|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Оборудование для газовой резки металла
Электрическая дуговая резка металлов Общие сведения Электрическая дуговая резка по сравнению с обычной кислородной резкой обладает некоторыми преимуществами (например, простотой оборудования, возможностью резки металлов различного химического состава, безопасностью работы). Получили распространение несколько разновидностей электродуговой резки металлов: дуговая резка металлическим электродом, дуговая резка угольным электродом, кислородно-дуговая резка, воздушно-электродуговая резка. Кроме этих способов, для резки высоколегированных сталей, цветных металлов и их сплавов применяют дуговую резку в среде защитных газов. Существует несколько разновидностей резки в среде защитных газов. Основными являются резка в среде аргоно-водородной смеси, азотнодуговая резка, резка в среде аргоно-кислородной смеси и резка в среде аргона. Наряду с перечисленными способами применяют также дуговую резку под водой. Дуговая резка металлическим электродом. Сущность этого способа резки заключается в том, что металл в месте реза проплавляют электрической дугой. Силу тока при резке берут максимально возможную. Обычно при резке металлическим электродом сила тока на 20—30% больше, чем при сварке электродами такого же диаметра. Металлическим электродом можно резать чугун, нержавеющие стали и цветные металлы, которые не поддаются обычной кислородной резке. При дуговой резке используют электроды, имеющие специальные электродные покрытия, способствующие улучшению процесса резки. Металлические электроды для резки изготовляют из проволоки марок Св-08 или Св-08А диаметром 3—12 мм и длиной не более 250—300 мм. На электродные стержни наносят покрытия следующего состава (% ):
1. Марганцевая руда............................98; Поташ..................................... 2; 2. Марганцевая руда............................94; Мрамор..................................... 3; Каолин..................................... 3 Толщина слоя покрытия 1—1, 5 мм на сторону. Металлическим электродом можно резать на переменном и на постоянном токе. Режимы резки приведены в табл. 57.
Основные недостатки этого способа резки — низкая производительность и плохое качество реза. Рез получается с большими неровностями и натеками металла с обратной стороны. Среди огромного количества технологических процессов, проходящих в цикле изготовления любых деталей и конструкций в машиностроительном производстве, резка играет особую роль. Ведь перед тем как отправить деталь на механическую обработку, необходимо вырезать заготовку, перед тем как сварить, необходимо раскроить, перед тем как заменить дефектный участок, его нужно отрезать. На сегодня в производстве известны и широко применяются 7 основных видов: · механическая; · водоабразивная; · электро-эррозионная; · газокислородная; · автогенная; · электродуговая; · лазерная; · плазменно-дуговая, с образованием потока плазменной дуги. В последнее время широчайшее применение приобрела плазменно-дуговая резка, как наиболее универсальный, безопасный и дешевый. Физической основой плазменно-дуговой резки является выдувание электрической дуги потоком плазмообразующего газа, с последующим местным плавлением металла и удалением его из зоны резки разогретым газовым потоком. Дуга, свободно горящая в воздухе, имеет температуру 6000-8000 °К. Если сжать ее потоком газа, то ее температура возрастет до 20000 °К и вокруг дуги сформируется газовый поток. Такое состояние вещества называют низкотемпературной плазмой. Устройства, в которых электрическая энергия превращается в тепловую энергию потока низкотемпературной плазмы, носят название плазмотроны. Принцип работы плазмотрона заключается в том, что между катодом (электродом) и анодом (соплом или разрезаемым металлом) (рис. 1) зажигается электрическая дуга, которая выдувается избыточным давлением плазмообразующего газа.
В плазмотроне поток разгоняется до высоких скоростей и разогревается до больших температур (до 25000 °К), вследствие чего любой материал моментально расплавляется и выдувается избыточным давлением плазмообразующего газа (рис. 2). За счет достижения внутри плазменной струи таких высоких температур этот метод позволяет резать любые материалы. Все плазмотроны можно разделить на два вида: прямого действия (роль анода выполняет разрезаемый материал) и косвенного (роль анода – сопло плазмотрона). С помощью плазмотронов прямого действия режут любые токопроводящие материалы: стали, чугуны, алюминиевые сплавы, медесодержащие сплавы, титан, биметаллы и металлы с покрытием. С помощью плазмотронов косвенного действия можно разрезать также гранит, бетон, мрамор и др.
