|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Детали машин и основы конструирования
для курсантов судомеханического и электромеханического факультета СПб, 2012 г. Лабораторная работа №1 Анализ параметров эвольвентного зубчатого колеса полученного методом обкатки Цель работы: Анализ геометрических параметров зубчатых колёс, изготовляемых методом обкатки. Влияние корригирования на геометрические параметры нарезаемого зубчатого колеса. Исходные положения: Боковая поверхность, по которой происходит соприкосновение зубчатых колес, имеет форму эвольвенты. Эвольвента − траектория любой точки прямой, которая обкатывается по окружности (рис.1) без скольжения. Окружность, по которой обкатывается прямая, радиусом r0 называется основной окружностью, на ней лежит начало эвольвенты (точка С).
Рис.1. Эвольвентная поверхность прямого зуба Рис.2. Эвольвентная поверхность косого зуба: I - направление нормального сечения к образующей боковой поверхности косого зуба в точке С Основные методы формообразования зубьев зубчатых колес В зависимости от способа образования зубьев различают два основных метода зубонарезания: копирование и обкатку. Классификация основных методов формообразования зубчатых поверхностей и их возможности по обеспечению степеней точности и шероховатости приведены в табл. 1.
Таблица 1.1. Основные методы формообразования зубьев зубчатых колес
В массовом производстве применяют зубодолбежные резцовые головки, работа которых основана на методе копирования. Производительность такого метода очень высока, но точность определяется точностью резцовой головки. Для правильного, т. е. с постоянным отношением угловых скоростей, зацепления двух зубчатых колес необходимы следующие условия: 1) одинаковые основные шаги у обоих зубчатых колес в нормальном и торцовом сечениях: t0nш = t0nк: t0sш = t0sк 2) достаточное перекрытие, обеспечивающее начало зацепленияпоследующей пары зубьев до выхода из зацепления предыдущей; 3) отсутствие контакта эвольвентных с неэвольвентными участками профилей зубьев вне рабочего участка линии зацепления. Особенностью эвольвентной зубчатой передачи является то, что при изменении межцентрового расстояния зубчатые колеса остаются в правильном зацеплении, если не нарушаются условия 2 и 3. Прямобочная зубчатая рейка, является частным случаем эвольвентного зубчатого колеса, центр которого лежит на продолжении прямой ОРи отодвинут в бесконечность от центра «О»сопряженного с ним зубчатого колеса (рис.3). Основная окружность, от которой начинается образование эвольвенты, у прямобочной рейки отсутствует. Эвольвенты профилей зубьев заменяются прямыми линиями, нормальными к линии зацепления. Прямолинейный профиль рейки в процессе зацепления с зубчатым колесом движется поступательно в направлении прямой, перпендикулярной ОР. Начальная прямая рейки при этом катится без скольжения по начальной окружности зубчатого колеса. Так как эвольвента профиля зубьев является огибающей к различным положениям профиля рейки, то общая нормаль к эвольвентным профилям зубчатого колеса и рейки всегда пройдет через полюс зацепления P (рис.3), и при условии равенства основных шагов t0s рейка и зубчатое колесо будут находиться в правильном зацеплении. Очевидно, что с косозубой рейкой можно полностью совместить прямозубую, если у них совпадают элементы нормальных к зубьям сечений. Это позволяет нарезать косозубые колеса инструментом, который называется прямозубой гребенкой.
Рис.3. Зацепление прямозубого эвольвентного колеса с рейкой Ri – радиус окружности впадин; r0 – радиус начальной окружности; r – радиус делительной окружности; Re – радиус окружности выступов.
