|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
МЕТОДИЧЕСКИЕ УКАЗАНИЯ к выполнению
Имени адмирала СО. МАКАРОВА Кафедра " Прикладная механика и инженерная графика"
МЕТОДИЧЕСКИЕ УКАЗАНИЯ к выполнению Лабораторных работ
по дисциплине Детали машин и основы конструирования для курсантов судомеханического и электромеханического факультета СПб, 2012 г. Лабораторная работа №1 Анализ параметров эвольвентного зубчатого колеса полученного методом обкатки Цель работы: Анализ геометрических параметров зубчатых колёс, изготовляемых методом обкатки. Влияние корригирования на геометрические параметры нарезаемого зубчатого колеса. Исходные положения: Боковая поверхность, по которой происходит соприкосновение зубчатых колес, имеет форму эвольвенты. Эвольвента − траектория любой точки прямой, которая обкатывается по окружности (рис.1) без скольжения. Окружность, по которой обкатывается прямая, радиусом r0 называется основной окружностью, на ней лежит начало эвольвенты (точка С).
Рис.1. Эвольвентная поверхность прямого зуба Рис.2. Эвольвентная поверхность косого зуба: I - направление нормального сечения к образующей боковой поверхности косого зуба в точке С Основные методы формообразования зубьев зубчатых колес В зависимости от способа образования зубьев различают два основных метода зубонарезания: копирование и обкатку. Классификация основных методов формообразования зубчатых поверхностей и их возможности по обеспечению степеней точности и шероховатости приведены в табл. 1.
Таблица 1.1. Основные методы формообразования зубьев зубчатых колес
В массовом производстве применяют зубодолбежные резцовые головки, работа которых основана на методе копирования. Производительность такого метода очень высока, но точность определяется точностью резцовой головки. Для правильного, т. е. с постоянным отношением угловых скоростей, зацепления двух зубчатых колес необходимы следующие условия: 1) одинаковые основные шаги у обоих зубчатых колес в нормальном и торцовом сечениях: t0nш = t0nк: t0sш = t0sк 2) достаточное перекрытие, обеспечивающее начало зацепленияпоследующей пары зубьев до выхода из зацепления предыдущей; 3) отсутствие контакта эвольвентных с неэвольвентными участками профилей зубьев вне рабочего участка линии зацепления. Особенностью эвольвентной зубчатой передачи является то, что при изменении межцентрового расстояния зубчатые колеса остаются в правильном зацеплении, если не нарушаются условия 2 и 3. Прямобочная зубчатая рейка, является частным случаем эвольвентного зубчатого колеса, центр которого лежит на продолжении прямой ОРи отодвинут в бесконечность от центра «О»сопряженного с ним зубчатого колеса (рис.3). Основная окружность, от которой начинается образование эвольвенты, у прямобочной рейки отсутствует. Эвольвенты профилей зубьев заменяются прямыми линиями, нормальными к линии зацепления. Прямолинейный профиль рейки в процессе зацепления с зубчатым колесом движется поступательно в направлении прямой, перпендикулярной ОР. Начальная прямая рейки при этом катится без скольжения по начальной окружности зубчатого колеса. Так как эвольвента профиля зубьев является огибающей к различным положениям профиля рейки, то общая нормаль к эвольвентным профилям зубчатого колеса и рейки всегда пройдет через полюс зацепления P (рис.3), и при условии равенства основных шагов t0s рейка и зубчатое колесо будут находиться в правильном зацеплении. Очевидно, что с косозубой рейкой можно полностью совместить прямозубую, если у них совпадают элементы нормальных к зубьям сечений. Это позволяет нарезать косозубые колеса инструментом, который называется прямозубой гребенкой.
Рис.3. Зацепление прямозубого эвольвентного колеса с рейкой Ri – радиус окружности впадин; r0 – радиус начальной окружности; r – радиус делительной окружности; Re – радиус окружности выступов.