Несмотря на разнообразие конструкций дуговых плазмотронов, принцип действия их одинаков и основан на принудительном охлаждении и сжатии столба дуги жидкостью или, чаще всего, потоком газа. Существует два типа плазмотронов: с дугой прямого действия (рис., а) и с дугой косвенного действия (рис., б). В обоих типах плазмотронов одним из электродов является стержень с закрепленным на нем тугоплавким наконечником (в большинстве случаев из вольфрама). Ниже рассматривается наиболее распространенный вид плазмотронов тока, в которых электрод является катодом.
Энергетические свойства плазменной дуги Плазменная дуга - преобразователь электрической энергии в тепловую. Поэтому с одной стороны, как элемент электрической цепи, она характеризуется электрическими параметрами (током, напряжением), а с другой стороны, как источник тепла, - тепловыми параметрами (температурой, теплосодержанием). Существует сложная взаимосвязь между параметрами первой и второй группы. Структурно плазменную дугу постоянного тока можно представить в виде ряда характерных участков, последовательно расположенных вдоль ее оси. Плазменная дуга, к примеру, прямого действия (см. рис.) состоит из катодной области (1), досоплового (2), внутрисоплового (3) и засоплового(4) участков столба и анодной области(5), расположенной практически на обрабатываемом изделии. Обозначим их u1 - u5 соответственно.
Соответственно напряжение дуги является суммой падений напряжения на этих участках Uд = U1 + U2 + U3 + U4 + U5
Подобным образом рассчитывается напряжение дуги косвенного действия, за исключением того, что анодная область не входит в сумму падений напряжений. На внутрисопловом участке столб представляет собой цилиндрический электропроводный канал, при том за срезом сопла по мере удаления от него электропроводный диаметр столба увеличивается и на изделии достигает величины, а температура и скорость течения плазменной струи уменьшаются. Температура плазменной дуги Eд = Uд*lд Затем расчитываем плотность тока по формуле:
Где k = 0, 6.. 0, 9 - коэффициент заполнения плазмой канала сопла. После этого находим удельную проводимость плазмы в дуге:
Для примера на рис. 1 приведен график указанной зависимости для азота. Температура плазмы является исходным тепловым параметром плазмотронов. Она изменяется как по сечению столба дуги, так и вдоль ее оси. Картина распределения температуры в плазменной дуге может быть получена довольно сложным экспериментальным или расчетным путем. В большинстве случаев для инженерных расчетов достаточно определять среднюю по сечению электропроводного столба температуру плазмы так, как это было показано выше. Энтальпия плазменной дуги I = СТ дж/г где С - удельная теплоемкость газа при температуре Т, дж/г. °К. На рис. 2 приведены зависимости теплосодержания ряда газов от температуры при атмосферном давлении, из которых видно, что теплосодержание молекулярных газов при относительно низких температурах ((4-8) * 103 °К) за счет поглощения энергии, выделяющейся в процессе диссоциации молекул, достигает высоких значений и превышает почти на порядок теплосодержание одноатомных газов. Следующий порог резкого повышения теплосодержания плазмы наступает при температуре ее около 12-103 °К за счет поглощения энергии, выделяющейся при ионизации атомов. Вольтамперные характеристики плазмотронов
При неизменном составе газа напряженность всех участков столба плазменной дуги увеличивается при увеличении степени его сжатия. Степень сжатия столба дуги растет (до определенного предела) при уменьшении диаметра формирующего сопла и увеличении расхода рабочего газа. Как показывают исследования, основная масса газа проходит по периферийным областям столба и по мере увеличения расхода все интенсивнее охлаждает и сжимает столб. Чем интенсивнее обжата дуга, тем при меньшем значении тока ее вольт-амперная характеристика переходит в возрастающую. Таким образом, напряжение плазменной дуги зависит от конструктивных размеров плазмотрона (dсопла, lсопла ) от тока дуги, состава и расхода рабочего газа и, наконец, от величины расстояния от торца плазмотрона до обрабатываемого изделия (l5). Для определения области рабочих напряжений плазмотрона данного вида строят семейство вольт-амперных характеристик, каждая из которых снимается при неизменных составе и расходе газа Q, длине l5 и неизменных конструктивных размерах плазмотрона. Иногда также строят внешние характеристики плазменной дуги: Ud=f(Q) и