ИСТОЧНИКИ ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ

I.Сварочные трансформаторы.
Одной из особенностей сварочной дуги переменного тока является периодическое изменение тока и напряжения ИП из-за перерывов в горении дуги при переходе кривой тока через нулевые значения (дуга гаснет). Внешне это проявляется резким звуком горящей дуги и повышенным разбрызгиванием жидкого металла. Все сварочные трансформаторы являются трансформаторами напряжения. Вольт-амперные характеристики трансформаторов, применяемых для ручной дуговой сварки, являются крутопадающими. Для повышения стабильности горения дуги увеличивают индуктивное сопротивление цепи дуги, для чего в цепь вторичной обмотки трансформатора обычно включают дополнительную реактивную катушку.
Наиболее распространёнными являются трансформаторы с так называемым увеличенным магнитным рассеянием. В этих трансформаторах катушки обмоток разнесены по стержню магнитопровода. При работе трансформатора часть магнитных потоков замыкается в воздухе вне магнитопровода и рассеивается, что и дало название этим аппаратам. Регулировка тока в таких трансформаторах осуществляется изменением магнитных потоков путем раздвижения катушек обмоток по высоте магнитопровода (отечественные трансформаторы серии ТД) или введением в окно магнитопровода подвижных шунтов из магнитного материала (трансформаторы серии ТДМ). В более мощных трансформаторах, применяемых для автоматической и электрошлаковой сварки, используют регулировку магнитными шунтами - специальными дросселями, размещёнными в окне магнитопровода
и управляемыми током низкого напряжения  (трансформаторы ТДФ).
(трансформаторы ТДФ).
Трансформаторы с увеличенным магнитным рассеянием имеют, как правило, падающую или крутопадающую вольт-амперную характеристику.
Другой, менее распространённый тип сварочных трансформаторов - трансформаторы с нормальным магнитным рассеянием. В этих аппаратах катушки первичной и вторичной обмоток располагаются концентрично на замкнутом магнитопроводе стержневого типа, поэтому рассеяние магнитных потоков практически отсутствует. Благодаря этому вольт-амперная характеристика получается пологопадающей или жёсткой. Регулировка таких трансформаторов осуществляется введением в цепь вторичной обмотки дополнительной индуктивности, за счёт которой и происходит настройка тока. В зависимости от расположения дополнительной индуктивности различают трансформаторы с совмещённой и с раздельной реактивной катушкой.
Для сварочных трансформаторов специализированных источников питания используются схемы с так называемым дросселем насыщения. При этой схеме реактивная катушка собирается из нескольких обмоток на двухоконном магнитопроводе броневого типа; витки реактивной катушки намотаны на крайних стержнях магнитопровода, а на среднем стержне намотана управляемая обмотка, питаемая постоянным током, называемым током намагничивания. Регулируя ток намагничивания, можно изменять в широких пределах ток во вторичном контуре трансформатора, т.е. ток сварки. Отдельную группу составляют мощные промышленные трансформаторы с регулировкой тока посредством тиристорного ключа, подключенного во вторичном контуре. Примером такого оборудования могут служить трансформаторы серии ТДФЖ с жёсткой вольт-амперной характеристикой, применяемые для автоматической сварки под флюсом.
II. Сварочные выпрямители.
Сварка на постоянном токе обеспечивает получение сварного соединения более высокого качества по сравнению со сваркой на переменном токе. Из-за отсутствия нулевых значений тока повышается стабильность горения дуги, увеличивается глубина проплавления, снижается разбрызгивание, улучшается защита дуги, повышаются прочностные характеристики металла сварного шва, снижается количество дефектов шва, а пониженное разбрызгивание улучшает использование присадочного материала и упрощает операции зачистки сварного соединения от шлака и застывших брызг металла. Всё это привело к тому, что для сварки качественных швов ответственных соединений больше применяют сварку на постоянном токе. Кроме того, многие материалы - высоколегированные и теплоустойчивые стали, чугуны, титан, сплавы на основе меди и никеля - свариваются только на постоянном токе. В частности, для полуавтоматической сварки металлической проволокой в среде защитных газов (метод MIG/MAG) - наиболее производительного и универсального метода сварки - применяют именно ИП постоянного тока.
Сварочными выпрямителями называются источники питания, в которых постоянный ток получается путём выпрямления переменного тока промышленной частоты с использованием полупроводниковых вентилей. Общими элементами для сварочных выпрямителей являются силовой трансформатор, выпрямительный блок и блоки пускорегулирующей, измерительной и защитной аппаратуры.
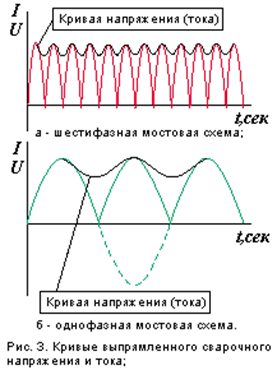
Наиболее рациональным в выпрямителях оказывается применение трёхфазного тока. Для питания выпрямительного блока (ВБ) обычно используют понижающие трёхфазные силовые трансформаторы, по устройству и принципу действия аналогичные описанным в предыдущем разделе. Сам ВБ собирается либо по трёхфазной мостовой схеме, либо по шестифазной мостовой схеме с уравнительным реактором - разнесёнными вторичными обмотками силового трансформатора, соединёнными в две " звезды" (схема Ларионова - Гретца). У обеих схем повторяемость напряжения равна шестикратной частоте питающего тока (для обычного переменного тока промышленной частоты - 300 Гц). Это позволяет получить выпрямленный ток, у которого пульсации напряжения меньше, чем при использовании обычной однофазной мостовой двухполупериодной схемы, собранной на четырёх вентилях (четырёхвентильные мостовые схемы обычно используются в более простых выпрямителях бытового класса).
За счёт использования специальных стабилизаторов напряжения, включаемых в сварочный контур, удаётся получить гладкую кривую тока с минимальными пульсациями выпрямленного напряжения. Для выпрямления тока используют неуправляемые полупроводниковые вентили - кремниевые или селеновые диоды - и управляемые вентили - тиристоры (обычно кремниевые). Кремниевые диоды имеют небольшие размеры и высокую теплостойкость, но очень чувствительны к токовым перегрузкам. Селеновые вентили допускают меньшие значения силы тока, но имеют высокую стойкость к перегрузкам и малый разброс характеристик. Их использование значительно упрощает общую схему выпрямителя и повышает его стойкость к перегрузкам по току. Использование тиристоров требует применения специальных блоков управления открыванием тиристоров, и обычно тиристоры устанавливают на более мощном и дорогом промышленном оборудовании.
Полупроводниковые вентили требуют определённого температурного и токового режима. Поэтому немаловажными элементами любого сварочного выпрямителя являются системы охлаждения ВБ: радиаторы охлаждения вентилей, вентилятор, включающийся перед пуском выпрямителя, блоки защиты от токовых перегрузок (плавкие предохранители или реле защиты по току) и тепловые предохранители - термостат и ветровое реле, отключающие выпрямитель при перегреве ВБ или при выходе из строя вентилятора.
Регулирование тока сварки в сварочных выпрямителях осуществляется двумя путями - электромеханическим и электрическим. В выпрямителях с электромеханической регулировкой изменение тока происходит до ВБ, то есть на выпрямляющие вентили в каждой фазе поступает переменный ток, имеющий силу тока и напряжение заданных сварочных параметров. Применяемые в этом случае силовые трансформаторы с увеличенным магнитным рассеянием (с раздвижными катушками) и трансформаторы с нормальным магнитным рассеянием (с управляемым магнитным шунтом) описаны в предыдущем разделе.

Хочется упомянуть о других типах электромеханической регулировки тока сварки в сварочных выпрямителях. В первую очередь, это наиболее распространённые выпрямители с секционированными обмотками силового трансформатора, у которых первичная обмотка силового трансформатора состоит из нескольких катушек на общем сердечнике, которые подключаются последовательно посредством галетного переключателя, при этом происходит ступенчатое изменение тока в первичной цепи силового трансформатора. Такие выпрямители дёшевы, просты в изготовлении и надёжны в эксплуатации. Они имеют жёсткую вольт-амперную характеристику и целесообразны для полуавтоматической сварки в среде защитных газов (метод MIG/MAG), т.е. в тех случаях, когда после ИП возможна ещё одна регулировка тока (плавная в пределах каждой ступени).
