
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ВОПРОС № 2 СИСТЕМА ГЛДОПУСКОВ УглОВ
Допуски углов конусов и призматических элемейтов де« i алей с длиной меньшей стороны угла до 2500 мм и ряды нормальных глов установлены ГОСТ 8908—81 (СТ СЭВ 178—75 и СТ СЭВ о 13—77).Конус (наружный, внутренний) характеризуется диаметром большого основания D (рис. 10.1), диаметром малого основания d, угло конуса а, углом уклона связан с размерами D, d и L соотношением где Взаимосвязь между размерами D, d, а и L учитывают при назначении допусков. Для облегчения достижения взаимозаменяемости установлены ряды нормальных конусностей ГОСТ 8593—81 (СТ СЭВ 512—77).
Стандартизация параметров Множество современных технических изделий работает на автономном электрическом питании от батареек. Батарейки вставляют в часы, фотоаппараты, фонари, игрушки, причем вставить новую батарейку часто может сам пользователь. Замена наиболее часто употребляемых батарей возможна благодаря тому, что во всем мире изготовители и пользователи придерживаются одинаковых норм – стандартов – на их геометрические размеры и напряжение. Поэтому гнезда в приборах и игрушках позволяют легко установить туда подходящие батарейки в необходимом количестве. Весь мир пользуется фотографической пленкой стандартных размеров, то же можно сказать о магнитных пленках для аудио- и видеоаппаратуры, дискетах и компакт-дисках. Взаимозаменяемость однородных изделий означает “одинаковость” их основных параметров. Но единообразие подхода к нормированию параметров не исключает возможности разработки и выпуска различающихся изделий одного назначения. Необходимость применения разнообразных по видам и числовым значениям параметров требует разработки систем допусков, причем в первую очередь стандартизации подвергаются геометрические параметры деталей и сопряжений. Для того чтобы запустить изделия в серийное и массовое производство, техническая документация на них должна содержать жестко нормированные значения основных функциональных параметров. Чтобы разбросы параметров, неизбежно возникающие при изготовлении элементов, не оказывали существенного влияния на работу изделия, их ограничивают определенными нормами. Параметры могут быть с одной стороны (сверху или снизу), но наиболее часто используют двухстороннее ограничение. Нормы допустимого рассеяния параметров при двухстороннем ограничении называют допусками. Соблюдение единообразия номинальных значений параметров и норм их рассеяния обеспечивает взаимозаменяемость изделий. Нормы номинальных значений параметров могут быть зафиксированы в виде рядов предпочтительных чисел, а для геометрических параметров – в виде рядов нормальных линейных размеров, нормальных углов, уклонов и конусностей. Геометрическая взаимозаменяемость выделяется особо, так как в машиностроительном производстве именно формообразование деталей является преимущественным видом работ. Геометрические параметры взаимозаменяемых изделий всегда получают с ограниченной точностью. Абсолютная точность на практике недостижима, да и необходимости в ней нет. Как правило, нормально работают детали, изготовленные в некотором диапазоне геометрических параметров. Чем уже назначенный диапазон рассеяния параметра (допуск), тем дороже обходится деталь. Стоимость деталей резко возрастает с повышением точности обработки. Поэтому избыточные требования к точности неоправданно удорожают изделие. Но с другой стороны, заниженные требования к точности делают изделие неработоспособным. В дальнейшем будут рассматриваться вопросы обеспечения взаимозаменяемости изделий по геометрическим параметрам с использованием различных систем допусков и посадок. Популярное:
|
Последнее изменение этой страницы: 2016-08-24; Просмотров: 721; Нарушение авторского права страницы
 длиной конуса L. Угол уклона
длиной конуса L. Угол уклона 

 — конусность;
— конусность; 