Ud=f(l5 ) при Iд= const. Эти характеристики возрастающие. Их можно аппроксимировать в линейные и использовать при создании систем автоматического регулирования процесса сварки по напряжению дуги. Одним из важнейших элементов плазмотрона, применяемого для резки, является сопло. Его конструкция и размеры определяют технические характеристики и режим работы плазмотрона. Кроме того, сопло является анодом при возбуждении вспомогательной (дежурной) дуги, которая обеспечивает возбуждение и формирование основной плазменной дуги, используемой для резки материала. Диаметр и длина рабочего канала сопла плазмотрона определяют его технологические возможности. Их размеры выбираются в зависимости от величины рабочего тока, состава и расхода плазмообразующего газа. При плазменной резке обычно стремятся применять сопла небольшого (3...5 мм) диаметра и большой (9...12 мм) длины. Однако следует иметь в виду, что для каждого значения тока существуют оптимальные размеры канала сопла, при которых обеспечивается стабильное формирование плазменной струи и максимальные технологические возможности процесса резки. Уменьшение диаметра сопла менее 3 мм нецелесообразно из-за уменьшения ресурса работы плазмотрона. Увеличение диаметра сопла при прочих равных условиях приводит к уменьшению сжатия столба дуги и уменьшению скорости резки. При этом увеличивается ширина реза и ухудшается его качество. Однако при этом стойкость и ресурс работы сопла растут, поскольку плотность тока в струе плазмы и тепловой поток в канале сопла снижаются. Чем больше длина канала сопла, тем выше скорость истечения плазменной струи и лучше качество реза, так как при этом происходит увеличение тепловой мощности и температуры плазменной струи. Однако при очень длинных каналах (более 12 мм) надежность работы плазмотрона снижается из-за разрушения сопла тепловым потоком плазмы или образования двойной дуги. Оптимальная длина канала сопла должна быть больше диаметра сопла в 1, 5...1, 8 раза. Наилучшим материалом для сопла является медь. Сопло и катод электрически изолированы друг от друга. Материал изолятора должен обладать следующими свойствами: а) высокой электрической прочностью, так как дежурная дуга возбуждается с помощью высоковольтного высокочастотного разряда осциллятора; б) высокой механической прочностью; в) высокой плотностью и непроницаемостью, так как через него проходят каналы для плазмообразующего газа и охлаждающей воды. Генерируемая плазмотроном сжатая режущая дуга служит преобразователем электрической энергии в тепловую. Поэтому она как элемент электрической цепи характеризуется электрическими параметрами (током, напряжением), а как источник теплоты - тепловыми (температурой, теплосодержанием). Напряжение сжатой дуги зависит от конструктивных размеров плазмотрона (диаметра и длины канала сопла), от тока, состава и расхода плазмообразующего газа и расстояния от торца сопла до поверхности разрезаемого материала. Температура плазмы является исходным тепловым параметром плазмотрона. Она изменяется как по сечению столба дуги, так и вдоль ее оси. Температура, так же как и напряжение, зависит от многих параметров режима. Определяющими из них являются ток, состав и расход плазмообразующего газа, диаметр столба плазменной дуги (степень сжатия дуги). Важным тепловым параметром сжатой дуги является ее теплосодержание (энтальпия), т.е. количество теплоты, содержащейся в единице объема или массы струи. Теплосодержание молекулярных газов (N2, Н2) на порядок выше одноатомных (Аг, Не), и их использование в качестве плазмообразующей среды в энергетическом отношении более выгодно. Кроме того, уменьшаются потери тепловой энергии на излучение в окружающую среду и в стенки сопла плазмотрона. Кроме перечисленных параметров сжатая дуга характеризуется скоростью течения потока плазмы. Благодаря термическому и механическому воздействию столб дуги проникает и погружается в толщу металла. За счет этого металл из полости реза выплавляется и выдувается. В отличие от газокислородной резки, при которой пламя выделяет мало теплоты, имеет относительно низкую температуру и для врезания в металл требуется затратить некоторое время на местный подогрев разрезаемого металла до температуры его воспламенения в струе кислорода, плазменная дуга вследствие высокой температуры и скорости потока плазмы врезается в металл почти мгновенно вне зависимости от природы материала и его теплофизических свойств.
