
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
СИСТЕМА ДОПУСКОВ И ПОСАДОК ДЛЯ ПОДШИПНИКОВ КАЧЕНИЯ
Подшипники качения — наиболее распространенные стандартные сборочные единицы, изготовляемые на специализированных заводах. Они обладают полной внешней взаимозаменяемостью по присоединительным поверхностям, определяемым наружным диаметром D наружного кольца и внутренним диаметром d внутреннего кольца, и неполной внутренней взаимозаменяемостью между телами качения и кольцами. Вследствие малых допусков зазоров и малой допускаемой разноразмерности комплекта тел качения кольца подшипников и тела качения подбирают селективным методом. Полная взаимозаменяемость по присоединительным поверхностям позволяет быстро монтировать и заменять изношенные подшипники качения при сохранении их хорошего качества; при несоблюдении полной взаимозаменяемости качество подшипников ухудшается. Классы точности подшипников качения. Качество подшипников при прочих равных условиях определяется- 1) точностью присоединительных размеров d, D, ширины колец В, а для роликовых ра-диально-упорных подшипников еще и точностью монтажной высоты Т; точностью формы и взаимного расположения поверхностей колец подшипников и их шероховатости; точностью формы и размеров тел В зависимости от указанных показателей точности по ГОСТ 520—71 (СТ СЭВ 774—77) установлено пять классов точности подшипников, обозначаемых (в порядке повышения точности) 0; 6; 5; 4; 2. Для иллюстрации различий в требованиях к точности радиальных и радиально-упорных подшипников d = 80... 120 мм укажем, например, что допускаемое радиальное биение дорожки качения внутренних колец класса точности 2 и биение торца этих колец относительно отверстий в 10 раз меньше, чем для подшипников нулевого класса (соответственно 2, 5 и 25 мкм). ГОСТ 520—71 регламентированы методы контроля точности отдельных колец и собранных подшипников, а так> ке показатели обязательного ресурса, который у серийно выпускаемых подшипников подлежит периодической выборочной проверке изготовителем на стендах. Класс точности подшипника выбирают исходя из требований, предъявляемых к точности вращения и условиям работы механизма. Для большинства механизмов общего назначения применяют подшипники класса точности 0. Подшипники более высоких классов точности применяют при больших частотах вращения и в случаях, когда требуется высокая точность вращения вала (например, для шпинделей шлифовальных и других прецизионных станков, для авиационных двигателей, приборов и т. п.). В гироскопических и других прецизионных приборах и машинах используют подшипники класса 2. Класс точности указывают через тире перед условным обозначением подшипника, например 6—205 (6 — класс точности подшипника). ВОПРОС № 2 12.7. МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ И ИЗМЕРЕНИЯ ТОЧНОСТИ ЦИЛИНДРИЧЕСКИХ РЕЗЬБ
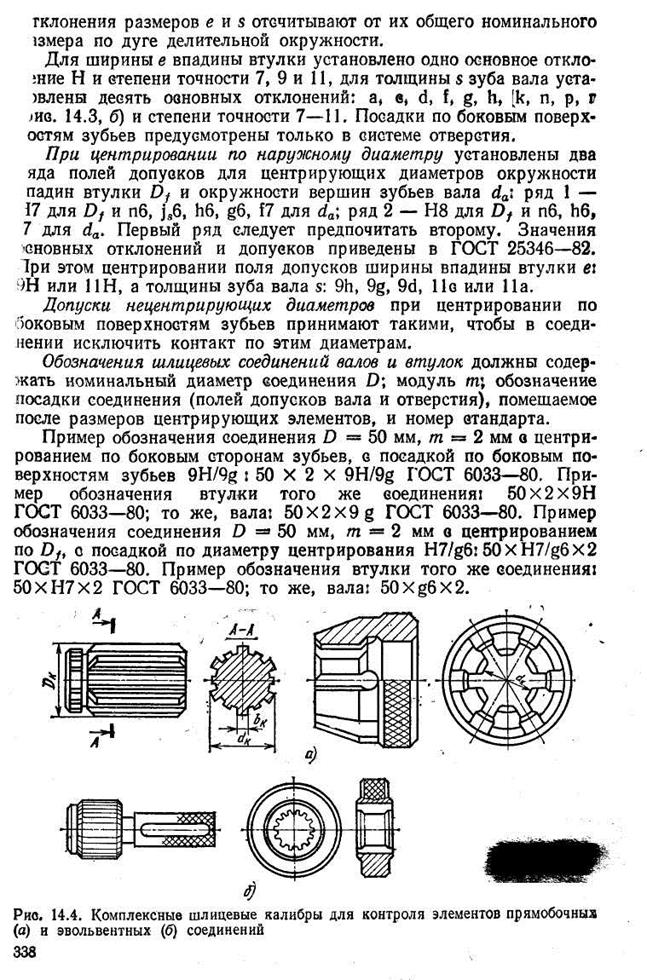
