|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Качество изделий из древесины. Технический контроль в производстве. Виды контроля. Техническое обеспечение качества деталей, применяемые приборы и оборудование
Качество изделий определяет комплекс потребительских и технич. требований, к-е предъявляются к изделиям на период эксплуатации. Потребительские требования обусловливаются теми свойствами продукции, которые проявляются при взаимодействии человека с вещью (это такие показатели, как функциональные, эргономические, эстетические, гигиенические, уровень применяемых материалов). К техническим требованиям относятся надежность, долговечность, устойчивость, прочность, стойкость, жесткость, мягкость (например, изделий мягкой мебели). Контроль качества продукции - определение соответствия количеств. и качеств. св-в продукции предписанным. Объектом проводимого на предприятиях технич. контроля явл-ся процессы и продукция. По технич. оснащенности контроль различают ручной, механизиров. и автоматизиров., а в зависимости от места осуществления — входной, операционный и приемочный. Входной контроль — это контроль качества поступающих на склады предприятия сырья и мат-лов. Он проводится в соответствии с требов. стандартов, технич. условий и по сопроводительным документам, удостоверяющим комплектность и качество поступившего сырья и мат-лов. При длительном хранении их на складе должен проводиться периодич. контроль, цель которого — предотвращение порчи материала. Древесные материалы контролируются на соответствие сорту, размерам, а также на соответствие влажности, прочности, покоробленноcти, клеевые — на внешний вид, сухой остаток, вязкость, клеящую способность; облицовочные материалы на основе пропитанных бумаг — на осмоление, содержание летучих веществ, зольность, эластичность, гладкость, капиллярную впитываемость; ЛКМ — на внешний вид, вязкость, сухой остаток, содержание летучих в-в, жизнеспособность; в мат-лах для мягкой мебели контролируются размеры, внешний вид, жесткость, упругость, остаточная деформация и др. При операционном контроле проверяют соблюдение технологич. дисциплины на всех стадиях технологического процесса: температуру и влажность воздуха в помещениях; параметры режимов склеивания; отделку; механич. обработку; качество шлифования, сборки и т. д. В процессе технологич. контроля применяют методы испытаний, регламентированные стандартами. Результаты контроля исп-ют для воздействия на ход технологич. процесса в целях приведения его в норму. Приемочный контроль проводят с целью определ. соотв. качества готовой продукции предписанным требованиям и принять решение о ее пригодности к поставке потребителю и пользованию. Качество продукции оценивается по количеств. и качеств. показателям в соотв. с нормат. документацией. Контроль может быть сплошным, когда контролируется вся продукция, и выборочным, когда контролю подвергается только часть изделий. Последний вид контроля экономически более оправдан и, как правило, применяется в деревообработке. Обеспечивать надежность и правильность измерительной информации призвана метрологическая служба, которая обычно сосредоточена в отделе главного технолога. Она должна заниматься разработкой и, изготовлением специальных средств измерения; организацией хранения, ремонта и выдачи средств измерения; их проверкой и ремонтом; проверкой оборудования на геометрическую и технологическую точность; обеспечением производства калибрами, шаблонами и измерительными средствами. В целях содействия выпуску, импорту и реализации безопасных товаров, работ и услуг, повышения конкурентоспособности продукции на международном рынке проводится ее сертификация. Система сертификации продукции предусматривает обязательное и добровольное ее проведение. Обязательное проводится на соответствие изделий требованиям стандартов и других нормативных документов, которые устанавливают требования по обеспечению безопасности людей, их здоровья и охраны окружающей среды. Сертификация продукции по остальным требованиям, проводимая по инициативе заявителя, является добровольной. Для контроля точности деталей и сборочных