
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Расчет эффективного фонда времени работы оборудованияСтр 1 из 3Следующая ⇒
КУРСОВАЯ РАБОТА по дисциплине: «Организация производства и управление предприятием» на тему: «Расчет цеховой себестоимости изготовления детали»
Выполнил студент.
Руководитель Витебск
Введение
В условиях современного производства и его рыночных отношений особое внимание производителями продукции уделяется организационно-экономическим вопросам и экономической эффективности принимаемых решений. При проектировании новых, модернизации существующих технологических процессов и создании на их основе производственных участков необходимо учитывать взаимосвязь технологии, организации и экономики производства. Постановка и решение организационных задач производственной системы определяются требованиями к ней внешней среды, основанными на обеспечении выпуска продукции в установленные сроки в определенном количестве с требуемым качеством и при минимальных затратах материальных, трудовых и финансовых ресурсов. Настоящий курсовой проект содержит расчет цеховой себестоимости изготовления детали «Опора», выполненный для двух возможных вариантов исполнения технологического процесса, сравнение затрат на изготовление детали по обоим вариантам и расчет годового экономического эффекта принятого варианта технологического процесса.
1 Характеристика возможных вариантов механической обработки детали. 1.1Особенности рационального варианта
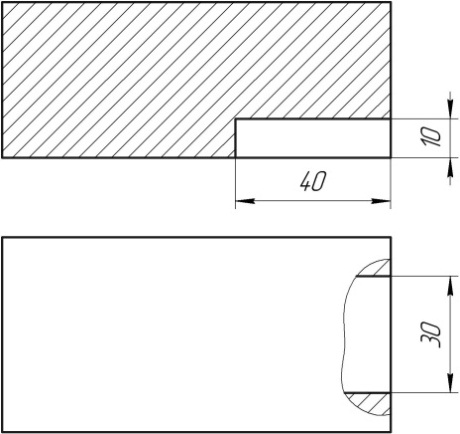
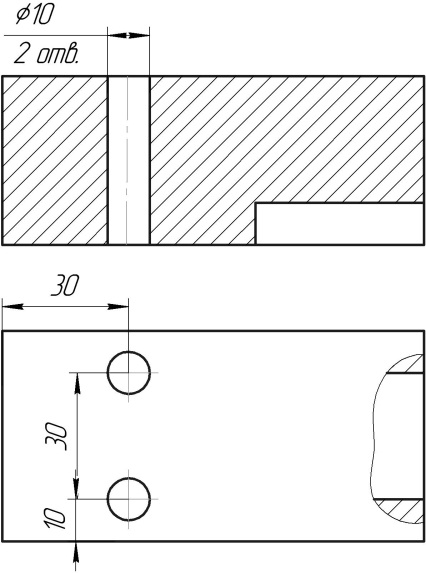
Для детали «Опора» приведена характеристика двух вариантов механической обработки детали. Для оптимального возможного выбора заготовки представляется сортовой прокат ГОСТ 2590-88, толщиной H=40 мм. Принимаем длину L=100мм., ширину заготовки равной E=80 мм.
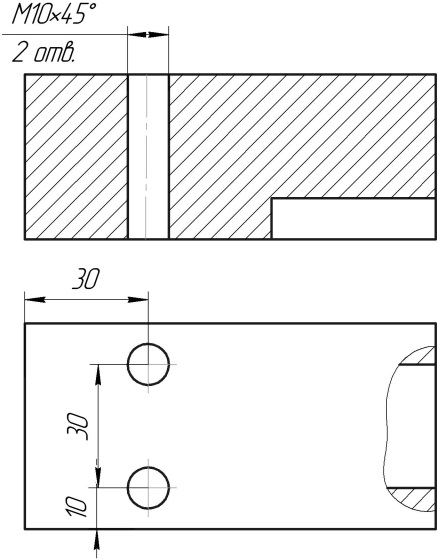
Первый вариант технологического процесса 1) Снятие фаски концевой фрезой на вертикально-фрезерном станке 2P12. 2) Сверление отверстия и нарезание резьбы комбинированным сверлом на вертикально-фрезерном станке 2P12. 3) Сверление отверстия и нарезание резьбы комбинированным сверлом на вертикально-фрезерном станке 2P12. 4) Фрезерование паза концевой фрезой на вертикально-фрезерном станке 2P12.