Контроль резьбы калибрами. В систему калибров входят рабочие гладкие и резьбовые проходные (ПР) и непроходные (НЕ) калибры и контркалибры (КПР-ПР, КНЕ-ПР, У-НЕ, КНЕ-НЕ, КИ-НЕ, У-ПР) для проверки и регулирования (установки) рабочих резьбовых скоб и колец. Контролеры и представители заказчика используют частично изношенные проходные и новые непроходные рабочие калибры. Свин-чиваемость рабочего резьбового проходного калибра с резьбой или вхождение на нее скобы означает, что приведенный средний, наименьший внутренний для болта и наибольший наружный для гайки диаметры не выходят за проходные предельные значения (рис. 12.11). Непроходными резьбовыми калибрами контролируют только собственно средний диаметр резьбы — в случае годности резьбы они не должны свинчиваться с проверяемой резьбой более, чем на два оборота. В соответствии с принципом Тейлора резьбовые проходные калибры представляют собой прототип сопрягаемого изделия и имеют полный профиль и нормальную длину свинчивания, непроходные резьбовые калибры имеют укороченный профиль высотой 0, 2—0, ЗР и неполное число витков (2, 5—3). На схемах (рис. 12.12) с целью координации полей допусков по среднему диаметру контрольных и установочных резьбовых пробок и ориентировки при проектировании соответствующего резьбообразующего инструмента для регулируемых рабочих скоб и колец расположение полей допусков последних показывают штриховой линией. Установочные калибры У-ПР и У-НЕ используют лишь в тех случаях, когда рабочие резьбовые скобы и кольца являются регулируемыми. Ввиду малой вероятности соединения деталей, имеющих неблагоприятное сочетание действительных отклонений шага и половины угла профиля, с изношенными калибрами перекрытие полей допусков на величину А ше нарушает взаимозаменяемости резьб. I Для контроля резьбы болтов применяют калибры-кольца и -резьбовые регулируемые скобы (в виде гребенок и роликов). Поля допусков для резьбовых калибров строят так же, как и для гладких,, изделий, но отдельно по каждому из трех диаметров. В отдание аш резьбовых деталей допуски для резьбовых калибров установлены раздельно на каждой из пяти параметров резьбы БИЛЕТ № 15 ВОПРОС № 2
Вследствие емятия и среза шпонок, оелабления сечения валов и втулок пазами и образования концентраторов напряжений шпоночные соединения не могут передавать большие крутящие моменты. В результате перекосов и смещения пазов, а также контактных деформаций от радиальных еил в шпоночных соединениях возможен перекос втулки на валу. Эти недоетатки шпоночных соединений ограничивают облаеть их применения и обусловливают замену их шлицевыми соединениями, которые передают большие крутящие моменты, имеют большее сопротивление усталости и высокую точность центрирования и направления. В зависимости от профиля зубьев шлицевне еоединения делят на прямобочные, авольвентные и треугольные. Шлицевые соединения в эвольвентным профилем зубьев имеют еущеетвенные преимущества по сравнению е прямобочными: они могут передавать большие крутящие моменты, имеют на 10— 40 % меньше концентрацию напряжений у основания зубьев, повышенную циклическую долговечность, обеспечивают лучшее центрирование и направление деталей, проще в изготовлении и т. п. Шли-цевые соединения в треугольным профилем не стандартизованы; их применяют чаще всего вместо