Рис.4. Исходные рабочие контуры зубчатой рейки: а — исходный контур зубчатой рейки по ГОСТу 3058—84, нефланкированный; б — то же, фланкированный
В целях унификации зуборезного инструмента и элементов зацепления в основу зуборезного инструмента положен исходный контур зубчатой рейки с углом профиля α 0 = 20° (ГОСТ 3058—84) (рис.4). Исходный контур цилиндрических эвольвентных зубчатых колес с модулем m ≥ 1 мм стандартизован СТ СЭВ 308—76. Профиль того и другого контура (рис. 4 а, б), является прямолинейным, расположенным на одинаковой длине по обе стороны от средней линии а—а, по которой толщина зуба и ширина впадины равны. Расстояние между одноименными профилями смежных зубьев, измеряемое параллельно средней линии, обозначается через p и называется шагом рейки. Половина угла между боковыми сторонами зубьев инструментальной рейки называется углом профиля α . Отношение высоты головки зуба к модулю называется коэффициентом высоты головки зуба ha. Отношение величины радиального зазора к модулю, обозначаемое с, называется коэффициентом радиального зазора. По ГОСТ 13754—84 параметры исходного контура: угол профиля α = 20°; глубина захода зубьев hω =h*ω т=2т, где h*ω — коэффициент глубины захода зубьев; шаг рейки р = π m; коэффициент высоты головки зуба hа=1; коэффициент радиального зазора для цилиндрических зубчатых колес с=0, 25m; радиус закругления зуба у основания цилиндрических зубчатых колес ρ f =0, 38m и конических зубчатых колес ρ t =0, 2 m. В соответствии с ГОСТ 13754—84 размеры зубьев нормального эвольвентного зацепления (рис 5) следующий: высота головки зубьев ha = m (1.1) высота ножек зубьев hf = (hа + c)m; (1.2) высота зубьев h = ha + hf = (2 hа + c)m. (1.3) Форма эвольвентного профиля зубьев при заданных угле профиля и модуле зависит от числа z зубьев (рис. 5, а).
Рис.5. dд – диаметр делительной окружности, dа – диаметр головки зуба, df – диаметр ножки зуба. При бесконечно большом числе зубьев, что соответствует бесконечно большому диаметру делительной окружности, эвольвента превращается в прямую линию. С уменьшением числа зубьев увеличивается кривизна эвольвентного профиля и соответственно уменьшается толщина зубьев у основания и у вершины. Если число zзубьев меньше некоторого предельного значения zmin, то при нарезании зубьев инструментом реечного типа происходит подрез ножек зубьев (рис. 5, а), в результате чего прочность зубьев на изгиб значительно снижается. При нарезании прямых зубьев нормального эвольвентного зацепления инструментом реечного типа их минимальное число, при котором отсутствует подрезание, zmin=17. Для устранения подрезания зубьев нормального эвольвентного зацепления применяют зубчатые зацепления со смещением. По сравнению с нормальным эвольвентным зацеплением профили зубьев зацепления со смещением выполняют другими, более выгодными для данной передачи участками эвольвенты той же основной окружности. Применением зубчатых зацеплений со смещением достигается не только повышение прочности зубьев на изгиб, но и повышение несущей способности по контактной прочности, уменьшение износа зубьев и устранение явления заклинивания. Зубья передач со смещением изготовляют на тех же станках и тем же стандартным инструментом, что и зубья передач без смещения. Разница заключается в том, что при изготовлении зубчатых колес со смещением инструмент устанавливают с некоторым смещением в радиальном направлении. Соответственно заготовки колес со смещением выполняют измененного диаметра. Смещение инструмента x определяется по формуле: x = ξ ∙ m, (1.4) где ξ — коэффициент смещения; m— модуль изготовляемого зубчатого колеса. Коэффициент смещения считается положительным (ξ > 0), когда инструмент смещается от центра заготовки, и отрицательным (ξ < 0), когда инструмент смещается к центру заготовки. У нормальной зубчатой передачи (без смещения) для шестерни и колеса коэффициент смещения ξ = 0, такую передачу называют нулевой. Начальные окружности в передачах со смещением, так же как и у зубчатых колес без смещения, совпадают с делительными, и угол зацепления не изменяется. Толщина зубьев шестерни увеличивается за счет уменьшения толщины зубьев колеса. Но сумма толщин по делительной окружности пары сцепляющихся зубьев должна оставаться постоянной, равной шагу зубьев. Поэтому при нарезании зубьев колеса необходимо смещение рейки на величину x, но со знаком «-» и зубчатая передача осуществляется без изменения межосевого расстояния передачи. Прочность зубьев шестерни увеличивается при одновременном снижении прочности зубьев колеса. При большом числе зубьев шестерни и колеса данная передача мало эффективна. Эту передачу применяют только при малом числе зубьев шестерни и больших передаточных отношениях.
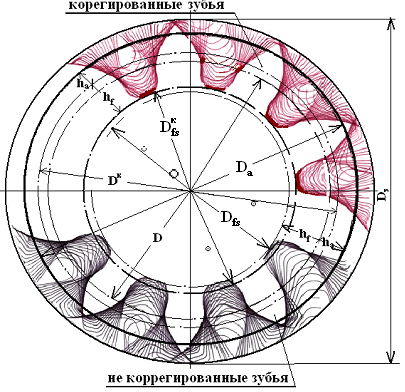
Методика выполнения работы: Работа выполняется на приборе-эмитаторе (см. рис. 7), на который устанавливают необходимого размера, указанного на приборе, заготовку. Заготовку предварительно изготавливают из листа ватмана на заготовочном станке (см. рис.6). Лист ватмана необходимого размера получают у зав. лабораторией.
Рис. 6. Рисунок станка для подготовки заготовки 1 – ручка для резки ватмана; 2 – стол для резки; 3 – стопорный рычаг; 4 – державка резательного механизма; 5 – устройство для закрепления ножа; 6 – прижимной диск для фиксирования бумаги.
Рис. 7. Рисунок станка для обработки заготовки (прибор – эмитатор) 1 –основание для крепления заготовки (бумаги); 2 – диск для закрепления установленной заготовки; 3 – рычаг натяжения тросика передаточного механизма; 4 – шкала для оценки положения резательной рейки; 5 – фиксатор винтовой; 6 – рычаг управления движения рейки; 7 – рейка; 8 – фиксатор рейки. Заготовкой является лист ватмана разрезанного по указанному на основании 1 (рис. 7) диаметру с помощью специального станка, представленного на рис. 6. Предварительно устанавливают на заданном диаметре резательную державку 5, не фиксируя её относительно установочной струбцины 4. Лист ватмана фиксируют прижимным диском 6. Далее фиксируется устройство для закрепления ножа в заданной циркуляционной канавке. С помощью ручки 1 разрезают бумагу. Получив заготовку (круглый листок ватмана) диаметром Dз, определяют её центр и наносят на ней окружности, равные диаметру делительной окружности De, реальной заготовки: Dзк1 = 2m + De и заготовки со смещением на величину коррекции Dзк2 = 2m + De – x, а также Df, Da и Do После этого устанавливают подготовленную заготовку на приборе – эмитаторе (рис.7). Для этого отпускают рычаг 3, повернув его на 900 против часовой стрелки, и отвинтив стопор 8 передвигают рейку в вправо до конца. Возвращают рычаг 3 и стопор 8 в первоначальное положение. Устанавливают положение гребёнки на нулевое значение по шкале 4. Отвинчивают диск 2 и фиксируют этим диском и тремя иголками заготовку. Далее приступают к обрисовыванию зубьев рейки 7 цветным карандашом синего цвета. Обрисовав все зубья рейки 7, находящиеся на ватмане нажимают на рычаг 6, пододвигая рейку влево. Опять обрисовывают зубья рейки. Такие действия повторяют до выдвижения рейки 7 влево до конца. Далее, ослабив рычаг 3, поворачивают основание 1 с укреплённым листом заготовки на угол, который позволит нарисовать зубья с заданной коррекцией. Возвращают рейку в первоначальное правое положение. Устанавливают по шкале найденную величину смещения x по рассчитанному коэффициенту смещения ξ. Установив рейку в найденное положение, повторяют действия, описанные ранее при нулевом значении шкалы. Обрисовку зубьев рейки производят красным карандашом. После сдвига рейки в крайнее левое положение вынимают полученную заготовку, приводят прибор-эмитатор в нормальное состояние и устанавливают прибор на место. Далее производят расчёты, которые заносят в таблицу 1, и наносят их на листе полученной заготовки. Расчёт основных геометрических параметров зубчатого колеса, полученного на приборе-эмитаторе, анализируется: § при некоррегированном нарезании зубьев § коррегированном нарезании зубьев с заданными параметрами коррекции Порядок выполнения расчётов по работе: Исходные данные: № - номер прибора (указан на рейке) m – модуль зацепления в мм. (указан на рейке) d – величина делительного диаметра (указан на рейке) α w – угол зацепления в градусах (указан на рейке) До выполнения работы, необходимо произвести расчёты, указанные в таблице 1: 1. Рассчитать число зубьев обрабатываемой шестерни z = d/m 2. Определить коэффициент смещения ξ = (17 – z)/17 3. Вычислить величину смещения x = ξ ∙ m в мм После получения нарезанной заготовки, необходимо произвести: 4. Вычисление и учёт геометрических параметров обработанного зубчатого колеса, указанных в таблице с указанием названия указанных параметров и их размерности. В конце отчёта, выполненного курсантом в тетради для лабораторных работ, необходимо сделать выводы о проделанной работе с указанием на рисунке полученных параметров с корегированными и обычными колёсами. Таблица 1.2. Лабораторная работа №2. Исходные положения: При рассмотрении сил в винтовой паре удобно резьбу развернуть по среднему диаметру d2в наклонную плоскость, а гайку заменить ползуном (см. рис. 2.1, а).
Рис.2.1. Силы взаимодействия между винтом и гайкой Сила взаимодействия наклонной плоскости с ползуном при относительном движении представляет собой равнодействующую нормальной силы и силы трения. Следовательно, эта сила наклонена к нормали n под углом трения φ. В результате разложения силы получаем Ft = F ∙ tg(ψ + φ ), (2.1) где Ft — движущая окружная сила; F — осевая сила на винте; ψ — угол подъема резьбы; φ − угол трения. Окружная сила трения в треугольной резьбе больше, чем в прямоугольной резьбе. Соотношение окружных сил трения в прямоугольной и треугольной резьбах удобно рассмотреть на моделях с кольцевыми витками, приняв угол подъема резьбы равным нулю (рис.2.1, б). Окружная сила трения для витка прямоугольного профиля Ft = Ff; (2.2) для витка треугольного профиля
где N = F/cos α /2; α — угол профиля резьбы (см. рис. 2.1, б), Из выражения (2.3)f1, именуемый приведенным коэффициентом трения, будет равен:
Таким образом, силу трения в треугольной резьбе можно определить так же, как в прямоугольной, только вместо действительного коэффициента трения надо пользоваться приведенным, равным действительному, деленному на cos α /2. Аналогичное соотношение имеет место между углами трения:
Для нормальной метрической резьбы угол α /2 = 30°, а следовательно, f1≈ 1, 15f и φ 1 ≈ 1, 15φ. Для определения движущей окружной силы в треугольной резьбе можно пользоваться выведенной формулой (1) для прямоугольной резьбы, подставив вместо действительного приведенный угол трения. Момент завинчивания гайки или винта с головкой Тзав = Тр + Тт, (2.6) где Тр — момент в резьбе; Тт — момент трения на торце гайки или головки винта. Момент в резьбе
где d2 =(d + d0)/2 d – наружный диаметр резьбы; d – внутренний диаметр резьбы; φ – угол трения между телом гайки и винта; ψ – угол подъёма резьбы. Опорную поверхность гайки и головки принимают кольцевой с наружным диаметром, равным раствору ключа «а», и внутренним диаметром, равным диаметру отверстия под винт - d0. Момент трения на торце гайки или головки Тт = F∙ f∙ dср/2, (2.8) Эта удобная для расчета зависимость основана на предположении, что давление на торце гайки увеличивается с уменьшением радиуса. Увеличение давления связано с упругим деформированием тела гайки и уменьшенными путями трения на малых радиусах при завинчивании и отвинчивании. Момент на торце гайки или головки винта составляет около 50 % всего момента затяжки. Подставив полученные выражения Тр и Тт в формулу для момента завинчивания, получим окончательно
Приближенное геометрическое подобие резьб позволяет для ориентировочных расчетов пользоваться простейшими соотношениями, выведенными для средних значений параметров. В качестве средних значений для нормальной метрической резьбы можно принять: ψ ≈ 2030'; d2 ≈ 0, 9d; dср ≈ l, 4d. Тогда при f1 = 0, 15, характерном для резьбы без покрытий, Т зав ≈ 0, 2 F∙ d. Расчетная длина ручного гаечного ключа может быть принята равной в среднем 14d. Приравняв момент на ключе от силы Fр руки к моменту на винте, получаем соотношение между осевой силой на винте F и силой на рукоятке ключа Fр: F ≈ 70Fр. При коэффициенте трения f1 = 0, 1, характерном, в частности, для кадмированных смазанных винтов при сборке, F ≈ 100Fр. Таким образом, в крепежных резьбах можно получить выигрыш в силе в 70...100 раз. | КПД резьбы определяется как отношение полезной работы на винте к затрачиваемой работе на ключе при повороте на произвольный угол. Для простоты и общности вывода удобно рассматривать поворот на малый угол dγ, при котором силы даже в условиях затяжки крепежных резьб можно считать постоянными. КПД собственно резьбы без учета трения на торце
где dh — осевое перемещение, соответствующее повороту на угол dγ. Подставив в последнюю формулу ранее выведенное выражение для момента в резьбе Тр и значение
получаем
При ψ = 2030' и f = 0, 1 η ≈ 0, 3. КПД винта с учетом трения на торце
Момент, необходимый для отвинчивания гайки или винта с головкой, получают аналогично моменту завинчивания, только знак угла подъема меняют на обратный:
При отсутствии трения на торце гайки второй член должен быть отброшен. Условия самоторможения Тотв ≥ 0; отсюда для резьбы без трения на торце гайки tg (φ 1— ψ ) > 0 и, следовательно, ψ < φ 1. Для нормальных метрических резьб с углом подъема около 2°30' самоторможение даже при отсутствии трения на торце гайки наступает при φ 1≥ 2°30' т. е. при f1 > 0, 045. При наличии трения на торце гайки и dср = l, 4d самоторможение наступает при f1 ≥ 0, 02. Таким образом, при статическом действии нагрузки имеются большие запасы надежности затяжки. Однако в условиях вибрационных нагрузок возможно ослабление затяжки резьбы, во избежание которого применяют специальные стопорные устройства. Исследование коэффициента трения и коэффициента полезного действия винтовых пар проводится на испытательной установки, представленной на рис.2.1, кинематическая схема которой представлена на рис.2.2. Испытательная установка имеет следующие характеристики: Электродвигатель асинхронный на 110 в., мощностью 0, 64 кВт; с частотой вращения ω дв = 1440 об/мин.; Редуктор: цилиндрический, соосный с передаточным числом u = 24 Параметры винтовых пар
Испытания проводят с двумя винтовыми парами: 1. с прямоугольной резьбой; 2. метрической резьбой. Геометрические параметры испытуемых винтовых пар указаны в таблице 2.