единиц по геометрическим параметрам в условиях производства применяют различные измерительные средства. При их выборе необходимо оценивать возможные пределы погрешности измерения. Допустимые погрешности измерения линейных размеров приведены в табл. 17.22. Для определения показателей точности и стабильности технологических операций выбирают измерительные средства с ценой деления шкалы не более 1/6 поля допуска измеряемого размера. Для измерения линейных размеров применяют микрометры, скобы рычажные и скобы-индикаторы, нутрометры, штангенциркули, измерительные линейки, рулетки и другие измерительные средства, а также различные калибры. Калибры — бесшкальные измерительные инструменты, которые позволяют установить, находятся ли действительные значения геометрических параметров или их погрешностей в пределах допуска. При этом действительные значения параметров или их погрешности калибры не устанавливают. Для обеспечения взаимозаменяемости деталей применяются предельные калибры. Их мерительные размеры номинально равны предельным размерам измеряемых деталей, при этом один из них соответствует началу поля допуска (проходной), а другой — его концу (непроходной). Предельные калибры бывают следующих типов: калибры-скобы для контроля внешних размеров щитов и брусков; калибры-пробки для контроля внутренних размеров круглых и продолговатых гнезд и проушин; калибры-глубиномеры для контроля глубин отверстий, пазов; калибры-уступомеры для контроля высоты уступов. 10 Основные задачи технологической и организационной подготовки производства изделий из древесины. Данные задачи на производстве выполняет технолог. Его основные обязанности: 1. Расчет норм расхода и оптимизация расходов материалов. 2. Составление технологического процесса: последовательность операций, режимы (скорость подачи). 3. Выбор оборудования для выполнения задания. 4. Расчет инструмента 5. Расчет энергии. Подготовка производства охватывает комплекс мероприятий, обеспечивающих готовность предприятия к выпуску новых видов продукции, улучшению ее качества с минимальными трудовыми и материальными затратами. Различают конструкторскую, технологическую, а также организационно-техническую подготовку, промышленное освоение. Конструкторская подготовка выполняется в соответствии с порядком разработки и постановки продукции на производство. Новое изделие проектируется в соответствии с техническим заданием, которое содержит все осн требования к нему. В технич. задании на конструктор. разр-ку изд-я указывают наименование и обл.применения, основание для разр-ки, технич. треб-я, экономич. показ-ли, стадии и этапы разр-ки, порядок контроля и приемки. Основные задачи технологической подготовки производства сводятся к следующему: отработка конструкций изделий на технологичность; разработка технологических процессов изготовления изделий, выбор оборудования и расчет его потребного количества; разработка технологической оснастки, нестандартного оборудования; расчет потребного количества материалов; разработка технологических планировок цехов и участков и выполнение необходимых расчетов (производственной мощности, длительности производственных циклов, внутризаводского транспорта, производственных и вспомогательных площадей и т. д.). Важнейшей задачей технологической подготовки производства является разработка технологических процессов изготовления изделий с выбором наиболее рациональных способов изготовления деталей и сборочных единиц. Варианты обработки могут быть разными и обусловливаются различными факторами (размером и формой детали, материалом, наличием того или иного оборудования и др.). Следует выбирать такие варианты, которые при хорошем качестве изготовления обеспечивают большую производительность с меньшим расходом материалов. При выборе оборудования определяющим фактором является производственная программа предприятия. В целях уменьшения затрат при организации производства следует придерживаться принципа конструктивной и технологической преемственности. Конструктивная преемственность обеспечивается предметной специализацией предприятия, использованием системы унификации при