 ГОСТ 8908—81 устанавливает 17 степеней точности допусков углов: 1, 2, ..., 17. При обозначении допуска угла заданной точности к обозначению допуска угла AT (от англ. Angle Toleranse — допуск угла) добавляют номер соответствующей степени точности: ATI, AT2, ..., AT 17. Допуск угла (разность между наибольшим и наименьшим предельными углами) при переходе от одной степени к другой изменяется по геометрической прогрессии со знаменателем
ГОСТ 8908—81 устанавливает 17 степеней точности допусков углов: 1, 2, ..., 17. При обозначении допуска угла заданной точности к обозначению допуска угла AT (от англ. Angle Toleranse — допуск угла) добавляют номер соответствующей степени точности: ATI, AT2, ..., AT 17. Допуск угла (разность между наибольшим и наименьшим предельными углами) при переходе от одной степени к другой изменяется по геометрической прогрессии со знаменателем  При необходимости допуски точнее степени точности 1 (т. е. 0; 01) могут быть получены последовательным делением допусков степени точности 1 на 1, 6. Для каждой степени установлены: 1) допуск угла
При необходимости допуски точнее степени точности 1 (т. е. 0; 01) могут быть получены последовательным делением допусков степени точности 1 на 1, 6. Для каждой степени установлены: 1) допуск угла  выраженный в угловых единицах (рис. 10.2, а); на чертежах рекомендуется указывать округленные значения допуска угла
выраженный в угловых единицах (рис. 10.2, а); на чертежах рекомендуется указывать округленные значения допуска угла  гв градусах, минутах, секундах, которые приведены 5 в ГОСТ 8908—81; 2) допуск угла
гв градусах, минутах, секундах, которые приведены 5 в ГОСТ 8908—81; 2) допуск угла  выраженный отрезком на перпендикуляре к стороне угла, вротшашкжащеыу углу
выраженный отрезком на перпендикуляре к стороне угла, вротшашкжащеыу углу  на расстоянии
на расстоянии  от вершины этого угла (рас 10.2, б); практически этот отрезок равен длине дуги с радиусом стягивающей угол
от вершины этого угла (рас 10.2, б); практически этот отрезок равен длине дуги с радиусом стягивающей угол  3) допуск угла конуса выраженный
3) допуск угла конуса выраженный  допуском на разность диаметров в двух нормальных
допуском на разность диаметров в двух нормальных  к оси конуса сечениях на заданном расстоянии L между ними
к оси конуса сечениях на заданном расстоянии L между ними 10.2. СИСТЕМА ДОПУСКОВ И ПОСАДОК КОНИЧЕСКИХ СОЕДИНЕНИЙ
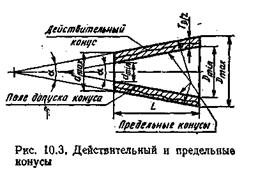
СТ СЭВ 1780—79 устанавливает два способа нормирования допуска диаметра конуса. По первому способу устанавливают * допуск диаметра
10.2. СИСТЕМА ДОПУСКОВ И ПОСАДОК КОНИЧЕСКИХ СОЕДИНЕНИЙ
СТ СЭВ 1780—79 устанавливает два способа нормирования допуска диаметра конуса. По первому способу устанавливают * допуск диаметра  , одинаковый в любом поперечном сечении конуса | и определяющий два предельных конуса, между которыми должны находиться все точки поверхности действительного конуса (рис. 10.3). Допуск
, одинаковый в любом поперечном сечении конуса | и определяющий два предельных конуса, между которыми должны находиться все точки поверхности действительного конуса (рис. 10.3). Допуск  ограничивает также отклонения угла конуса и отклонения формы конуса, если эти отклонения не ограничены меньшими допусками. При втором способе нормирования устанавливают допуск
ограничивает также отклонения угла конуса и отклонения формы конуса, если эти отклонения не ограничены меньшими допусками. При втором способе нормирования устанавливают допуск  только в заданномi сечении конуса. Этот допуск не ограничивает отклонения угла и формы конуса. Допуск формы
FT определяется суммой допусков круглости поперечного сечения конуса и прямолинейности его образующих. Допуски TD или TDs должны соответствовать ГОСТ 25346—82. Их конусы выбирают соответственно по диаметру большёго основания конуса диаметру в заданном сечении конуса.