посадок в натягом, а также при тонкостенных втулках для передачи небольших крутящих моментов. Допуски и посадки шлицевых соединений с прямобочным профилем зубьев [ГОСТ 1139—80 (СТ СЭВ 187—75, СТ СЭВ 188—75)1 определяются их назначением и принятой еистемой центрирования втулки относительно вала. Существуют три способа центрирования: по наружному диаметру Центрирование по внутреннему диаметру d целееообразно» когда втулка имеет высокую твердость и ее нельзя обработать чи-етовой протяжкой (отверстие шлифуют на обычном внутришлифо-вальном станке) или когда могут возникнуть значительные искривления длинных валов после термической обработки. Способ обеспечивает точное центрирование и применяется обычно для подвижных соединений. Центрирование по наружному диаметру Центрирование по боковым сторонам зубьев Поеадки шлицевых соединений назначают в виетеме отвервтия по центрирующей цилиндрической поверхности и по боковым по-верхноотяы впадин втулки и зубьев вала
ВОПРОС № 1 Системой допусков и посадок называют совокупность рядов допусков и посадок, закономерно построенных на основе опыта, теоретических и экспериментальных исследований и оформленных в виде стандартов. Система предназначена для выбора минимально необходимых, но достаточных для практики вариантов допусков и посадок типовых соединений деталей машин, дает возможность стандартизовать режущие инструменты и калибры, облегчает конструирование, производство и достижение взаимозаменяемости изделий и их частей, а также обусловливает повышение их качества. В нашей стране ранее применяли системы допусков и посадок, оформленные рядом общесоюзных (ОСТ) и государственных (ГОСТ) стандартов.
Популярное:
|
Последнее изменение этой страницы: 2016-08-24; Просмотров: 794; Нарушение авторского права страницы
 качения в одном подшипнике и шероховатостью их поверхностей; 2) точностью вращения, характеризуемой радиальным и осевым биениями дорожек качения i\торцов колец.
качения в одном подшипнике и шероховатостью их поверхностей; 2) точностью вращения, характеризуемой радиальным и осевым биениями дорожек качения i\торцов колец.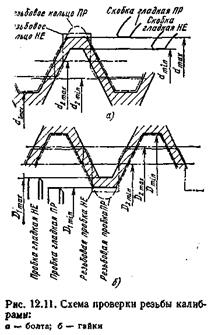 Точность резьбы можно контролировать дифференцированным (контроль каждого параметра в отдельности) и комплексным (контроль расположения контура резьбы в предписанном поле допуска) методами. Метод контроля каждого параметра резьбы в отдельности (среднего диаметра, шага и угла профиля) трудоемок, поэтому его применяют для точных резьб: ходовых винтов, резьбовых калибров, метчиков и т. п. Иногда по результатам контроля отдельных параметров судят (после вычислений) о комплексном параметре, например о приведенном среднем диаметре резьбы. Комплексный контроль резьб выполняют либо с помощью предельных калибров, либо с помощью проекторов н шаблонов с предельными контурами.