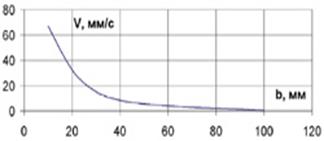
При оптимальном соотношении толщины разрезаемого металла, мощности сжатой дуги Р и скорости резки столб дуги проникает на всю толщину металла, и анодное пятно располагается в нижней его части. При этих условиях обеспечивается получение практически вертикальных кромок реза без грата. Увеличение скорости резки способствует фиксации анодного пятна выше уровня нижней плоскости реза, что приводит к отставанию фронта плавления в нижней части и сужению реза в ней. Чрезмерное увеличение скорости резки приводит к неполному прорезанию металла. При снижении скорости резки ниже оптимальной ширина реза в нижней части резко увеличивается. Выбор плазмообразующего газа следует осуществлять исходя из особенностей и типа плазмотрона с вольфрамовым, гафниевым или другим типом катода. Аргон нецелесообразно использовать при плазменной резке как с точки зрения качества резки и ее производительности, так и из условий высокой стоимости аргона. Плазменная резка в среде технического азота является надежным, экономичным и высокопроизводительным процессамд и рекомендуется практически для резки всех конструкционных материалов. Так, при резке коррозионно-стойких сталей толщиной до 40 мм производительность примерно равна производительности процесса при использовании сжатого воздуха и в 2...3 раза выше, чем при использовании аргона. С увеличением толщины разрезаемого материала производительность резки при использовании азота выше, чем при использовании сжатого воздуха. Это достигается увеличением допустимой силы тока при заданных параметрах катода и сопла плазмотрона. Плазменная резка в воздушной среде обладает некоторыми преимуществами. К ним относятся: отсутствие затрат на производство плазмообразующего газа и увеличение производительности при резке углеродистых и низколегированных сталей. Недостатками процесса являются: низкая стойкость электродов из циркония и гафния и возможность насыщения поверхности реза газами, входящими в состав воздуха. Чтобы осуществить плазменную разделительную резку металла, необходимо расплавить определенный объем его вдоль линии реза и удалить затем из полости реза скоростным потоком плазмы. Для выплавления требуемого объема металла по линии реза нужно подвести определенное количество теплоты. Эта теплота поступает в обрабатываемый материал от столба плазменной дуги и носит название эффективной мощности дуги q. Величина q имеет определенное значение для данного материала, ниже которой резка невозможна. Расплавленный теплотой плазменной дуги металл, образующийся на лобовой поверхности реза, удаляется скоростным потоком плазменной струи. Скорость потока плазмы возрастает с увеличением расхода плазмообразующего газа и уменьшается с увеличением диаметра сопла. Скорость истечения расплавленного металла из зоны реза зависит от скорости потока плазмы на границе раздела расплавленный металл - поток плазмы в нижней части разрезаемого металла. Скорость истечения потока плазмы может достигать 800 м/с при величине тока 250 А. В этом случае при резке металла толщиной 5 = 5..20 мм со скоростью vp= 1...6 м/мин и ширине реза 4.6 мм, скорость истечения расплавленного металла из нижней части реза составляет 20...40 м/с. Под воздействием плазменной струи на передней стенке реза можно выделить три характерных участка, на которых действуют свои механизмы взаимодействия теплового потока плазменной струи с разрезаемым материалом. На 1-м участке (от верхней поверхности разрезаемого металла до нижней точки анодного пятна) плавление металла идет за счет тепловой энергии столба плазменной дуги. Регулирование теплового потока по толщине металла происходит за счет отставания оси плазменной дуги от фронта плавления. На 2-м участке формирование теплового потока происходит за счет увеличения