Рис. 2.1. Установка для испытания винтовых пар с метрической и прямоугольной резьбой 1 – электродвигатель; 2 – цилинд-рический соосный редуктор; 3 – соединительная муфта; 4 – соеди-нительная втулка; 5 – вал с резьбой; 6 - гайка; 7 – подвеска с грузом; 8 –
Рис. 2.2. Схема испытательной установки для винтовых пар 1 – электродвигатель; 2 – редуктор; 3 – винт; 4 – гайка; 6 – подвеска с грузом; 7 - измерительная пружина; 8– индикатор часового типа; индикатор часового типа; 9 – изме-рительная пружина; 10 – кнопка включения; 11 – кнопка пуск; 12 – станина; 13 –муфта.
Ниже приведены данные по тарировке пружины для оценки величины крутящего момента Результаты тарировки пружины в устройстве измерения реактивного крутящего момента
Методика выполнения работы: Порядок выполнения расчётов по работе: Построение графиков. Графики зависимостей N = f(Q) и f = f(Q) строят по полученным значениям на компьютере, используя стандартную программу «Статистика 6», задаваясь указанной преподавателем значением вероятности. Приводят график и уравнение кривой с полученными коэффициентами. Выводы. В конце работы в отчёте приводят выводы, полученные на основании полученных результатов.
Лабораторная работа №3. Технические данные. Размеры подшипника: диаметр d = 60 мм., длина l = 60 мм. Допустимая нагрузка подшипника Fr от 0 до 5 кН. Нагружение подшипника и измерение Fr производится с помощью динамометра. Точность механического индикатора МК 10 равна 0, 01 мм. Исследование возникающей силы трения Fm (момента трения Ттр = Fm∙ L) производится при различной частоте вращения вала. Частота вращения вала электродвигателя 1400 об/мин Кинематическими параметрами ремённых передач являются: передаточное отношение ремённой передачи
где n1 и n2 – частоты вращения ведущего (вал электродвигателя) и ведомого вала, мин-1; d1 и d2 – диаметры ведущего и ведомого шкивов клиноременной передачи в мм., которые относятся к геометрическим параметрам передачи. ξ – коэффициент относительного скольжения, равный для плоского ремня 0, 01, клинового кордотканевого 0, 02
Расчетные зависимости. Расчёт момента трения производится в соответствии с выражением: Тmр = k∙ L∙ h (1) где k – коэффициент жесткости силовой нагрузочной пружины, 3Н/мм.; h – среднее значения показания индикатора, соответствующее деформации силовой пружины, мм; L – расстояние от оси вращения вала до точки приложения, измеряемого индикатором, L = 0, 3 м. Тогда Тmр = 0, 9∙ h Н∙ м (2)
Коэффициент трения скольжения равен: f = Fm/Fr =
2. Построение графиков.
Лабораторная работа № 4. Лабораторная работа № 5. Исследование конструкции цилиндрического зубчатого редуктора Цель работы: Подготовка к выполнению курсового проекта. Изучение конструкции редуктора и отдельных его элементов, в частности конструкции зубчатых колес, валов и их опор, уплотнений крышек, корпуса редуктора и т.д. Определение основных параметров зубчатых колес и редуктора. Изучение приспособлений для контроля уровня масла в корпусе редуктора. Сравнение и анализ полученных результатов. Оборудование и инструменты: Цилиндрический редуктор, разводной ключ, отвертка, измерительная линейка, штангенциркуль, угломер.