Для конических соединений установлены посадки с зазором, натягом и переходные. По способу фиксации осевого расположения сопрягаемых конусов посадки разделяют на посадки с фиксацией путем совмещения конструктивных элементов конусов (базовых плоскостей); посадки с фиксацией по заданному осевому смещению конусов; посадки с фиксацией по заданному осевому расстоянию жду базовыми плоскостями сопрягаемых конусов; посадки с фикцией по заданной силе запрессовки (посадки с натягом). Первые 2 типа посадок назначают в системе отверстия с полями допусков сопрягаемых конусов одного квалитета. Соединения с зазором применяют в соединениях, в которых необходимо регулировать зазор между сопрягаемыми деталями (например, соединения конусной шейки шпинделя станка с конусными вкладышами подшипника скольжения). К ним относят также соединения, обеспечивающие герметичность и разобщение одного пространства от другого как в покое, так и при взаимном перемещении соединяемых деталей (например, арматурные краны). Соединения с натягом могут быть по* лучены путем приложения осевой силы, создающей соответствующий натяг, необходимый при передаче крутящего момента. Под влиянием осевой силы происходит самоцентрирование деталей (оси сопрягаемых деталей совпадают). Конусные соединения обеспечивают более легкую по сравнению с цилиндрическими соединениями разборку, позволяют регулировать натяг в процессе работы.
Для получения различных посадок ГОСТ 25307—82 установлены следующие основные отклонения: d, e, f, g, h, js, k, m, n, p, r, s, t, u, x, z для наружных конусов и Н, Js и N — для внутренних. Эти основные отклонения отклонения в сочетании с допусками квалитетов 4—12 образуют поля допусков.
только в заданномi сечении конуса. Этот допуск не ограничивает отклонения угла и формы конуса. Допуск формы
FT определяется суммой допусков круглости поперечного сечения конуса и прямолинейности его образующих. Допуски TD или TDs должны соответствовать ГОСТ 25346—82. Их конусы выбирают соответственно по диаметру большёго основания конуса диаметру в заданном сечении конуса.
Для конических соединений установлены посадки с зазором, натягом и переходные. По способу фиксации осевого расположения сопрягаемых конусов посадки разделяют на посадки с фиксацией путем совмещения конструктивных элементов конусов (базовых плоскостей); посадки с фиксацией по заданному осевому смещению конусов; посадки с фиксацией по заданному осевому расстоянию жду базовыми плоскостями сопрягаемых конусов; посадки с фикцией по заданной силе запрессовки (посадки с натягом). Первые 2 типа посадок назначают в системе отверстия с полями допусков сопрягаемых конусов одного квалитета. Соединения с зазором применяют в соединениях, в которых необходимо регулировать зазор между сопрягаемыми деталями (например, соединения конусной шейки шпинделя станка с конусными вкладышами подшипника скольжения). К ним относят также соединения, обеспечивающие герметичность и разобщение одного пространства от другого как в покое, так и при взаимном перемещении соединяемых деталей (например, арматурные краны). Соединения с натягом могут быть по* лучены путем приложения осевой силы, создающей соответствующий натяг, необходимый при передаче крутящего момента. Под влиянием осевой силы происходит самоцентрирование деталей (оси сопрягаемых деталей совпадают). Конусные соединения обеспечивают более легкую по сравнению с цилиндрическими соединениями разборку, позволяют регулировать натяг в процессе работы.
Для получения различных посадок ГОСТ 25307—82 установлены следующие основные отклонения: d, e, f, g, h, js, k, m, n, p, r, s, t, u, x, z для наружных конусов и Н, Js и N — для внутренних. Эти основные отклонения отклонения в сочетании с допусками квалитетов 4—12 образуют поля допусков.
 ВОПРОС № 1
ВОПРОС № 1