теплопроводности плазмообразующего газа при снижении его температуры, которая резко снижается по мере удаления рассматриваемого сечения сжатой дуги от торца плазмотрона. В этой области к тепловой энергии потока плазмы добавляется энергия от анодного пятна дуги, что приводит к некоторому опережению фронта плавления по отношению к другим его частям. Однако эта энергия много меньше энергии потока плазмы На 3-м участке формирование теплового потока осуществляется за счет уменьшения ширины реза в нижней его части. Расплавленный металл удаляется с фронта плавления силовым потоком плазменной струи. Плазменная резка алюминия и его сплавов может выполняться с использованием в качестве плазмообразующего газа сжатого воздуха или кислорода. При резке с использованием кислорода скорость процесса снижается примерно на 10%. Режимы плазменной резки могут изменяться в широких пределах в зависимости от требуемого качества реза, диаметра и длины канала сопла плазмотрона, расхода плазмообразующего газа и других параметров. При плазменной резке титана и его сплавов проводят специальные технологические мероприятия с целью получения поверхности реза, не требующей последующей механической обработки, которую отличает высокая трудоемкость и низкая технологичность. Трудности возникают прежде всего из-за окисления и газонасыщения поверхностных слоев реза. Азот, кислород и водород, проникая в металл, образуют твердые растворы внедрения, обладающие повышенной твердостью и низкой пластичностью и ударной вязкостью. Эта особенность титана и его сплавов обусловливает ведение процесса резки с возможно большей скоростью для обеспечения его минимальной длительности. Если это невозможно, то место резки защищают дополнительно инертным газом, либо ведут резку с использованием аргона в качестве плазмообразующего газа. Плазменно-воздушная резка малоуглеродистой стали толщиной до 80 мм и цветных металлов тещиной до 60 мм является недорогим и эффективным способом резки. Предельную толщину разрезаемого металла определить практически невозможно, так как она зависит от технологии процесса и требований к качеству реза. В настоящее время максимальную толщину разрезаемого металла ограничивают толщиной 160 мм. Благодаря высокой температуре столба дуги плазменная резка является универсальным процессом, так как свойства разрезаемого металла практически не оказывают влияния на процесс резки. В качестве плазмообразующего газа могут использоваться Ar, H2, O2, N2, CO2 и, самое главное, воздух. Это делает метод воздушно- плазменной резки на сегодня самым дешевым и эффективным методом резки металлов. Воздушно-плазменная резка металлов в сравнении с другими методами имеет ряд существенных преимуществ: · высокая скорость резки (см. рис.3); · высокое качество торцевой поверхности реза; · отсутствие коробления и деформации; · не требует дополнительного газобаллон ного оборудования; · не требует использования дорогостоящих газов; · взрывобезопасность; · способность резать любые металлы и сплавы, в т.ч. биметаллы; · зона термического влияния и твердость поверхностного слоя значительно меньше, чем после газовой резки. Из-за своей простоты, высокой производительности и качества метод воздушно-плазменной резки широко применяется практически во всех отраслях промышленности: · в судостроении и судоремонте; · в авиапромышленности; · в автомобильной промышленности; · в общем и специальном машиностроениях; · в химической промышленности и химическом машиностроении; · в нефтегазовой отрасли; · при добыче и переработке полезных ископаемых; · в металлургии; · на предприятиях по переработке металлолома; · в строительно-монтажных организациях; · при строительстве и ремонте трубопровода; · в атомной промышленности; · в сельскохозяйственном машиностроении · в жилишно-коммунальном хозяйстве.
Рис.3. Постоянно растущий интерес к методу воздушно-плазменной резки металлов привел к тому, что сегодня на промышленных предприятиях нашей страны можно встретить большое количество различных аппаратов и машин воздушно-плазменной резки. Это и ручные аппараты различной мощности, и переносные труборезы и пряморезы, и шарнирно-консольные машины, управляемые с помощью магнитного копировального устройства, и фотокопиры, и небольшие портальные машины термической резки и мощные обрабатывающие комплексы, управляемые ЧПУ. Российские производители на сегодня занимают лидирующие позиции в области разработки и производства аппаратов и машин плазменной резки металлов. Среди лучших образцов отечественной техники для плазменной резки следует отметить аппараты марки ПУРМ. На сегодня эта марка представлена 10-ю моделями аппаратов с токами до 400 А и диапазоном разрезаемого металла от 1-го до 100 мм. Эти аппараты просты и надежны в эксплуатации, могут применяться как для ручной, так и для машинной резки. Среди аппаратов ПУРМ есть модели, которые могут эксплуатироваться в полевых условиях при температурах от -30°С до +40°С. Отличительная особенность всех аппаратов марки ПУРМ – это ПВ=100% (продолжительность включения), что позволяет их использовать непрерывно в течение смены. Начиная с 2005 года, стали появляться отечественные новинки среди машин термической резки, составляющие достойную конкуренцию продукции зарубежных производителей. Такие машины, как шарнирно-консольная машина термической резки «Стрела-Пл», машина прямолинейного раскроя «Грань», машина для резки труб «Сателлит», мини-портальная машина с ЧПУ «Параллель» и обрабатывающий центр «Вертикаль», демонстрируя современный потенциал российских ученых и конструкторов, удостоились многих наград на международных выставках, и вызвали большой интерес у специалистов. Все эти машины были разработаны с учетом недостатков машин предыдущего поколения и опыта эксплуатации подобного оборудования на предприятиях страны, что обеспечило высочайшую надежность и качество работы. Возможность использования на этих машинах как газокислородной, так и плазменной технологий резки металлов позволяет добиться высокой производительности резки и превосходного качества торцевой поверхности реза. Поэтому уникальная технология воздушно-плазменной резки металлов является залогом успеха любого современного производства. О лазерном излучении Одним из самых замечательных достижений физики второй половины двадцатого века было открытие физических явлений, послуживших основой для создания удивительного прибора — оптического квантового генератора, или лазера. Уникальные свойства лазерного луча, многообразие конструкций современных лазеров и устройств на их основе обуславливают широкое применение лазерных технологий в различных областях человеческой деятельности: промышленности, науке, медицине и быту. Появление лазеров и внедрение их во многие отрасли промышленности и науки произвело в этих отраслях в буквальном смысле революцию. Благодаря этому стало возможным развитие новых, более эффективных технологий, повышение производительности труда, точности измерений и качества обработки материалов. Лазер представляет собой источник монохроматического когерентного света с высокой направленностью светового луча. Само слово «лазер» составлено из первых букв английского словосочетания, означающего «усиление света в результате вынужденного излучения». Лазерное излучение обеспечивает громадную концентрацию энергии на относительно малых участках обработки, благодаря чему является универсальным инструментом для осуществления технологических операций резки металлов. Процесс лазерной резки металлов выполняется с высокими скоростями. Наряду с большой производительностью достигается высокое качество поверхностей реза практически на всех металлах независимо от их температуры плавления и твердости. Достижения в области лазерной резки в значительной степени определяются уровнем мощности промышленных лазерных установок и качеством лазерного излучения, в частности возможностью улучшения модового состава, снижения угловой расходимости и достижения тем самым повышенной плотности мощности сфокусированного излучения. Возможности использования лазеров для резки металлов Наиболее распространенным технологическим процессом в машиностроении является резка — основная операция заготовительного производства. Широкое применение находят различные механические методы разделения металлов, в первую очередь резка ножовочными полотнами, ленточными пилами, фрезами и др. В производстве используются разнообразные станки общего и специального назначения