|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Сущность процесса сварки под флюсом
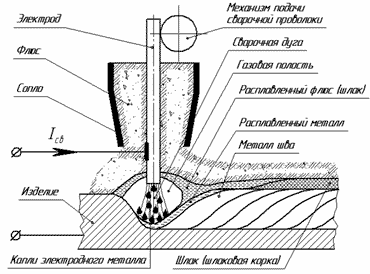
При этом способе сварки электрическая дуга горит под зернистым сыпучим материалом, называемым сварочным флюсом (рисунок 1).
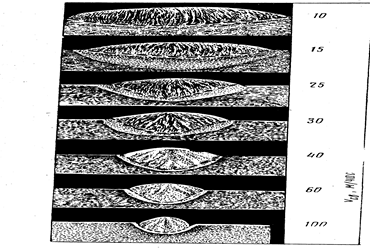
Рисунок 1. Схема сварки под флюсом Под действием тепла дуги расплавляются электродная проволока и основной металл, а также часть флюса. В зоне сварки образуется полость, заполненная парами металла, флюса и газами. Газовая полость ограничена в верхней части оболочкой расплавленного флюса. Расплавленный флюс, окружая газовую полость, защищает дугу и расплавленный металл в зоне сварки от вредного воздействия окружающей среды, осуществляет металлургическую обработку металла в сварочной ванне. По мере удаления сварочной дуги расплавленный флюс, прореагировавший с расплавленным металлом, затвердевает, образуя на шве шлаковую корку. После прекращения процесса сварки и охлаждения металла шлаковая корка легко отделяется от металла шва. Не израсходованная часть флюса специальным пневматическим устройством собирается во флюсоаппарат и используется в дальнейшем при сварке. Достоинства способа: · Повышенная производительность; · Минимальные потери электродного металла (не более 2%); · Отсутствие брызг; · Максимально надёжная защита зоны сварки; · Минимальная чувствительность к образованию оксидов; · Мелкочешуйчатая поверхность металла шва в связи с высокой стабильностью процесса горения дуги; · Не требуется защитных приспособлений от светового излучения, поскольку дуга горит под слоем флюса; · Низкая скорость охлаждения металла обеспечивает высокие показатели механических свойств металла шва; · Малые затраты на подготовку кадров; · Отсутствует влияния субъективного фактора. Недостатки способа: · Трудозатраты с производством, хранением и подготовкой сварочных флюсов; · Трудности корректировки положения дуги относительно кромок свариваемого изделия; · Неблагоприятное воздействие на оператора; · Нет возможности выполнять сварку во всех пространственных положениях без специального оборудования. Области применения: · Сварка в цеховых и монтажных условиях · Сварка металлов от 1, 5 до 150 мм и более; · Сварка всех металлов и сплавов, разнородных металлов. Пути повышения производительности: 1. Сварка (наплавка) независимой дугой, горящей между двумя электродами (к изделию ток не подводят); при большом расстоянии от дуги до поверхности изделия основной металл вообще не проплавляется. 2. Сварка трёхфазной дугой, при которой глубина проплавления зависит от соотношения токов в дугах, горящих между электродами и изделием. 3. Сварка разнородными дугами. Питание дуги между электродами и изделием осуществляется при этом постоянным током, а дуги между электродами - переменным током. 4. Однофазная двухэлектродная наплавка, основанная на питании электродов и изделия от концов и середины вторичной обмотки сварочного трансформатора. 5. Наплавка с подачей присадочной проволоки в дугу (к проволоке ток не подводят). 6. Сварка (наплавка) по подкладке из металла требуемого химического состава и выполняющую функции теплопоглощения сварочной дуги и повышения коэффициента наплавки. 7. Сварка комбинированной дугой (зависимой и независимой, горящей между основным и дополнительным электродами). 8. Сварка расщеплённым электродом. 9. Сварка (наплавка) ленточным электродом. 10. Сварка многодуговая: o в общую ванну; o в разделённые ванны. Технико-экономические показатели способа. Максимальная скорость сварки однофазной дугой под флюсом при удовлетворительном формировании шва — 70 м/ч. Зависимость глубины проплавления и ширины шва при однодуговой сварке представлены на рис.1.
Рис.1.Зависимостьгеометрических параметров сварного шва от величины сварочного тока На глубину проплавления кроме сварочного тока существенное влияние оказывает скорость сварки. Однако влияние скорости сварки неоднозначно. С повышением скорости до определенного значения происходит рост глубины проплавления, что связано с интенсивным выбросом жидкого металла из-под дуги и освобождением фронта плавления. По мере дальнейшего роста скорости сварки происходит уменьшение проплавления вследствие снижения погонной энергии (рис.2).
Рис.2
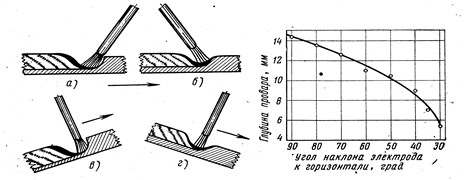
Рис.3.Положение электрода и изделия в пространстве: а-«сварка углом назад»; б-«сварка углом вперед»; в-«сварка на подъем»; г-«сварка на спуск»
На глубину проплавления оказывает влияние и технологические параметры, такие, как угол наклона электрода и пространственное положение изделия (рис.3). Используя эти приемы можно до определенной величины повысить скорость сварки. Применение многодуговых аппаратов позволяет увеличить скорость сварки до 300 м/ч и более. Диапазон применяемых значений сварочного тока в зависимости от диаметра электрода приведен в табл. 1. Производительность механизированной сварки под флюсом 6 — 21 кг/ч. Коэффициент наплавки 14 — 18 г/(А • ч). Потери на угар и разбрызгивание составляют 1 — 3 %. Зависимость коэффициентов наплавки и производительности сварки от силы тока и диаметра электродной проволоки показаны на рис. 1. Расход флюса составляет 1, 1 — 1, 4 расхода электродной проволоки.
Рис. 1. Зависимость коэффициента наплавки (а) и производительности сварки под флюсом (б) от силы сварочного тока и диаметра электрода; dЭ — диаметр электрода
Области рационального применения. Тенденции развития. Механизированная сварка под флюсом является одним из основных способов сварки плавлением. Если в первые годы освоения сварку под флюсом применяли только при изготовлении сварных конструкций из низкоуглеродистых сталей, то сейчас успешно сваривают низколегированные, легированные и высоколегированные стали различных классов, сплавы на никелевой основе. В последние годы освоена сварка под флюсом титана и его сплавов. Под флюсом сваривают медь и ее сплавы. По флюсу, а в последние годы и под флюсом сваривают алюминий и его сплавы. Изделия, полученные сваркой под флюсом, надежно работают при высоких температурах и в условиях глубокого холода, в агрессивных средах, в вакууме и в условиях высоких давлений. Наиболее выгодно использовать механизированную сварку под флюсом при производстве однотипных сварных конструкций, имеющих протяженные швы и удобных для удержания флюса. Экономически целесообразнее сваривать под флюсом металл толщиной от 1, 5 — 2, 0 до 60 мм. Нецелесообразно сваривать конструкции с короткими швами.
Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 1154; Нарушение авторского права страницы
 ]
]