Рис.4. Исходные рабочие контуры зубчатой рейки: а — исходный контур зубчатой рейки по ГОСТу 3058—84, нефланкированный; б — то же, фланкированный
В целях унификации зуборезного инструмента и элементов зацепления в основу зуборезного инструмента положен исходный контур зубчатой рейки с углом профиля α 0 = 20° (ГОСТ 3058—84) (рис.4). Исходный контур цилиндрических эвольвентных зубчатых колес с модулем m ≥ 1 мм стандартизован СТ СЭВ 308—76. Профиль того и другого контура (рис. 4 а, б), является прямолинейным, расположенным на одинаковой длине по обе стороны от средней линии а—а, по которой толщина зуба и ширина впадины равны. Расстояние между одноименными профилями смежных зубьев, измеряемое параллельно средней линии, обозначается через p и называется шагом рейки. Половина угла между боковыми сторонами зубьев инструментальной рейки называется углом профиля α . Отношение высоты головки зуба к модулю называется коэффициентом высоты головки зуба ha. Отношение величины радиального зазора к модулю, обозначаемое с, называется коэффициентом радиального зазора. По ГОСТ 13754—84 параметры исходного контура: угол профиля α = 20°; глубина захода зубьев hω =h*ω т=2т, где h*ω — коэффициент глубины захода зубьев; шаг рейки р = π m; коэффициент высоты головки зуба hа=1; коэффициент радиального зазора для цилиндрических зубчатых колес с=0, 25m; радиус закругления зуба у основания цилиндрических зубчатых колес ρ f =0, 38m и конических зубчатых колес ρ t =0, 2 m. В соответствии с ГОСТ 13754—84 размеры зубьев нормального эвольвентного зацепления (рис 5) следующий: высота головки зубьев ha = m (1.1) высота ножек зубьев hf = (hа + c)m; (1.2) высота зубьев h = ha + hf = (2 hа + c)m. (1.3) Форма эвольвентного профиля зубьев при заданных угле профиля и модуле зависит от числа z зубьев (рис. 5, а).
Рис.5. dд – диаметр делительной окружности, dа – диаметр головки зуба, df – диаметр ножки зуба. При бесконечно большом числе зубьев, что соответствует бесконечно большому диаметру делительной окружности, эвольвента превращается в прямую линию. С уменьшением числа зубьев увеличивается кривизна эвольвентного профиля и соответственно уменьшается толщина зубьев у основания и у вершины. Если число zзубьев меньше некоторого предельного значения zmin, то при нарезании зубьев инструментом реечного типа происходит подрез ножек зубьев (рис. 5, а), в результате чего прочность зубьев на изгиб значительно снижается. При нарезании прямых зубьев нормального эвольвентного зацепления инструментом реечного типа их минимальное число, при котором отсутствует подрезание, zmin=17. Для устранения подрезания зубьев нормального эвольвентного зацепления применяют зубчатые зацепления со смещением. По сравнению с нормальным эвольвентным зацеплением профили зубьев зацепления со смещением выполняют другими, более выгодными для данной передачи участками эвольвенты той же основной окружности. Применением зубчатых зацеплений со смещением достигается не только повышение прочности зубьев на изгиб, но и повышение несущей способности по контактной прочности, уменьшение износа зубьев и устранение явления заклинивания. Зубья передач со смещением изготовляют на тех же станках и тем же стандартным инструментом, что и зубья передач без смещения. Разница заключается в том, что при изготовлении зубчатых колес со смещением инструмент устанавливают с некоторым смещением в радиальном направлении. Соответственно заготовки колес со смещением выполняют измененного диаметра. Смещение инструмента x определяется по формуле: x = ξ ∙ m, (1.4) где ξ — коэффициент смещения; m— модуль изготовляемого зубчатого колеса. Коэффициент смещения считается положительным (ξ > 0), когда инструмент смещается от центра заготовки, и отрицательным (ξ < 0), когда инструмент смещается к центру заготовки. У нормальной зубчатой передачи (без смещения) для шестерни и колеса коэффициент смещения ξ = 0, такую передачу называют нулевой. Начальные окружности в передачах со смещением, так же как и у зубчатых колес без смещения, совпадают с делительными, и угол зацепления не изменяется. Толщина зубьев шестерни увеличивается за счет уменьшения толщины зубьев колеса. Но сумма толщин по делительной окружности пары сцепляющихся зубьев должна оставаться постоянной, равной шагу зубьев. Поэтому при нарезании зубьев колеса необходимо смещение рейки на величину x, но со знаком «-» и зубчатая передача осуществляется без изменения межосевого расстояния передачи. Прочность зубьев шестерни увеличивается при одновременном снижении прочности зубьев колеса. При большом числе зубьев шестерни и колеса данная передача мало эффективна. Эту передачу применяют только при малом числе зубьев шестерни и больших передаточных отношениях.
Методика выполнения работы: Работа выполняется на приборе-эмитаторе (см. рис. 7), на который устанавливают необходимого размера, указанного на приборе, заготовку. Заготовку предварительно изготавливают из листа ватмана на заготовочном станке (см. рис.6). Лист ватмана необходимого размера получают у зав. лабораторией.
Рис. 6. Рисунок станка для подготовки заготовки 1 – ручка для резки ватмана; 2 – стол для резки; 3 – стопорный рычаг; 4 – державка резательного механизма; 5 – устройство для закрепления ножа; 6 – прижимной диск для фиксирования бумаги.