для раскроя листовых, профильных и других заготовок из различных металлов и сплавов. Однако при многих достоинствах этого процесса следует отметить недостатки, связанные с низкой производительностью, малой стойкостью отрезного инструмента, трудностью или невозможностью раскроя материалов по сложному криволинейному контуру. В промышленности получил распространение ряд процессов разделения материалов, основанных на электрохимическом, электрофизическом и физико-химическом воздействиях. Ацетиленокислородная резка, плазменная резка проникающей дугой и другие физико-химические методы разделения обеспечивают повышение производительности по сравнению с механическими методами, но не обеспечивают высокой точности и чистоты поверхностей реза и требуют в большинстве случаев последующей механической обработки. Электроэрозионная резка позволяет осуществлять процесс разделения материалов с малой шириной и высоким качеством реза, но одновременно с этим характеризуется низкой производительностью. Возникает настоятельная производственная необходимость в разработке и промышленном освоении методов резки современных конструкционных материалов, сочетающих высокие показатели, как по производительности процесса, так и по точности и качеству поверхностей реза. К числу таких перспективных процессов разделения материалов следует отнести лазерную резку металлов, основанную на процессах нагрева, плавления, испарения, химических реакциях горения и удаления расплава из зоны реза. Сфокусированное лазерное излучение, обеспечивая высокую концентрацию энергии, позволяет разделять практически любые металлы и сплавы независимо от их теплофизических свойств. При этом можно получать узкие разрезы с минимальной зоной термического влияния. При лазерной резке отсутствует механическое воздействие на обрабатываемый материал, и возникают минимальные деформации, как временные в процессе резки, так и остаточные после полного остывания. Вследствие этого можно осуществлять лазерную резку с высокой степенью точности, в том числе и легкодеформируемых и нежестких заготовок или деталей. Благодаря большой плотности мощности лазерного излучения обеспечивается высокая производительность процесса в сочетании с высоким качеством поверхностей реза. Легкое и сравнительно простое управление лазерным пучком позволяет осуществить лазерную резку по сложному контуру плоских и объемных деталей и заготовок с высокой степенью автоматизации процесса. Резка относится к числу первых технологических применений лазерного излучения. В прошлом веке были созданы лазерные установки с широким диапазоном мощности от нескольких десятков ватт до нескольких киловатт, обеспечивающие эффективную резку металлов с использованием вспомогательного газа, поступающего в зону обработки одновременно с излучением лазера. Лазерное излучение нагревает, плавит и испаряет материал по линии предполагаемого реза, а поток вспомогательного газа удаляет продукты разрушения. Данный способ разделения материалов известен под названием газолазерной резки (ГЛР). Газовый поток не только транспортирует продукты разрушения. При использовании кислорода или воздуха при резке металлов на поверхности разрушения образуется окисная пленка, повышающая поглощательную способность материала, а в результате экзотермической реакции выделяется достаточно большое количество теплоты. Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 1168; Нарушение авторского права страницы
 Резка толщин 3...300 мм, 220 В, 50 Вт, скорость резки 100...1200 мм/мин. Пр-во MESSER, Германия
Quicky-E
Резка толщин 3...300 мм, 220 В, 50 Вт, скорость резки 100...1200 мм/мин. Пр-во MESSER, Германия
Quicky-E  Резка толщин 3...100 мм, 220 В, 40 Вт, скорость резки 100...1000 мм/мин. Пр-во MESSER, Германия
Гугарк
Резка толщин 3...100 мм, 220 В, 40 Вт, скорость резки 100...1000 мм/мин. Пр-во MESSER, Германия
Гугарк  Переносная машина для газовой резки листового проката, пропан, пр-во Армения
Смена-2М
Переносная машина для газовой резки листового проката, пропан, пр-во Армения
Смена-2М  Предназначена для кислородной резки листовой стали, пропан. Пр-во Россия Огонек
Предназначена для кислородной резки листовой стали, пропан. Пр-во Россия Огонек  Машина шарнирнирно-консольного типа газорезательная (аналог АСШ-70). Пр-во Россия Орбита
Машина шарнирнирно-консольного типа газорезательная (аналог АСШ-70). Пр-во Россия Орбита  Переносная газорезательная машина. Выполняет обрезку труб и резку кромок под сварку со скосом под углом 0 - 40. Пр-во Россия
Переносная газорезательная машина. Выполняет обрезку труб и резку кромок под сварку со скосом под углом 0 - 40. Пр-во Россия