проектировании изделий, применением в новых изделиях деталей и сборочных единиц, которые были в ранее выпускаемых изделиях. Технологическая преемственность означает применение технологических процессов, которые использовались на данном предприятии ранее. В таком случае при освоении новых изделий не требуется существенных изменений технологического процесса. Достижению технологической преемственности в значительной мере способствует типизация технологических процессов. В настоящее время многие вопросы технологической подготовки производства решаются автоматизированными системами управления предприятий (АСУП) с использованием вычислительной техники. Математическое моделирование технологических процессов позволяет находить оптимальные варианты. На предприятиях используются оптимизация раскроя материалов, расчет расхода материалов, калькуляция затрат и расчет стоимости изделия, составление графика выхода продукции с определением загрузки оборудования, управление складскими операциями и др. Организационно-техническая подготовка обеспечивает ритм производства путем рац-го соединения в пространстве и времени всех имеющихся ресурсов предприятия. Обеспечении потребности предприятия в рабочих кадрах, материальных и топливно-энергетических ресурсах. Решение вопросов специализации и кооперации цехов, организации рабочих мест, организация ремонтного, мов. Автоматизированные – без непосредственного участия человека. инструментального, энергетического, транспортного и складского хозяйства. Организация производства основывается на принципах: пропорциональности, прямоточности, параллельности, непрерывности, ритмичности, специализации, концентрации, механизации и автоматизации. Принцип пропорциональности – равномерное развитие всех участков цеха. Кол-во участков, оборудования и линий должно соответствовать объему основного производства. Прямоточность - движение обрабатываемого материала должно происходить кратчайшим путем. Параллельность – одновременное выполнение отдельных операций, на разных рабочих местах. Принцип непрерывности – устранение перерывов в производственном процессе. Принцип ритмичности – выполнение каждой операции за одинаковый период времени, выпуском в равные отрезки времени одинакового количества изделий. Принцип специализации - сосредоточение производства однородной продукции на одном предприятии. Принцип концентрации – увеличение выпуска объема продукции на отдельных предприятиях. Снижаются удельные кап.вложения. По условиям труда производственные процессы могут быть: ручными, механизированными и автоматизированными. Ручные без применения машин., механизированные – с помощью машин и механиз
6 Принципы орг-ции труда и проект-ие рабочих мест. Основные факторы и взаимосвязи рац орг-ции пр-ва и труда. Под орг-цией пр-ва понимается комплекс мероприятий, направл на рац сочетание пр-сов труда с веществ элем-ми пр-ва в пространстве и во времени с целью повышения эф-ти, т. е. достижения поставленных задач в кратчайшие сроки при макс использ произв ресурсов. Из этого следует, что организовать производство в масштабе промышленного предприятия означает: - выбрать и обосновать произв стр-ру пр-ия, т. е. определить состав, произв мощность, спец-ию цехов; -опред состав и стр-ру цехов и участков с учетом возможностей обор-ия, его взаимозаменяемости, загрузки и стоимости; - установить потребности в сырье, м-лах, полуфабрикатах, комплект изделиях, р-ры всех видов, запасов, их оборот; - опред и обосновать движ-ие предметов труда, порядок выпуска пр-ции, р-ры партий изгот изделий, р-ры и состав незаверш пр-ва. Т.о., орг-ция пр-ва включает в себя орг-цию взаимодействия всех элементов произв пр-са. Неотъемлемая составная часть орг-ции пр-ва - организация труда, определяющая способ соединения индивидуальных рабочих сил в комбинированную рабочую силу. Рабочее место – зона и часть произв площади, оснащ мат-технич ср-вами для совершения труд дея-ти одного или нескольких ч-к, совместно выполняющих одну и ту же работу. Класс-ция раб мест по: - числуисполнителей: индивид и коллективные; -по степени спец-ции: специализир и универсальные; -по уровню мех-ции: с ручным, машинно-ручным, дистанционным управл труда и т.д. При проект-ии рабочих мест учитывают показатели технич и организац уровня, условия труда и технику без-ти, исполнения обор-ия, различные нормативы и т. д. Для обоснования решений используют расчет, макетирование, хронометраж, и моделирование на ЭВМ. При оптим орг-ции рабочего места важную роль играет техническая подготовка пр-ва, которая делится на две взаимосвязанные части - конструкторскую и технологическую. Основное направление конструкторской подготовки производства состоит в разработке конструкции и рабочих чертежей изделия и его элементов. Технологическая подготовка производства включает ряд работ, конечная цель которых заключается в создании условий для выпуска продукции высокого качества при высоких технико-экономических показателях. Конструкция рабоч места и взаимн расположение его эл-тов, т.е. положение предметов труда, органы управления и др должны соответствовать антропометрич(учит рост, пол и направл действия в пр-ве), физиологич, психологич треб-иям к хар-ру и треб-иям работы. Треб-ия к планировке раб мест: -оснащение раб мест всем необходимым для эффект труда; -соблюдение р-ров раб мест для рац и безопасн орг-ции труда; -размещение эл-тов оснащения д.б. удобным и не вызывать лишних движений и переходов; -наличие не менее 15 м3 пр-ва и 4, 5 м2 площади на 1 работающего; -соблюдение миним допускаемых расстояний от станка до станка, от станка до стены и от станка до подстопного места; -к раб месту д.б. свободный доступ. 1 Пропорциональности – развитие всех участков, подразделений и цехов. Кол-во и произ-сть отдельных станков, линий, вспом. об-ния должны соотв. объему осн. пр-ва. Нарушение пропорциональности может вызвать появление “узких мест”. 2 Прямоточности – такая орг-ция произв. процесса, при кот. движение обраб. м-ла происходит кратчайшим путем без возвратных петлеобразных движений, а межоперационная выдержка минимальна. 3 Параллельности – х-тся одновременным выполнением отдельных оп-ций, что позвол. сократить произв. цикл за счет параллельн. осуществления различных техн-ких оп-ций на разных рабочих местах. 4 Непрерывности – устранение перерывов в произ-ном пр-се, а также обеспечение постоянного движения предмета труда и выпуска продукции. 5 Ритмичности – х-тся выполнением каждой операции за одинаковый период времени, а также выпуском в равные отрезки времени одинакового кол-ва изделий. 6 Специализации – сосредоточение пр-ва однородной продукции на одном пр-тии. М.б. предметная, подетальная и технологическая. 7 Концентрации – выпуск изделия концентрируется на одном промышленном пространстве. 8 Автоматизации – минимизация ручного труда без участия чел. фактора. 9 Механизации – минимизация ручного труда, установка мех-мов под контролем ч-ка.
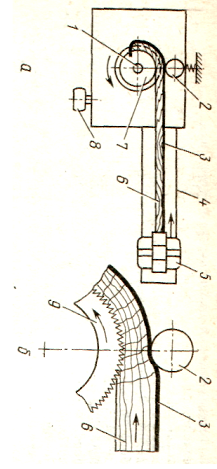
36 Гнутье древесины. Назначение процесса. Технология гнутья. Применяемое оборудование и организация процесса. Произв-ть, организация рабочих мест Многие изд-я из др-ны имеют криволинейные детали различной формы. Их м получать различными способами: выпиливанием криволинейных заготовок 'на ленточнопильных станках, методом гнутья прямолинейных заготовок и методом гнутья заготовок из массивной др-ны или шпона с одновременным склеиванием. Получение заготовок методом гнутья прямолинейных брусков требует спец обор-я и более сложной технологии и по этой причине его примен-е ограничено. Для повышения способности др-ны к гнутью производят ее ГТО, т. е. повышают ее пластич-е св-ва. Для предупреждения разрыва волокон на выпуклую сторону накладывают стальную шину толщиной 0, 2—2, 5 мм. При гнутье шина воспринимает растягивающие напряжения, зона растянутых волокон др-ны уменьшается, а зона сжатых увелич-ся и нейтральная линия смещается в сторону растянутых волокон. На практике др-ну требуется изгибать до малых радиусов. Хвойн и многие листв-е породы непригодны для гнутья при малых радиусах кривизны. Брак при гнутье обусловлен образованием складок на вогнутой стороне из-за неравномерн сжатия др-ны вдоль волокон и низкого сопрот-я сжатия ее поперек волокон. Для устранения брака