Точность резьбы можно контролировать дифференцированным (контроль каждого параметра в отдельности) и комплексным (контроль расположения контура резьбы в предписанном поле допуска) методами. Метод контроля каждого параметра резьбы в отдельности (среднего диаметра, шага и угла профиля) трудоемок, поэтому его применяют для точных резьб: ходовых винтов, резьбовых калибров, метчиков и т. п. Иногда по результатам контроля отдельных параметров судят (после вычислений) о комплексном параметре, например о приведенном среднем диаметре резьбы. Комплексный контроль резьб выполняют либо с помощью предельных калибров, либо с помощью проекторов н шаблонов с предельными контурами.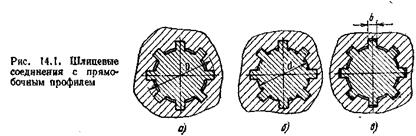 ДОПУСКИ И ПОСАДКИ ШЛИЦЕВЫХ СОЕДИНЕНИЙ
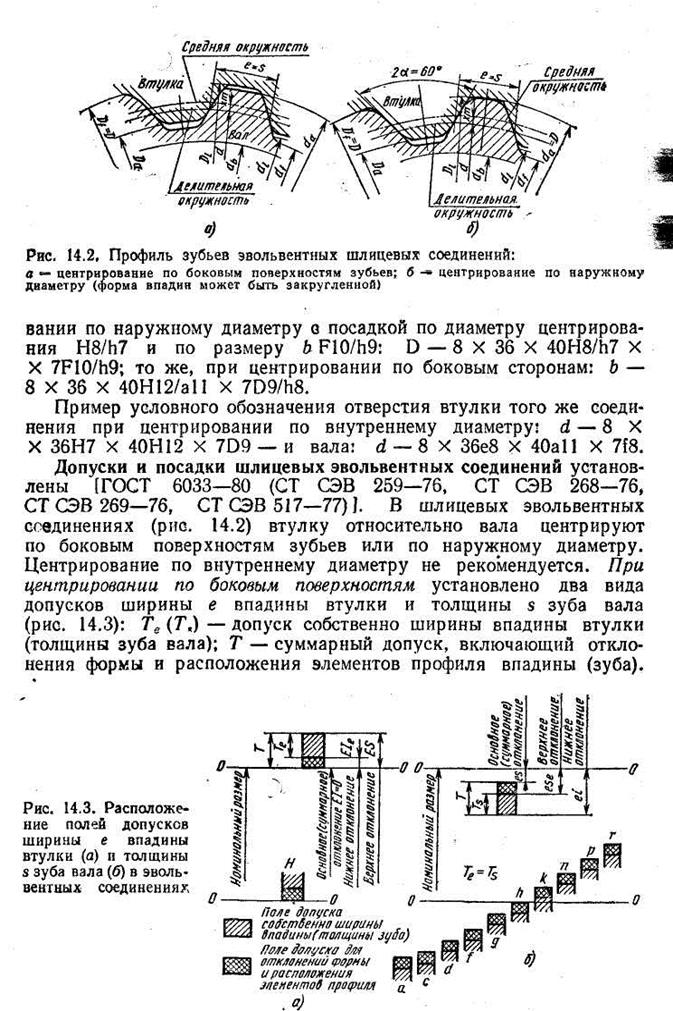
ДОПУСКИ И ПОСАДКИ ШЛИЦЕВЫХ СОЕДИНЕНИЙ  (риа. 14.1» а); по внутреннему диаметру d (рис. 14.1, б) и по боковым сторонам зубьев
(риа. 14.1» а); по внутреннему диаметру d (рис. 14.1, б) и по боковым сторонам зубьев  (риа. 14.1, в).
(риа. 14.1, в). рекомендуется, когда втулку термически не обрабатывают или когда твердоать ее материала после термичеакой обработки допускает калибровку протяжкой, а вал — фрезерование до получения окончательных размеров зубьев. Такой бпособ прост и экономичен. Его применяют для неподвижных соединений, а также для подвижных, воспринимающих небольшие нагрузки.
рекомендуется, когда втулку термически не обрабатывают или когда твердоать ее материала после термичеакой обработки допускает калибровку протяжкой, а вал — фрезерование до получения окончательных размеров зубьев. Такой бпособ прост и экономичен. Его применяют для неподвижных соединений, а также для подвижных, воспринимающих небольшие нагрузки. целесообразно при передаче знакопеременных нагрузок, больших крутящих моментов, а также при реверсивном движении. Этот метод способвтвует более равномерному распределению нагрузки между зубьями, но не обев-печивает высокой точноети центрирования и поэтому редко применяется.
целесообразно при передаче знакопеременных нагрузок, больших крутящих моментов, а также при реверсивном движении. Этот метод способвтвует более равномерному распределению нагрузки между зубьями, но не обев-печивает высокой точноети центрирования и поэтому редко применяется. или только по Ь). Допувки и основные отклонения размеров
или только по Ь). Допувки и основные отклонения размеров  шлицевого соединения назначают по ГОСТ 25346—82. Поля допу-
шлицевого соединения назначают по ГОСТ 25346—82. Поля допу-
 Для построения систем допусков устанавливают единицу допуска i (/), которая, отражая влияние технологических, конструктивных и метрологических факторов, выражает зависимость допуска от номинального размера, ограничиваемого допуском, и является мерой точности. На основании исследований точности механической обработки цилиндрических деталей из металла для системы ИСО и ЕСДП установлены следующие единицы допуска:
Для построения систем допусков устанавливают единицу допуска i (/), которая, отражая влияние технологических, конструктивных и метрологических факторов, выражает зависимость допуска от номинального размера, ограничиваемого допуском, и является мерой точности. На основании исследований точности механической обработки цилиндрических деталей из металла для системы ИСО и ЕСДП установлены следующие единицы допуска: