|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Таблице 4. Марка и применение различных бронз
Первое, что нужно сделать, готовясь к сварке - это очистить поверхность от окалины, от остатков формовочной смеси (если таковые имеются), других отложений. Зачистку надо проводить металлической щеткой до появления блеска металла. Затем следует этап разделки кромок V-образного профиля под 70 - 90°. После этого, учитывая вредность испарений оловянных бронз, закрепить соединяемые детали в зоне действия вытяжной вентиляции в нижнем положении, т.к. бронза обладает большой текучестью в расплавленном состоянии. Под будущий шов необходимо подвести подкладки из графита или асбеста. Сварку производить лучше всего ацетиленом, но можно применить и газы заменители (бутан, пропан). На горелке отрегулировать мягкое нормальное пламя из расчета 70 - 120 литров в час на 1 мм свариваемой толщины. На кромки деталей и на присадочный металл нанести флюс. Флюсы используются те же, что и при сварке меди. Если металл холодный, подогреть его до температуры 250 - 300°С. Затем расположить мундштук горелки под прямым углом к поверхности металла и расплавить соединяемые кромки и присадочный материал. Ядро пламени горелки должно находиться на расстоянии 7 - 10 мм от уровня расплавленного металла (сварочной ванны). Это необходимо для того, чтобы сварочная ванна не перегрелась и не началось выгорание олова. Хорошо перемешивать сварочную ванну присадочным прутком и периодически добавлять в жидкий металл флюс, который будет удалять образующиеся окислы. В качестве присадочного материала при сварке оловянных бронз надо использовать проволоку БрОФб, 5-0, 4 или БрОЦ4-3 с добавкой фосфора. Так же можно использовать бронзовые полоски, но только обязательно той же марки, что и свариваемый металл. По окончании сварочных работ произвести термообработку детали (изделия) и удалить остатки флюса путем промывки шва 2% раствором серной или азотной кислоты. Сварка алюминия и его сплавов. Газовая сварка алюминия процесс проблемный из-за того, что на расплавленном участке сразу образуется тугоплавкая пленка оксида алюминия. Для устранения этого явления используется присадочная проволока со специальными флюсами, которые растворяют пленку, преобразуя ее в шлак. Алюминиевые сплавы делятся на две группы: деформируемые и литейные. Наиболее распространенные деформируемые сплавы - это сплавы алюминия с марганцем (АМц) и магнием (АМг), а также термоупрочняемые сплавы с медью типов Д1 и Д6 (дюралюминий). Из литейных сплавов чаще всего применяются различные виды силумина (сплава алюминия с кремнием) типов Ал2. Ал4 и Ал9. В последние годы сварка деформируемых алюминиевых сплавов производится преимущественно дуговыми методами и, в частности, аргонодуговой сваркой. Газовая сварка используется при отсутствии такой возможности. Литейные алюминиевые сплавы хорошо поддаются газовой сварке и этот метод, наравне с аргонодуговой сваркой, широко применяется при заварке дефектов литья и при ремонте. Еще одна особенность, которую проявляют алюминиевые сплавы при сварке - это наличие высокого коэффициента линейного расширения (почти в два раза больше, чем у низкоуглеродистой стали). Следствием является то, что возникающие при сварке напряжения и деформации при сочетаний с чрезмерно быстрым охлаждением ведут к появлению трещин. Поэтому всякое отклонение от правильного режима сварки и охлаждения может привести к браку всего изделия. Правильный режим охлаждения заключается в следующих операциях: Укрыть отливку асбестом или засыпать песком и обеспечить после сварки медленное охлаждение, не оставляя ее на сквозняке или в холодном помещении. Произвести проковку отливки, совмещая ее с отжигом при температуре 300 - 350°С и с выдержкой в печи в течение 2 - 5 ч для снятия остаточных напряжений и улучшения механических свойств сварного соединения При сварке алюминиевых сплавов необходимо учитывать их склонность к порообразованию из-за растворения водорода, содержащегося в пламени. Для уменьшения вероятности возникновения пористости необходимо уменьшить скорость сварки и использовать предварительный подогрев свариваемых деталей. При газовой сварке алюминия и его сплавов чаще всего применяют ацетилен, но может быть применен и водород (для толщин до 1, 2 мм), пропанбутан (для толщин до 3 мм) и другие газы-заменители. Сварка должна производиться мягким (при давлении кислорода 0, 15 - 0, 2 МПа), нормальным пламенем. Использование пламени с избытком ацетилена приводит к увеличению пористости сварного соединения, а применение окислительного пламени недопустимо, так как оно благоприятствует образованию оксида алюминия. Основной вид соединений алюминия и его сплавов при газовой сварке - стыковой. Разделка кромок может быть самая различная. Нахлесточные и тавровые соединения не рекомендуются, т.к. из них трудно устранять флюсы и шлаки. Если деталь достигает толщины 10 мм и более, надо прогреть ее перед сваркой до температуры 300°С.