Первый вариант технологического процесса
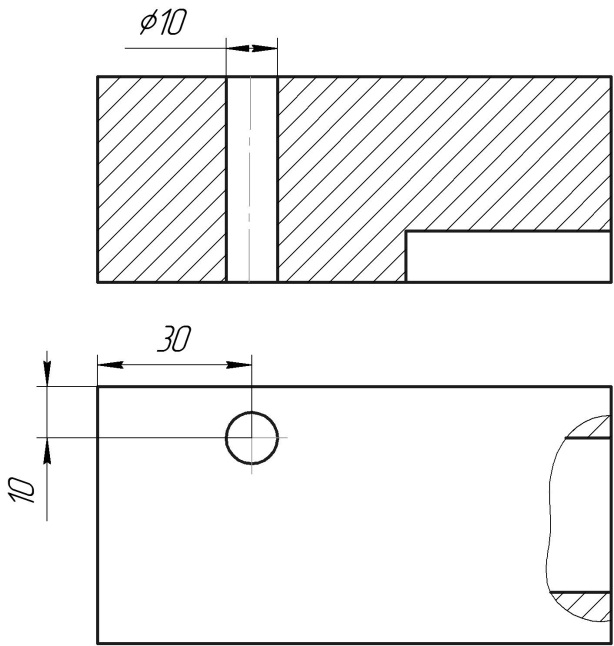
Второй вариант технологического процесса 1) Снятие фаски концевой фрезой на вертикально-фрезерном станке 2P12. 2) Сверление отверстия на вертикально-фрезерном станке 2P12. 3) Сверление отверстия на вертикально-фрезерном станке 2P12. 4) Нарезание резьбы метчиком вертикально-фрезерном станке 2P12 5) Нарезание резьбы метчиком вертикально-фрезерном станке 2P12. 6) Фрезерование паза концевой фрезой на вертикально-фрезерном станке 2P12.
Рассчитаем трудоемкость обработки по операциям (Тшт) в зависимости от габаритов детали, режимов обработки и др. условий. Тшт = Топ + Тоб + Тот , (1.1) где Топ – оперативное время; Топ = То + Тв, (1.2) где То – основное время, мин. [1, 146]; Тв – вспомогательное время, мин. [1, 197 – 214]; Тв = Тус + Тзо +Туп + Тиз, (1.3) где Тус – время на установку и снятие детали, мин.; Тзо– время на закрепление и открепление детали, мин.; Туп – время на приемы управления, мин.; Тиз – время на измерение детали, мин.; Тоб – время на обслуживание рабочего места, мин. [2, 23]; Тот – время перерывов на отдых и личные надобности, мин. [2, 23] Вариант 1 Операция1 –Фрезерование паза концевой фрезой (диаметр фрезы 16мм., фрезеруем в 2 этапа): То=6× l× 10-3=6× 40× 10-3=0, 24 мин.; То=0, 24× 2=0, 48 мин.; Тв=Тус + Тзо +Туп + Тиз = 0, 07+0, 01+0, 11=0, 19мин.; Топ = То + Тв= 0, 48 +0, 19=0, 67 мин.; Тоб=Топ× 0, 057=0, 67 × 0, 057=0, 0382 мин.; Тот=Топ× 0, 04=0, 67 × 0, 04=0, 0268 мин.; Тшт = Топ + Тоб + Тот=0, 67+0, 0382+0, 0268 =0, 735 мин.
