеры с гидростатическими уровнями (рис. 8.23, г), действующими по принципу сообщающихся сосудов. При этом используют две или несколько измерительных головок 1, соединенных между собой резиновыми шлангами 2, Установив головки в проверяемых точках, вращают микровинты 3 до соприкосновения их острия с поверхностью жидкости, отсчет показаний выполняют по шкалам. Погрешность измерения примерно ±0, 01 мм. Для определения отклонений от круглости применяют одно-, двух- и трехточечные приборы, кругломеры с прецизионным вращением детали или головки и интерферометры, сравнивающие контролируемую поверхность с образцовой. Огранку с нечетным числом 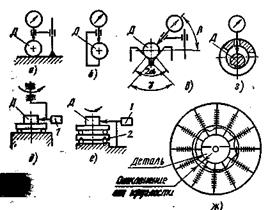 граней невозможно обнаружить ни одноточечными (рис. 8.24, о), ни двухточечными (рис. 8.24, б) приборами. Для этого используют базирование на призме (рис. 8.24, в) или в кольце (рис. 8.24, а). При определении огранки на призме показания прибора умножают на коэффициент воспроизведения k, зависящий от числа граней п и угла призмы у — 180° —2а (табл. 8.4). При измерении в кольце за отклонение принимают разность между наибольшим и наименьшим показаниями приборов.
граней невозможно обнаружить ни одноточечными (рис. 8.24, о), ни двухточечными (рис. 8.24, б) приборами. Для этого используют базирование на призме (рис. 8.24, в) или в кольце (рис. 8.24, а). При определении огранки на призме показания прибора умножают на коэффициент воспроизведения k, зависящий от числа граней п и угла призмы у — 180° —2а (табл. 8.4). При измерении в кольце за отклонение принимают разность между наибольшим и наименьшим показаниями приборов.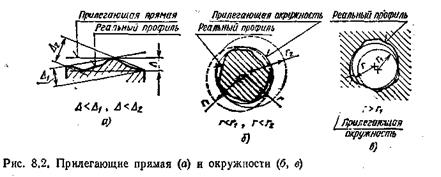 (рис. 8.2, б), или максимального диаметра, вписанная в реальный профиль внутренней поверхности вращения (рис. 8.2, в). Прилегающая плоскость — это плоскость, соприкасающаяся с реальной поверхностью и расположенная вне материала детали так, чтобы отклонение от нее наиболее удаленной точки реальной поверхности в пределах нормируемого участка имело
(рис. 8.2, б), или максимального диаметра, вписанная в реальный профиль внутренней поверхности вращения (рис. 8.2, в). Прилегающая плоскость — это плоскость, соприкасающаяся с реальной поверхностью и расположенная вне материала детали так, чтобы отклонение от нее наиболее удаленной точки реальной поверхности в пределах нормируемого участка имело  минимальное значение. Прилегающий цилиндр — это цилиндр минимального диаметра, описанный вокруг реальной наружной поверхности, или максимального диаметра, вписанный в реальную внутреннюю поверхность.
минимальное значение. Прилегающий цилиндр — это цилиндр минимального диаметра, описанный вокруг реальной наружной поверхности, или максимального диаметра, вписанный в реальную внутреннюю поверхность. — отклонение формы или отклонение расположения поверхностей;
— отклонение формы или отклонение расположения поверхностей;  — допуск формы или допуск расположения;
— допуск формы или допуск расположения;  — длина нормируемого участка. Термины некруглость, неплоскостность и т. п. не рекомендованы.
— длина нормируемого участка. Термины некруглость, неплоскостность и т. п. не рекомендованы.