Таблица 5. Режимы сварки сплавов алюминия
Таблица 6. Присадочные материалы
Таблица 7. Степень свариваемости газом алюминия и его сплавов
Газовая сварка чугуна. Чугуны в зависимости от их структуры различаются на три вида - белые, серые и ковкие. Все три вида в свою очередь делятся на легированные и нелегированные. Белый чугун. Газосварочные работы с ним осуществляются только в части исправления брака литья, наплавки, наварки. Сам по себе белый чугун очень твердый металл, практически не обрабатываемый в машиностроении. Белый чугун - трудносвариваемый металл, очень жидкотекуч при сварке. Излом у него светлосерый. Серый чугун. Применяется как конструкционный металл. Степень свариваемости может быть как хорошей, так и плохой, в зависимости от его структуры. Есть простая практика определения свариваемости чугуна. Если излом у серого чугуна черный - свариваемость плохая. Излом крупнозернистый, с крупными включениями графита - ограниченная свариваемость. При светло-сером изломе свариваемость будет хорошей. Ковкий чугун. Наиболее применим в промышленности по причине хорошей обрабатываемости. Сам по себе ковкий чугун - это результат переработки белого чугуна. Суть этой переработки в том, что белый чугун подвергается медленному нагреву (томлению) в течение нескольких суток при температуре 900 - 1000°С. Затем такими же медленными темпами происходит охлаждение. Все три вида чугуна для конкретных целей могут быть легированы различными добавками для повышения их прочности и улучшения технологичности. Переходя к вопросу газовой сварки чугунных изделий, сразу оговоримся, что основной объем сварочных работ - это ремонт поврежденных или изношенных деталей или же исправление брака литья, обработки термической или механической. Способов сварки чугуна достаточно много. Прежде всего, сварка может проводиться как с расплавлением основного металла, так и без этого. В свою очередь, сварка с расплавлением металла делится на холодную и горячую сварку. А сварка без расплавления основного металла предполагает пайкосварку с чугунным присадочным материалом и латунным припоем. Горячая сварка чугуна. При горячей сварке обязателен предварительный подогрев свариваемых деталей. Детали при нагреве должны находиться в жестком закрепленном каркасе, что позволит устранить возникающие при нагреве напряжения, которые впоследствии, при сварке, могут привести к образованию трещин. Если нагрев носит местный характер, то жесткий каркас можно не применять. Крупные детали нагреваются до температуры 500 - 700°С, а небольшие до 300 - 400°С. Каким способом нагреть деталь, сварщик решает в зависимости от имеющихся условий. Конечно, лучше всего осуществить нагрев установками индукционного нагрева с применением токов промышленной частоты. Но чаще всего нагрев осуществляется пламенными горелками, паяльными лампами и, конечно же, горелками индукционного типа ЛГК-15 и ЛГК-25. При горячей сварке чугуна обязательно применение флюсов. Попадая в сварочную ванну, они предотвращают окисление кромок твердого металла, извлекают оксиды и неметаллические включения из расплавленного металла, а также способствуют образованию пленки, защищающей его от воздействия газов пламени и воздуха. Положительное влияние флюсов сказывается также в улучшении смачивания поверхности твердого металла жидким присадочным металлом. Кроме того, при сварке чугуна можно применять газообразный флюс БМ-1, который представляет собой смесь метилбората (70 - 75%) с метанолом (25 - 30%). Эта смесь в виде жидкости заливается в специальный флюсосмеситель типа КГФ-3, через который пропускается горячий газ для сварки. Поскольку флюс легко испаряется, пары его извлекаются горючим газом и подаются с ним по рукаву в горелку, где они сгорают в пламени. Процесс с использованием газообразного флюса называется газофлюсовой сваркой. Флюс БМ-1 обеспечивает получение густого, вязкого шлакового покрова на поверхности сварочной ванны. Холодная сварка чугуна. Холодная сварка не потребует предварительного нагрева деталей. Применима она в тех случаях, когда детали имеют возможность свободно расширяться без возникновения внутренних напряжений при нагревании и охлаждении. Подготовку кромок можно выполнить как механическим, так и термическим способом (расплавить кромки вдоль шва). При термическом способе жидкий чугун должен быстро удаляться присадочным прутком и тут же на кромки наносится флюс. Пламя, расплавляя кромки, удаляет жиры, которые могут глубоко проникнуть в пористый чугун. Сама газовая сварка осуществляется ацетиленокислородным пламенем. Горелки, которые используются при этом - универсальные Г2 и ГЗ (или их прототипы). Если применяются газы-заменители ацетилена, то используются уже специальные горелки ГЗУ. Можно использовать и горелки Г2 и ГЗ, но они должны быть обязательно укомплектованы наконечниками, которые на один номер больше, чем те, которые использовались при ацетиленокислородной сварке. Сама сварка производится нормальным пламенем или пламенем с небольшим избытком ацетилена. Если ацетилена будет много, это приведет к образованию пор. Если же процесс сварки будет вестись медленно и пламя при этом будет окисляющим, то в шве будет большое количество оксидов и шлаковых включений. Присадочным материалом будет служить чугунный пруток длиной от 400 до 700 мм. Мощность пламени и диаметр присадочного прутка выбирают с учетом толщины свариваемой детали. Есть определенная зависимость диаметра присадочного прутка, номера наконечника горелки и площади дефекта, которая сведена в таблице 8:
Таблица 8. Подбор расходных материалов
Таблица 9. Флюсы, применяемые при сварке (холодной, горячей) чугуна
Таблица 10. Чугунные присадочные прутки для газовой сварки
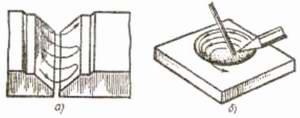
Последовательность технологических операций при проведении горячей сварки чугуна. Отчистка поверхности пламенем горелки или металлическим скребком (щеткой). Кромки надо разделать под углом 70° Подогрев детали. Мало- и среднегабаритные детали надо подогревать до температуры 300 - 400°С, а крупногабаритные до 500 - 600°С (до появления коричнево-красного цвета). Установка детали. Установить деталь в зоне действия вытяжной вентиляции с расположением дефекта в нижнем положении и горизонтальной плоскости (продолжительность перерыва между окончанием подогрева и началом сварки для небольших отливок несложной конфигурации не должна превышать 3 - 5 мин во избежание охлаждения детали ниже 400°С). Нагрев и обработка поверхности. Отрегулировать нормальное пламя удельной мощности 100 - 120 л/ч на 1 мм толщины металла и восстановительной ее частью (на расстоянии 2 - 3 мм от ядра), равномерно прогреть кромки дефекта до расплавления с одновременным нанесением флюса и равномерным