Операция 2 – Сверление поверхности и нарезание резьбы комбинированным сверлом: То=0, 52 d× l× 10-3=0, 52× 10× 40× 10-3=0, 208 мин.; Тв=Тус + Тзо +Туп + Тиз =0, 07+0, 07+0, 01+0, 11=0, 26мин.; Топ = То + Тв= 0, 208+0, 26=0, 468 мин.; Тоб=Топ× 0, 057=0, 468 × 0, 057=0, 0266 мин.; Тот=Топ× 0, 04=0, 468× 0, 04=0, 0187 мин.; Тшт = Топ + Тоб + Тот=0, 468 +0, 0266 +0, 0187=0, 513 мин. Операция 3 – Сверление поверхности и нарезание резьбы комбинированным сверлом: То=0, 52 d× l× 10-3=0, 52× 10× 40× 10-3=0, 208 мин.; Тус = 0, Тзо = 0 Тв=Тус + Тзо +Туп + Тиз =0, 01+0, 11=0, 12мин.; Топ = То + Тв= 0, 208+0, 12=0, 22 мин.; Тоб=Топ× 0, 057=0, 22 × 0, 057=0, 0125 мин.; Тот=Топ× 0, 04=0, 22× 0, 04=0, 0088 мин.; Тшт = Топ + Тоб + Тот=0, 22 +0, 0125 +0, 0088=0, 241 мин.
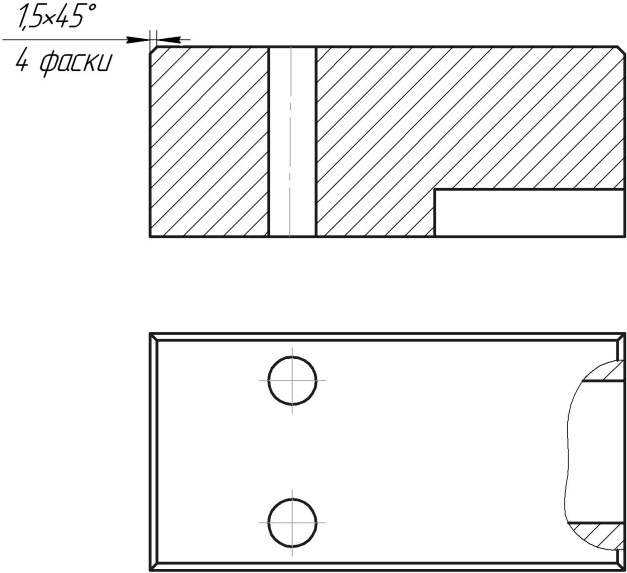
Операция 4 – Снятие фаски концевой фрезой по периметру заготовки: То=6× l× 10-3=6× (100+50+100+50) × 10-3=1, 8 мин.; Тус = 0, Тзо = 0 Тв=Тус + Тзо +Туп + Тиз = 0, 01+0, 11× 4=0, 45мин.; Топ = То + Тв= 1, 8 +0, 45=2, 25 мин.; Тоб=Топ× 0, 057=2, 25 × 0, 057=0, 128 мин.; Тот=Топ× 0, 04=2, 25 × 0, 04=0, 09 мин.; Тшт = Топ + Тоб + Тот=2, 25 +0, 128 +0, 09 =2, 468 мин. ∑ Тшти ∑ Топ: ∑ Тшт (т) = 0, 735 +0, 513+0, 241 +2, 468 = 3, 957 мин.; ∑ Топ(т)= 0, 67 +0, 468+0, 22+2, 25 =3, 608 мин.; Вариант 2 Операция1 –Фрезерование паза концевой фрезой (диаметр фрезы 16мм., фрезеруем в 2 этапа): То=6× l× 10-3=6× 40× 10-3=0, 24 мин.; То=0, 24× 2=0, 48 мин.; Тв=Тус + Тзо +Туп + Тиз = 0, 07+0, 01+0, 11=0, 19мин.; Топ = То + Тв= 0, 48 +0, 19=0, 67 мин.; Тоб=Топ× 0, 057=0, 67 × 0, 057=0, 0382 мин.; Тот=Топ× 0, 04=0, 67 × 0, 04=0, 0268 мин.; Тшт = Топ + Тоб + Тот=0, 67+0, 0382+0, 0268 =0, 735 мин. Операция 2 – Сверление отверстия сверлом: То=0, 52 d× l× 10-3=0, 52× 10× 40× 10-3=0, 208 мин.; Тв=Тус + Тзо +Туп + Тиз =0, 07+0, 07+0, 01+0, 11=0, 26мин.; Топ = То + Тв= 0, 208+0, 26=0, 468 мин.; Тоб=Топ× 0, 057=0, 468 × 0, 057=0, 0266 мин.; Тот=Топ× 0, 04=0, 468× 0, 04=0, 0187 