Теоретические предпосылки. В механизированных приводах машин источником движения являются электродвигатели или двигатели внутреннего сгорания. Частота вращения ротора двигателя
Частота вращения на входе исполнительного механизма значительно меньше
Создавать двигатели с такой небольшой частотой вращения трудно и экономически нецелесообразно. Поэтому при передаче движения от двигателя к исполнительному механизму необходимо уменьшить частоту вращения. Одним из передающих механизмов является редуктор. Редуктор (см. рисунок) – это механизм, служащий для уменьшения частоты вращения и увеличения крутящего момента. Каждый редуктор характеризуют передаваемой мощностью В зависимости от вида зубчатых колес различают цилиндрические, конические, червячные, волновые, планетарные редукторы. В зависимости от числа ступеней редукторы бывают одноступенчатые, двухступенчатые, трехступенчатые. В зависимости от отношения частот вращения на выходе двигателя и входе исполнительного механизма передачи бывают понижающими и повышающими.
Кинематическая схема редуктора: I – одноступенчатого II – двухступенчатого
Такая передача и редуктор называется мультипликатором. Все детали и сборочные единицы редуктора располагаются в корпусе, который обычно состоит из двух частей: нижней, называемой основанием корпуса редуктора, и верхней, называемой крышкой корпуса редуктора. Корпус редуктора имеет сложную конфигурацию, и его изготовляют чаще всего литьем из серого чугуна (ГОСТ 1412-85). На корпусе редуктора имеются следующие элементы: поясок или фланец для крепления крышки корпуса редуктора к основанию, лапы редуктора для прикрепления редуктора к основанию, гнезда для установки валов с подшипниками, отверстие для слива отработавшего масла, смотровая крышка для заливки нового масла и периодического контроля зубчатых колес, ребра жесткости для увеличения жесткости корпуса редуктора и другие элементы. Сборка редуктора осуществляется в следующем порядке. В корпус редуктора устанавливают валы с насаженными на них колесами, шестернями и подшипниками. Редуктор закрывают крышкой и провертывают болтами к корпусу. Проверяют вращение валов от руки. Приворачивают болтами крышки подшипников. Завинчивают маслосливную пробку. Через смотровую крышку заливают масло. Уровень масла должен быть таким, чтобы меньшее колесо было погружено в масло на высоту зуба. Закрепляют смотровую крышку. Редуктор готов к работе. Порядок выполнения работы. Определяют параметры редуктора и его отдельных элементов, найденные параметры заносят в таблицу.
Расчётные параметры редуктора
ЛАБОРАТОРНАЯ РАБОТА № 6 Порядок выполнения работы Первый вариант: без применения ЭВМ Популярное:
|
Последнее изменение этой страницы: 2016-08-31; Просмотров: 822; Нарушение авторского права страницы










 (2.3)
(2.3) . (2.4)
. (2.4) . (2.5)
. (2.5) . (2.7)
. (2.7) . (2.9)
. (2.9) (2.10)
(2.10) . (2.11)
. (2.11) . (2.12)
. (2.12) . (2.13)
. (2.13) . (2.14)
. (2.14)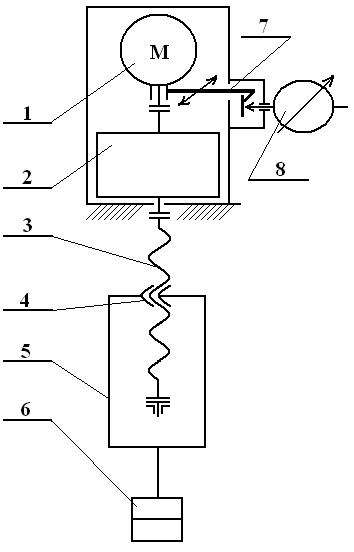



 (3)
(3) = Вт
= Вт



 , передаточным отношением i (или передаточным числом U) и крутящими моментами Т на входном и выходном валах редуктора.
, передаточным отношением i (или передаточным числом U) и крутящими моментами Т на входном и выходном валах редуктора. – передача понижающая (1> 1);
– передача понижающая (1> 1);  – передача повышающая; её применяют значительно реже (1< 1)
– передача повышающая; её применяют значительно реже (1< 1)