распределением его по поверхности дефекта с помощью присадочного прутка. Заполнение места сварки присадочным металлом. Расплавить пруток наиболее горячей частью пламени (ближе к ядру) и заполнить дефект (трещину, ржавчину) расплавленным присадочным металлом, добавляя периодически флюс на кончике прутка. Вести сварку ванным способом (отдельными сварочными ваннами длиной 20 - 50 мм каждая) с поддержанием металла в жидком состоянии до полного заполнения дефекта присадочным металлом; при заварке краевых дефектов поддерживать ванну в полужидком состоянии (для исключения стекания металла) за счет периодического отведения пламени от места дефекта для охлаждения ванны и изменения угла наклона горелки к поверхности изделия с 80 до 10°. Удалять неметаллические включения из ванны в процессе сварки с помощью флюсования жидкого металла и интенсивного его перемешивания присадочным прутком. Окончание процесса сварки. Сначала надо медленно отвести горелку от поверхности ванны на 50 - 60 мм и наплавленный металл подогреть пламенем в течение 0, 5 -1, 5 мин, накрыть деталь листовым асбестом для замедленного охлаждения металла шва и обеспечения свойств сварного соединения, равноценных со свойствами основного металла. Последним следует этап термообработки. Детали нагреваются, мелкие до 300 - 400°С, крупные до 500 - 600°С с последующим медленным охлаждением. Последовательность технологических операций при проведении низкотемпературной пайкосварки чугуна. Подготовка места наплавки и прилегающей поверхности (очищаются от грязи, оксидов, других загрязнений). Очистка производится пламенем горелки и металлической щеткой. Разделка будущего места наплавки (зубило, сверло, фреза, другие механические способы обработки поверхности). Схематично разделка дефекта под пайкосварку изображена на рис.6.
Рис.6. Схема процесса низкотемпературной пайка-сварки чугуна чугунным присадочным материалом при исправлении дефектов: а - с продольной разделкой; б - с дефектом типа раковин
Установка и нагрев детали. Сама деталь должна быть установлена в зоне действия вытяжной вентиляции с расположением дефекта в нижнем положении и горизонтальной плоскости. Нагреть поверхности разделочного дефекта и металл в зоне дефекта до 300 - 350°С. Нанести на поверхность дефекта флюс и нагреть его факелом пламени, а не ядром, во избежание выдувания. Горелку наклонить под углом 50 - 60°. На рис. представлена пайкосварка правым способом. Продолжить нагрев кромки дефекта до температуры 750 - 800°С при использовании прутков УНЧ-2 и флюса МАФ-1 или до 900 - 950°С при применении прутков НЧ-2 и флюса ФСЧ2. Одновременно нагреть конец прутка до оплавления и обмакнуть его во флюс. Равномерно распределить флюс на поверхности дефекта концом прутка. Расплавить конец прутка трением его о нагретую поверхность. Заполнение места разделки расплавленным металлом. Для этого расплавить пруток наиболее горячей частью факела пламени (на 2 - 3 мм от ядра). Заполнить объем разделки каплями жидкого присадочного металла и ванным методом, перемещая горелку и пруток по винтовой восходящей линии или круговыми движениями, в зависимости от вида дефекта. Производить наплавку за один проход при толщине металла до 6 мм и в два прохода при толщине 8 - 12 мм. Периодически добавлять флюс в расплавленный металл и непрерывно перемешивать металл прутком, касаясь стенок дефекта.
Рис.7. Правый способ пайкосварки. 1 - движение горелки; 2 - движение прутка; 3 - движение горелки и прутка. Правильное охлаждение места напайки (заварки). Заваренный участок медленно охлаждается под пламенем горелки в течение 1, 5 - 3 мин. После этого, обеспечивая замедленное охлаждение, медленно отвести горелку. Очистить шов от остатков флюса и промыть его водой Газовая сварка легированных сталей. Решая вопрос о применении газовой сварки для соединения легированных сталей, имеющих в своем составе молибден, хром, никель, титан и другие элементы, надо хорошо знать те особенности, которыми эти стали обладают. В принципе применимость газовой сварки определяется химическим составом каждого конкретного вида легированных сталей. По отношению к некоторым сталям газовая сварка не рекомендуется. Высокохромистая сталь - в ней при продолжительном нагреве происходит рост зерен из-за высокого наличия в химическом составе хрома - более 15%. А так как газовая сварка предполагает длительное термическое воздействие (в отличие от дуговой сварки), то применение газовой сварки нежелательно вообще. Хромистая сталь, как это и очевидно, имеет в своем составе меньше хрома, чем высокохромистая. Нежелательного роста зерен не будет, но эта сталь имеет ярко определенную тенденцию к закалке на воздухе, что неизбежно приведет к появлению трещин. Избежать этого можно, если замедлить остывание шва. Для этого, отводя горелку от шва при окончании работ, надо продолжать нагревать металл пламенем в радиусе 30 -40 мм от готового шва. Ввиду этого можно сделать вывод, что газовая сварка для хромистых сталей применима, но только при условии соблюдения правильного термического режима. Хромоникелевая сталь. Газовая сварка этой стали с применением газов-заменителей ацетилена исключена. Сварка ацетиленом возможна, но только при условии применения специальных флюсов и если толщина металла не превышает 1 - 2 мм. Последующая термическая обработка шва обязательна. Но и при соблюдении всех перечисленных условий механические свойства шва, выполненного газовой сваркой, будут ниже, чем у основного металла. Если это неприемлемо, то сварку надо вести только электродами со специальными покрытиями. Лучше всего сварку осуществлять аргонодуговым методом. Практика показала, что этот вид сварки дает самые качественные швы при соединении хромоникелевых сталей. Молибденовая сталь (включая и хромомолибденовую) также, как и хромистые стали, имеет тенденцию к закалке на воздухе при температуре ниже 0°С. Поэтому газовую сварку можно вести только после того, как деталь подогрета до 250 - 300°С. Особенно это важно при сварке в условиях отрицательных температур и при толщинах металла более 10 мм. После газовой сварки обязательна термообработка с замедленным остыванием шва. При соблюдении всех перечисленных условий газовая сварка возможна. Хромомолибденовая сталь. Противопоказаний по газовой сварке нет при соблюдении условий, изложенных в таблице для легированных сталей. Газовая сварка углеродистых сталей. Применимость газовой сварки при работе с углеродистыми сталями определяется процентом наличия в них углерода. Чем меньше углерода, тем выше оценка свариваемости. Поэтому при работе с высокоуглеродистой сталью рекомендуется пайка или наплавка, а газовую сварку следует исключить. Низкоуглеродистая сталь. Если предполагается работа с листами (деталями толщиной до 5 мм), то никаких осложнений не предвидится. Хороший результат будет получен без применения флюсов вообще. Рабочим газом при этом должен быть ацетиленокислород. После сварки рекомендуется проковка готового шва при температуре вишнево-красного каления. Далее сваренное изделие необходимо охлаждать в замедленном темпе. Чтобы исключить появление пористости, необходимо использовать присадочный материал, в котором процент содержания углерода меньше, чем в основном металле. В случае, если предполагается сварка толщин более 5 мм, лучше применить дуговую сварку с применением плавящихся электродов, работающих в среде углекислого газа. Если приходится использовать в качестве горючего газа пропан, бутан или природный газ, то надо быть готовым к тому, что качество шва будет ниже, чем в случае с ацетиленкислородом. Среднеуглеродистая сталь. Так же, как хромистая и молибденовая стали, имеет тенденцию к закалке на воздухе. А это - угроза появления трещин. Послесварочная доводка шва включает в себя правильную термообработку, обеспечивающую замедленное охлаждение шва. Горючий газ, который обеспечивает выполнение качественного шва - ацетиленокислород. Применение газов-заменителей исключено. Но и ацетиленкислород при сварке сталей с содержанием углерода выше 0, 4% не сможет гарантировать качественный шов. Качественный шов будет только в случае применения дуговой сварки. Резка металла Кислородная резка По назначению кислородную резку делят на разделительную и поверхностную. Разделительная резка предназначена для вырезки заготовок, раскроя листов и для других работ, связанных с разрезкой металла на несколько частей. Поверхностная резка предназначена для разделки канавок на металле, удаления поверхностных дефектов на отливках, прокате и сварных швах, удаления головок заклепок, снятия поверхностного слоя металла и ряда других работ. По способу выполнения кислородную резку делят на ручную и машинную. Ручную резку выполняют специальным резаком, машинную — на специальных газорезательных полуавтоматах и автоматах. Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 904; Нарушение авторского права страницы