мин.; Тшт = Топ + Тоб + Тот=0, 468 +0, 0266 +0, 0187=0, 513 мин. Операция 3 – Сверление отверстия сверлом: То=0, 52 d× l× 10-3=0, 52× 10× 40× 10-3=0, 208 мин.; Тус = 0, Тзо = 0 Тв=Тус + Тзо +Туп + Тиз =0, 01+0, 11=0, 12мин.; Топ = То + Тв= 0, 208+0, 12=0, 22 мин.; Тоб=Топ× 0, 057=0, 22 × 0, 057=0, 0125 мин.; Тот=Топ× 0, 04=0, 22× 0, 04=0, 0088 мин.; Тшт = Топ + Тоб + Тот=0, 22 +0, 0125 +0, 0088=0, 241 мин. Операция 4 – Нарезание резьбы метчиком: То=0, 4d× l× 10-3=0, 4× 10× 40× 10-3=0, 16 мин.; Тус = 0, Тзо = 0 Тв=Тус + Тзо +Туп + Тиз = 0, 01+0, 11=0, 12 мин.; Топ = То + Тв= 0, 16+0, 12=0, 28 мин.; Тоб=Топ× 0, 057=0, 28 × 0, 057=0, 0159мин.; Тот=Топ× 0, 04=0, 28× 0, 04=0, 0112 мин.; Тшт = Топ + Тоб + Тот=0, 28+0, 0159 +0, 0112 =0, 307 мин. Операция 5 – Нарезание резьбы метчиком: То=0, 4d× l× 10-3=0, 4× 10× 40× 10-3=0, 16 мин.; Тус = 0, Тзо = 0 Тв=Тус + Тзо +Туп + Тиз = 0, 01+0, 11=0, 12 мин.; Топ = То + Тв= 0, 16+0, 12=0, 28 мин.; Тоб=Топ× 0, 057=0, 28 × 0, 057=0, 0159мин.; Тот=Топ× 0, 04=0, 28× 0, 04=0, 0112 мин.; Тшт = Топ + Тоб + Тот=0, 28+0, 0159 +0, 0112 =0, 307 мин. Операция 6 – Снятие фаски концевой фрезой по периметру заготовки:
То=6× l× 10-3=6× (100+50+100+50) × 10-3=1, 8 мин.; Тус = 0, Тзо = 0 Тв=Тус + Тзо +Туп + Тиз = 0, 01+0, 11× 4=0, 45мин.; Топ = То + Тв= 1, 8 +0, 45=2, 25 мин.; Тоб=Топ× 0, 057=2, 25 × 0, 057=0, 128 мин.; Тот=Топ× 0, 04=2, 25 × 0, 04=0, 09 мин.; Тшт = Топ + Тоб + Тот=2, 25 +0, 128 +0, 09 =2, 468 мин ∑ Тшти ∑ Топ: ∑ Тшт (т) = 0, 735+0, 513+0, 241+0, 307+0, 307+2, 468 = 4, 571 мин.; ∑ Топ(т)= 0, 67+0, 468+0, 22+0, 28+0, 28+2, 25 =4, 168 мин.; Выбор варианта технологического процесса: принимаем первый вариант, т.к по первому варианту изготовления детали Тшт на 0, 614 мин. меньше второго варианта изготовления детали. Следовательно, на изготовление партии деталей по первому варианту затрат времени и средств будет меньше, чем по второму. Экономия времени изготовления всей партии(30000 шт.)составит 18420 мин. или 307 часов.