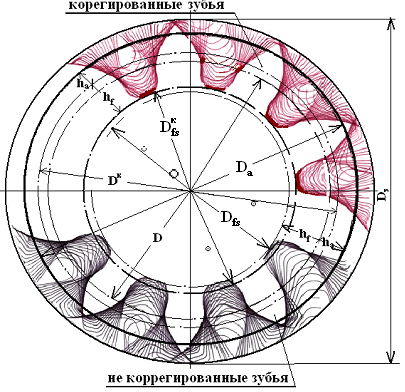
Рис. 7. Рисунок станка для обработки заготовки (прибор – эмитатор) 1 –основание для крепления заготовки (бумаги); 2 – диск для закрепления установленной заготовки; 3 – рычаг натяжения тросика передаточного механизма; 4 – шкала для оценки положения резательной рейки; 5 – фиксатор винтовой; 6 – рычаг управления движения рейки; 7 – рейка; 8 – фиксатор рейки. Заготовкой является лист ватмана разрезанного по указанному на основании 1 (рис. 7) диаметру с помощью специального станка, представленного на рис. 6. Предварительно устанавливают на заданном диаметре резательную державку 5, не фиксируя её относительно установочной струбцины 4. Лист ватмана фиксируют прижимным диском 6. Далее фиксируется устройство для закрепления ножа в заданной циркуляционной канавке. С помощью ручки 1 разрезают бумагу. Получив заготовку (круглый листок ватмана) диаметром Dз, определяют её центр и наносят на ней окружности, равные диаметру делительной окружности De, реальной заготовки: Dзк1 = 2m + De и заготовки со смещением на величину коррекции Dзк2 = 2m + De – x, а также Df, Da и Do После этого устанавливают подготовленную заготовку на приборе – эмитаторе (рис.7). Для этого отпускают рычаг 3, повернув его на 900 против часовой стрелки, и отвинтив стопор 8 передвигают рейку в вправо до конца. Возвращают рычаг 3 и стопор 8 в первоначальное положение. Устанавливают положение гребёнки на нулевое значение по шкале 4. Отвинчивают диск 2 и фиксируют этим диском и тремя иголками заготовку. Далее приступают к обрисовыванию зубьев рейки 7 цветным карандашом синего цвета. Обрисовав все зубья рейки 7, находящиеся на ватмане нажимают на рычаг 6, пододвигая рейку влево. Опять обрисовывают зубья рейки. Такие действия повторяют до выдвижения рейки 7 влево до конца. Далее, ослабив рычаг 3, поворачивают основание 1 с укреплённым листом заготовки на угол, который позволит нарисовать зубья с заданной коррекцией. Возвращают рейку в первоначальное правое положение. Устанавливают по шкале найденную величину смещения x по рассчитанному коэффициенту смещения ξ. Установив рейку в найденное положение, повторяют действия, описанные ранее при нулевом значении шкалы. Обрисовку зубьев рейки производят красным карандашом. После сдвига рейки в крайнее левое положение вынимают полученную заготовку, приводят прибор-эмитатор в нормальное состояние и устанавливают прибор на место. Далее производят расчёты, которые заносят в таблицу 1, и наносят их на листе полученной заготовки. Расчёт основных геометрических параметров зубчатого колеса, полученного на приборе-эмитаторе, анализируется: § при некоррегированном нарезании зубьев § коррегированном нарезании зубьев с заданными параметрами коррекции Порядок выполнения расчётов по работе: Исходные данные: № - номер прибора (указан на рейке) m – модуль зацепления в мм. (указан на рейке) d – величина делительного диаметра (указан на рейке) α w – угол зацепления в градусах (указан на рейке) До выполнения работы, необходимо произвести расчёты, указанные в таблице 1: 1. Рассчитать число зубьев обрабатываемой шестерни z = d/m 2. Определить коэффициент смещения ξ = (17 – z)/17 3. Вычислить величину смещения x = ξ ∙ m в мм После получения нарезанной заготовки, необходимо произвести: 4. Вычисление и учёт геометрических параметров обработанного зубчатого колеса, указанных в таблице с указанием названия указанных параметров и их размерности. В конце отчёта, выполненного курсантом в тетради для лабораторных работ, необходимо сделать выводы о проделанной работе с указанием на рисунке полученных параметров с корегированными и обычными колёсами. Таблица 1.2. Популярное:
|
Последнее изменение этой страницы: 2016-08-31; Просмотров: 836; Нарушение авторского права страницы