|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Особые способы ручной дуговой сварки
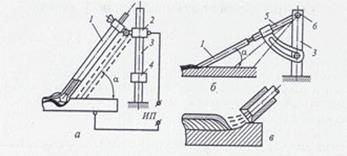
Для повышения производительности труда сварщика разработаны электроды, у которых в состав покрытия вводится железный порошок (до 40 % от массы покрытия), при этом коэффициент расплавления может увеличиться в 1, 5...2 раза и более. Однако такие электроды могут использоваться только для сварки в нижнем положении. Значительное увеличение производительности можно получить при использовании электродов повышенного диаметра при одновременном увеличении силы сварочного тока. При сварке изделий большой толщины для швов в нижнем положении следует использовать электроды максимально возможных диаметров. Сварка пучком электродов заключается в том, что 2...4 электрода связывают в пучок и сваривают между собой торцы электродов, устанавливаемые в электрододержатель. При соприкосновении с изделием дуга возбуждается между одним из стержней пучка и по мере его оплавления переходит на соседний стержень, между концом которого и изделием окажется меньшее расстояние. В связи с тем что дуга горит поочередно между каждым стержнем пучка и изделием, нагрев стержней при данном токе будет меньше, чем при сварке одностержневым электродом при том же токе. Это позволяет при одинаковом диаметре стержней пучка и одинарного электрода применить большие токи при сварке пучком и увеличить производительность. При этом тепло дуги используется более рационально, так как во время горения дуги между изделием и одним из электродов другие подогреваются за счет излучения дуги. Однако все эти преимущества действительны только при сравнении со сваркой одним электродом того же диаметра, что и каждый электрод пучка. Если сравнение производить с электродом, имеющим площадь поперечного сечения, равную суммарной площади сечений пучка электродов, то преимущества окажутся на стороне сварки одинарным электродом. Эффективность электродов большого диаметра используется при сварке лежачим электродом (рис. 1). Для этого в разделку стыкового или в угол таврового соединения укладывают электрод 1 длиной 500... 1200 мм с толстой обмазкой 2. На него накладывают массивный медный брусок 4 с продольной канавкой для электрода. Между электродом и бруском можно проложить полоску бумаги 3. Деталь и электрод подключают к полюсам источника тока. Угольным стержнем 5 зажигают дугу, которая уходит под брусок 4, становясь невидимой, и двигается вдоль стыка, расплавляя электрод и свариваемые кромки. Образуется сварной шов. Сварку лежачим электродом выгодно применять в труднодоступных местах и при большом количестве длинных швов на изделии. Другой способ повышения производительности - сварка наклонным электродом (рис. 2). Электрод 1 с толстой обмазкой закрепляют в зажиме с обоймой 2, которая под действием собственной массы может перемещаться по стойке 3 до упора 4. После зажигания дуги электрод плавится, обойма 2 опускается по стойке 3, электрод перемещается, сохраняя постоянный угол наклона α к поверхности изделия (см. рис. 2, а). Можно сваривать наклонным электродом с переменным углом α (см. рис. 2, б). В этом случае электрод 1 устанавливают в оправке 5, соединенной со стойкой 3 шарниром 6. Укорачиваясь при сварке, электрод поворачивается, конец электрода перемещается по свариваемому изделию. В обоих вариантах электрод в процессе сварки опирается на изделие перед сварочной ванной и стержень электрода изолируется от изделия выступающим краем обмазки - козырьком. На этом же основан способ ручной сварки с опиранием электрода (см. рис. 2, в), который можно считать разновидностью сварки наклонным электродом. При этом способе электрод располагают углом вперед, угол наклона берут несколько меньше обычного, а силу тока — максимальную для выбранного диаметра электрода. Дуга горит внутри чехольчика из обмазки и заглубляется в основной металл. Уменьшается разбрызгивание, улучшается защита шва.
Рис. 1. Схема сварки лежачим электродом:
Рис. 2. Схема сварки наклонным электродом: Для соединения стержневых изделий (стержней арматуры железобетонных конструкций, рельсов) используется ванный способ сварки, сущность которого состоит в том, что стык помещается в специальную форму-скобку из стали, меди или керамики с зазором между торцами стержней 12...25 мм в зависимости от их диаметра. Сварку начинают в нижней части формы, причем в течение всего времени ванну металла поддерживают в жидком состоянии, для чего смену электродов производят быстро. Сварку ведут до заполнения металлом всей формы несколько выше поверхности стержней. Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 1200; Нарушение авторского права страницы