Эксплуатация оборудования 6.2.1 Стоимость смазочных, обтирочных материалов, эмульсий для ухода за оборудованием и содержанием его в исправном состоянии определяется по формуле
где Нр – годовая норма расхода материала на единицу оборудования; До– количество единиц оборудования; Цм.в– цена единицы вспомогательных материалов. При отсутствии необходимых данных ориентировочно затраты на вспомогательные материалы вычисляются из расчета 3% стоимости станка с учетом расходов на транспортировку и монтаж оборудования и коэффициента загрузки станка.
6.2.2 Основная и дополнительная заработная плата вспомогательных рабочих, обслуживающих оборудование (наладчиков, электромонтеров, слесарей, ремонтных рабочих и др.), зависит от численности рабочих, их часовой тарифной ставки и эффективного фонда времени одного рабочего. Ориентировочно принимаем основную и дополнительную заработную плату вспомогательных рабочих равной 40 % годового фонда заработной платы основных рабочих т.е.: ЗПвсп = 0, 4 × 53103033, 945= 21241213, 578 (руб.) ФСЗН=0, 346× 18742296, 645 =6484834 (руб)
6.2.3 Годовые затраты (руб.) на электроэнергию вычисляются по формуле:
где Муст– суммарная мощность электродвигателей, установленных на оборудовании, кВт [4]; Тэф – эффективный фонд времени работы оборудования, час; Цэ – плата за 1 кВт× час электроэнергии, Цэ = 2400 руб/кВт× час; Кр – коэффициент одновременной работы двигателя станка, Кр = 0, 9; Кз – коэффициент загрузки оборудования; Кп – коэффициент, учитывающий потери в сети, Кп = 0, 97; Кд – КПД электродвигателей, Кд= 0, 85. Для вертикально-сверлильного станка Муст=7, 5 кВт:
Текущий ремонт оборудования
В затратах на текущий ремонт оборудования учитываются в основном расходы, связанные с приобретением для текущего ремонта запасных частей и других материалов, а также основная и дополнительная заработная плата с отчислениями на социальное страхование рабочих, занятых ремонтом оборудования. При отсутствии необходимых данных затраты по этой статье можно ориентировочно принять в размере 10 % от стоимости оборудования, с учетом транспортировки, монтажа и коэффициента загрузки оборудования.
Внутризаводские перемещения
Затраты по статье «Внутризаводские перемещения» вычисляются исходя из грузооборота при перевозке деталей и материалов, а также стоимости перемещения 1 тонны груза по формуле
где Кпер – коэффициент перемещения грузов, Кпер=количество станков +1; Спер – стоимость перемещения 1 тонны грузов ( 10 % от стоимости 1 т материала), Спер= 9600000× 0, 1= 960000 (руб.).
Список литературы 1. Горбацевич, А. Ф. Курсовое проектирование по технологии машиностроения / А. Ф. Горбацевич, В. А. Шкред. – Минск: Высшая школа, 1983. – 256 с. 2. Горюшкина, Н. И. Организация производства и менеджмент в машиностроении. Организация и управление производством: методические указания к выполнению курсовой работы для студентов специальностей 1-36 0101, 1-360103, 1-360104 дневной и заочной форм обучения / Витебск: Министерство образования Республики Беларусь, УО «ВГТУ», 2009. 3. Методические указания по выполнению и оформлению дипломных (курсовых) работ студентов экономических специальностей / Е. Ю. Дулебо [и др.]. – Витебск: Министерство образования Республики Беларусь, УО «ВГТУ», 2008. – 44 с. 4. СТАНКОМАШСТРОЙ. Режим доступа: http: //16k20.ru/. Дата доступа: 24.04.2013. 5. АКСВИЛ. Режим доступа: http: //aksvil.by/. Дата доступа: 24.04.2013.
Приложение
Рисунок – Планировка участка
КУРСОВАЯ РАБОТА по дисциплине: «Организация производства и управление предприятием» на тему: «Расчет цеховой себестоимости изготовления детали»
Выполнил студент.