использ шаблон с насечкой, а в проц гнутья др-ну подпрессовывают. Брусок с шиной изгибается вокруг шаблона / с крупной насечкой. В месте изгиба прессующий ролик 2 прижимает брусок к шаблону и упрессовывает его. Внутренние слои древесины вдавливаются во впадины насечки и принимают равномерную волнообразную форму, исключая появление складок. Гнутье бруска не доводят до конца, так как возникающие значительные напряжения сдвига могут привести к сколам у торцов. Тех процесс изгот-я гнутых дет вкл раскрой на заготовки, их ГТО, гнутье и сушку после гнутья, а также механическую обработку. В процессе раскроя нельзя допускать в заготовках дефектов, вызывающих брак при гнутье. Заготовки необходимо вырезать из здоровой древесины, а косослой не должен превышать 5—10 %. При обычном гнутье/сучки не допускаются, а при гнутье с одновременным прессованием допускаются в больших пределах. При ГТО улучшаются пластические св-ва др-ны. Она м проводиться методами пропаривания и проваривания. Оптимальная влажность древесины при гнутье — 25— 30 %, температура в центре заготовки — 100 °С. При меньшей влажности древесина менее пластичная, при большей — в процессе изгиба и сжатия находящаяся в древесных клетках вода может разрывать ее стенки. Кроме того, увеличится срок сушки деталей. Пропаривание ведут в пропарочных котлах насыщенным паром ' при давлении 0, 02—0, 05 МПа (102— 105 °С). Время пропаривания определяют по таблицам или диаграммам (рис. 6.28) в зависимости от толщины заготовки и температуры в ее центре — на пересечении горизонтальной и и вертикальной линий. Ускоренно нагревать заготовки перед гнутьем можно с помощью токов высокой частоты. Пластичность древесины можно повышать пропитыванием ее растворами аммиака и солей: железных и алюминиевых квасцов, хлорида магния, хлорида кальция и др. Древесину можно пропитывать также 40 %-м раствором мочевины или смесью растворов мочевины, формалина, гидроксида натрияи буры. Процесс пропитки весьма продолжительный: растворами аммиака — до 6 суток, другими растворами — из расчета 3 ч на 1 мм толщины заготовки. Гнутье массивной древесины можно осуществлять в станках с холодными формами, в станках с обогревом и с одновременным Гнутье без шин ведется лишь при больших радиусах гнутья и малой толщине заготовок, например тонких реек. Гнутье заготовок производят на замкнутый и незамкнутый контур. При гнутье на замкнутый контур заготовки изгибают вокруг гладкого или зубчатого шаблона При гнутье на незамкнутый контур по окончании процесса концы шин стягивают стяжкой и заготовку вместе с шаблоном и шиной отправляют на сушку. Использ также гнутарно-сушильные станки с горячими шаблонами, в которых заготовки после гнутья остаются в станке для сушки. Во внутреннюю часть шаблона подается пар (0, 05—0, 07 МПа) для обогрева. После гнутья заготовки прижимают к шаблону колодками. Выдерживают их в станке для подсушки до влажности 12— 15 %, при которой стабилизируется форма. Окончательное досушивание осуществляют в сушильных камерах после распрессовки и укладки на вагонетку. Обработка гнутых заготовок не отличается от обработки обычных прямолинейных. Рабочее место при гнутье заготовок должно быть организовано так, чтобы пропаренные заготовки было удобно сразу подавать к станку. Пропарочные котлы должны, иметь надежную герметизацию и манометры, на которых красной чертой отмечено верхнее значение рабочего давления. Подача пара до открытия пропарочного котла должна быть прекращена. Детали достают только крючьями.. При гнутье нельзя наклоняться над.изгибаемой заготовкой.
контур с шаблоном: а — гладким 7; б — зубчатым 9; 1 — вал; 2 — ролик; 3 — шина; 4—-направляющая каретки; 5— каретка; 6 — заготовка; 8 —редуктор
шлифуемой поверхности детали, норматив расхода шлифовальной шкурки. Расчет норм расхода шлифовальной шкурки на изделие выполняют в два этапа. Вначале заполняют ведомость расчета площадей шлифуемых поверхностей на изделие, а затем составляют ведомость расчета норм расхода шлифовальной шкурки на изделие. Популярное:
|
Последнее изменение этой страницы: 2016-08-24; Просмотров: 6396; Нарушение авторского права страницы