Руководитель Витебск
Введение
В условиях современного производства и его рыночных отношений особое внимание производителями продукции уделяется организационно-экономическим вопросам и экономической эффективности принимаемых решений. При проектировании новых, модернизации существующих технологических процессов и создании на их основе производственных участков необходимо учитывать взаимосвязь технологии, организации и экономики производства. Постановка и решение организационных задач производственной системы определяются требованиями к ней внешней среды, основанными на обеспечении выпуска продукции в установленные сроки в определенном количестве с требуемым качеством и при минимальных затратах материальных, трудовых и финансовых ресурсов. Настоящий курсовой проект содержит расчет цеховой себестоимости изготовления детали «Опора», выполненный для двух возможных вариантов исполнения технологического процесса, сравнение затрат на изготовление детали по обоим вариантам и расчет годового экономического эффекта принятого варианта технологического процесса.
1 Характеристика возможных вариантов механической обработки детали. 1.1Особенности рационального варианта
Для детали «Опора» приведена характеристика двух вариантов механической обработки детали. Для оптимального возможного выбора заготовки представляется сортовой прокат ГОСТ 2590-88, толщиной H=40 мм. Принимаем длину L=100мм., ширину заготовки равной E=80 мм.
Первый вариант технологического процесса 1) Снятие фаски концевой фрезой на вертикально-фрезерном станке 2P12. 2) Сверление отверстия и нарезание резьбы комбинированным сверлом на вертикально-фрезерном станке 2P12. 3) Сверление отверстия и нарезание резьбы комбинированным сверлом на вертикально-фрезерном станке 2P12. 4) Фрезерование паза концевой фрезой на вертикально-фрезерном станке 2P12.
Первый вариант технологического процесса
Второй вариант технологического процесса 1) Снятие фаски концевой фрезой на вертикально-фрезерном станке 2P12. 2) Сверление отверстия на вертикально-фрезерном станке 2P12. 3) Сверление отверстия на вертикально-фрезерном станке 2P12. 4) Нарезание резьбы метчиком вертикально-фрезерном станке 2P12 5) Нарезание резьбы метчиком вертикально-фрезерном станке 2P12. 6) Фрезерование паза концевой фрезой на вертикально-фрезерном станке 2P12.
Рассчитаем трудоемкость обработки по операциям (Тшт) в зависимости от габаритов детали, режимов обработки и др. условий. Тшт = Топ + Тоб + Тот , (1.1) где Топ – оперативное время; Топ = То + Тв, (1.2) где То – основное время, мин. [1, 146]; Тв – вспомогательное время, мин. [1, 197 – 214]; Тв = Тус + Тзо +Туп + Тиз, (1.3) где Тус – время на установку и снятие детали, мин.; Тзо– время на закрепление и открепление детали, мин.; Туп – время на приемы управления, мин.; Тиз – время на измерение детали, мин.; Тоб – время на обслуживание рабочего места, мин. [2, 23]; Тот – время перерывов на отдых и личные надобности, мин. [2, 23] Вариант 1 Операция1 –Фрезерование паза концевой фрезой (диаметр фрезы 16мм., фрезеруем в 2 этапа): То=6× l× 10-3=6× 40× 10-3=0, 24 мин.; То=0, 24× 2=0, 48 мин.; Тв=Тус + Тзо +Туп + Тиз = 0, 07+0, 01+0, 11=0, 19мин.; Топ = То + Тв= 0, 48 +0, 19=0, 67 мин.; Тоб=Топ× 0, 057=0, 67 × 0, 057=0, 0382 мин.; Тот=Топ× 0, 04=0, 67 × 0, 04=0, 0268 мин.; Тшт = Топ + Тоб + Тот=0, 67+0, 0382+0, 0268 =0, 735 мин.
Операция 2 – Сверление поверхности и нарезание резьбы комбинированным сверлом: То=0, 52 d× l× 10-3=0, 52× 10× 40× 10-3=0, 208 мин.; Тв=Тус + Тзо +Туп + Тиз =0, 07+0, 07+0, 01+0, 11=0, 26мин.; Топ = То + Тв= 0, 208+0, 26=0, 468 мин.; Тоб=Топ× 0, 057=0, 468 × 0, 057=0, 0266 мин.; Тот=Топ× 0, 04=0, 468× 0, 04=0, 0187 мин.; Тшт = Топ + Тоб + Тот=0, 468 +0, 0266 +0, 0187=0, 513 мин. Операция 3 – Сверление поверхности и нарезание резьбы комбинированным сверлом: То=0, 52 d× l× 10-3=0, 52× 10× 40× 10-3=0, 208 мин.; Тус = 0, Тзо = 0 Тв=Тус + Тзо +Туп + Тиз =0, 01+0, 11=0, 12мин.; Топ = То + Тв= 0, 208+0, 12=0, 22 мин.; Тоб=Топ× 0, 057=0, 22 × 0, 057=0, 0125 мин.; Тот=Топ× 0, 04=0, 22× 0, 04=0, 0088 мин.; Тшт = Топ + Тоб + Тот=0, 22 +0, 0125 +0, 0088=0, 241 мин.
Операция 4 – Снятие фаски концевой фрезой по периметру заготовки: То=6× l× 10-3=6× (100+50+100+50) × 10-3=1, 8 мин.; Тус = 0, Тзо = 0 Тв=Тус + Тзо +Туп + Тиз = 0, 01+0, 11× 4=0, 45мин.; Топ = То + Тв= 1, 8 +0, 45=2, 25 мин.; Тоб=Топ× 0, 057=2, 25 × 0, 057=0, 128 мин.; Тот=Топ× 0, 04=2, 25 × 0, 04=0, 09 мин.; Тшт = Топ + Тоб + Тот=2, 25 +0, 128 +0, 09 =2, 468 мин. ∑ Тшти ∑ Топ: ∑ Тшт (т) = 0, 735 +0, 513+0, 241 +2, 468 = 3, 957 мин.; ∑ Топ(т)= 0, 67 +0, 468+0, 22+2, 25 =3, 608 мин.; Вариант 2 Операция1 –Фрезерование паза концевой фрезой (диаметр фрезы 16мм., фрезеруем в 2 этапа): То=6× l× 10-3=6× 40× 10-3=0, 24 мин.; То=0, 24× 2=0, 48 мин.; Тв=Тус + Тзо +Туп + Тиз = 0, 07+0, 01+0, 11=0, 19мин.; Топ = То + Тв= 0, 48 +0, 19=0, 67 мин.; Тоб=Топ× 0, 057=0, 67 × 0, 057=0, 0382 мин.; Тот=Топ× 0, 04=0, 67 × 0, 04=0, 0268 мин.; Тшт = Топ + Тоб + Тот=0, 67+0, 0382+0, 0268 =0, 735 мин. Операция 2 – Сверление отверстия сверлом: То=0, 52 d× l× 10-3=0, 52× 10× 40× 10-3=0, 208 мин.; Тв=Тус + Тзо +Туп + Тиз =0, 07+0, 07+0, 01+0, 11=0, 26мин.; Топ = То + Тв= 0, 208+0, 26=0, 468 мин.; Тоб=Топ× 0, 057=0, 468 × 0, 057=0, 0266 мин.; Тот=Топ× 0, 04=0, 468× 0, 04=0, 0187 мин.; Тшт = Топ + Тоб + Тот=0, 468 +0, 0266 +0, 0187=0, 513 мин. Операция 3 – Сверление отверстия сверлом: То=0, 52 d× l× 10-3=0, 52× 10× 40× 10-3=0, 208 мин.; Тус = 0, Тзо = 0 Тв=Тус + Тзо +Туп + Тиз =0, 01+0, 11=0, 12мин.; Топ = То + Тв= 0, 208+0, 12=0, 22 мин.; Тоб=Топ× 0, 057=0, 22 × 0, 057=0, 0125 мин.; Тот=Топ× 0, 04=0, 22× 0, 04=0, 0088 мин.; Тшт = Топ + Тоб + Тот=0, 22 +0, 0125 +0, 0088=0, 241 мин. Операция 4 – Нарезание резьбы метчиком: То=0, 4d× l× 10-3=0, 4× 10× 40× 10-3=0, 16 мин.; Тус = 0, Тзо = 0 Тв=Тус + Тзо +Туп + Тиз = 0, 01+0, 11=0, 12 мин.; Топ = То + Тв= 0, 16+0, 12=0, 28 мин.; Тоб=Топ× 0, 057=0, 28 × 0, 057=0, 0159мин.; Тот=Топ× 0, 04=0, 28× 0, 04=0, 0112 мин.; Тшт = Топ + Тоб + Тот=0, 28+0, 0159 +0, 0112 =0, 307 мин. Операция 5 – Нарезание резьбы метчиком: То=0, 4d× l× 10-3=0, 4× 10× 40× 10-3=0, 16 мин.; Тус = 0, Тзо = 0 Тв=Тус + Тзо +Туп + Тиз = 0, 01+0, 11=0, 12 мин.; Топ = То + Тв= 0, 16+0, 12=0, 28 мин.; Тоб=Топ× 0, 057=0, 28 × 0, 057=0, 0159мин.; Тот=Топ× 0, 04=0, 28× 0, 04=0, 0112 мин.; Тшт = Топ + Тоб + Тот=0, 28+0, 0159 +0, 0112 =0, 307 мин. Операция 6 – Снятие фаски концевой фрезой по периметру заготовки:
То=6× l× 10-3=6× (100+50+100+50) × 10-3=1, 8 мин.; Тус = 0, Тзо = 0 Тв=Тус + Тзо +Туп + Тиз = 0, 01+0, 11× 4=0, 45мин.; Топ = То + Тв= 1, 8 +0, 45=2, 25 мин.; Тоб=Топ× 0, 057=2, 25 × 0, 057=0, 128 мин.; Тот=Топ× 0, 04=2, 25 × 0, 04=0, 09 мин.; Тшт = Топ + Тоб + Тот=2, 25 +0, 128 +0, 09 =2, 468 мин ∑ Тшти ∑ Топ: ∑ Тшт (т) = 0, 735+0, 513+0, 241+0, 307+0, 307+2, 468 = 4, 571 мин.; ∑ Топ(т)= 0, 67+0, 468+0, 22+0, 28+0, 28+2, 25 =4, 168 мин.; Выбор варианта технологического процесса: принимаем первый вариант, т.к по первому варианту изготовления детали Тшт на 0, 614 мин. меньше второго варианта изготовления детали. Следовательно, на изготовление партии деталей по первому варианту затрат времени и средств будет меньше, чем по второму. Экономия времени изготовления всей партии(30000 шт.)составит 18420 мин. или 307 часов.
Расчет эффективного фонда времени работы оборудования
Величина эффективного фонда времени работы оборудования зависит от режима работы участка и времени простоя оборудования в ремонте. Число дней на ремонт определяется на основе нормативов, содержащихся в " Единой системе планово-предупредительного ремонта оборудования". На предприятиях с прерывным производством эффективный фонд времени одного станка рассчитывается следующим образом: ТЭФ = (ТК – ТВ) где ТК – календарное число дней в году, ТК = 365; ТВ – количество выходных и праздничных дней плановом году, ТВ=110; а – продолжительность работы одной смены, а = 8; с – количество смен. Выбираем количество смен из следующих соображений: хотя двухсменный режим требует дополнительной оплаты рабочим, но эти затраты малы по сравнению с уменьшением затрат на эксплуатацию и амортизацию оборудования и транспортных средств, текущий ремонт оборудования, износ инструмента и приспособлений, поэтому принимаем с = 2. Ки – коэффициент использования оборудования, при отсутствии необходимых данных Ки берется в пределах 0, 93 – 0, 97. Ки = 0, 97.
Популярное:
|
Последнее изменение этой страницы: 2017-03-08; Просмотров: 694; Нарушение авторского права страницы



 , (6.2)
, (6.2) = 0, 03× 421200000× 0, 45=5686200 (руб.)
= 0, 03× 421200000× 0, 45=5686200 (руб.) , (6.3)
, (6.3) (руб.);
(руб.);  (6.4)
(6.4) (руб.)
(руб.) (6.5)
(6.5) (руб.)
(руб.)
 а
а  с
с 