Во-вторых, это выпрямители с вольтодобавочными трансформаторами (ВДТ), включаемыми последовательно во вторичную цепь силового трансформатора; встречное или согласное включение вторичных обмоток силового трансформатора и ВДТ позволяет ступенчато менять силу тока. Плавное регулирование (в пределах каждой ступени) осуществляется изменением напряжения в первичной обмотке ВДТ. Такие схемы позволяют получить жёсткие вольт-амперные характеристики (для полуавтоматической сварки в среде защитных газов) и проводить настройку режима сварки дистанционно. В этом типе выпрямителей используют силовые трансформаторы с нормальным магнитным рассеянием и дросселем насыщения. Это позволяет вводить обратные связи и стабилизирует работу ИП в заданном режиме, а сам выпрямитель имеет крутопадающую вольт-амперную характеристику, применяемую для ручной дуговой сварки плавящимися электродами (тиристорный выпрямитель ТИР-300 с дросселем насыщения ).
Электрические схемы регулировки сварочных выпрямителей построены на изменении тока сварки после ВБ или непосредственно в ВБ. Выпрямители с транзисторными регуляторами тока основаны на принципе управления сильным током за счёт изменения более слабого тока. В этих схемах после ВБ последовательно сварочной дуге включается блок транзисторов, соединённых параллельно. Это позволяет в широких пределах изменять ток дуги. Применение транзисторных схем регулировки тока даёт крутопадающую вольт-амперную характеристику с широким спектром регулировок по току и высокостабильной дугой, что позволяет применять такие выпрямители для автоматической аргоно-дуговой сварки неплавящимся электродом (метод TIG) высоколегированных сталей и сплавов на основе меди или алюминия.
Более простой и распространенной является схема выпрямителя с тиристорными регуляторами тока, в которых в качестве выпрямительных вентилей используют полупроводниковые тиристоры. Формирование вольт-амперных характеристик таких выпрямителей осуществляется за счёт временного сдвига управляющих импульсов тиристоров, подаваемых блоком фазоимпульсного управления. Изменением времени подачи управляющих импульсов регулируется поочерёдное открытие тиристоров той или иной ветви шестифазной мостовой схемы и меняется ток дуги. Это позволяет осуществлять плавную регулировку (в том числе и дистанционную) тока сварки и получать дугу с высокой стабилизацией по току и напряжению. По таким схемам построены широко известные выпрямители типа ВСВУ для ручной дуговой сварки плавящимися электродами (с крутопадающей вольт-амперной характеристикой) и ВДГ для полуавтоматической сварки в среде защитных газов (с пологопадающей вольт-амперной характеристикой). Дальнейшим развитием схемы выпрямителей с тиристорным регулированием явились выпрямители серии ВДУ с двойной вольт-амперной характеристикой - крутопадающей и пологопадающей.

Силовой трансформатор этих выпрямителей имеет две вторичные обмотки, и их переключение позволяет получать двойную вольт-амперную характеристику и делает возможным использование выпрямителя как для ручной, так и для полуавтоматической сварки.
Для сварки в цеховых условиях часто используют многопостовые выпрямители, имеющие достаточную мощность и способные выдерживать большие перегрузки как по величине тока, так и по скорости нарастания тока сварки. В основном многопостовые выпрямители имеют жёсткие вольт-амперные характеристики и предназначены для ручной дуговой сварки плавящимися электродами. В этом случае к выходным клеммам ИП подключается шинопровод из двух медных или алюминиевых полос, закреплённых на изоляторах на стенах или металлоконструкциях цеха. Управление током каждого сварочного поста осуществляется так называемыми балластными реостатами, представляющими собой устройство с набором элементов сопротивления из фехралевой или нихромовой проволоки и переключателями для коммутирования ступеней сопротивления в параллельном соединении. Включение ступеней балластного реостата позволяет регулировать ток сварки одного поста, а за счёт падения напряжения формируется крутопадающая вольт-амперная характеристика. Такие схемы приняты при использовании многопостовых выпрямителей ВКСМ-1000, ВДМ-1001, ВДМ-1201, ВДМ-1601 с балластными реостатами РБ-301 или РБ-302. Все эти выпрямители называются неуправляемыми, так как на выходе всегда подаётся одно и то же значение сварочного тока, равное номинальному. К управляемым многопостовым выпрямителям можно отнести выпрямитель ВДУМ-4х401, имеющий двойную (жёсткую и пологопадающую) вольт-амперную характеристику и предназначенный для питания четырёх постов ручной или полуавтоматической сварки.

II.Сварочные генераторы.
Во всех рассмотренных выше источниках питания преобразование тока происходит за счёт электрических и электромагнитных процессов при отсутствии вращающихся деталей и узлов (за исключением элементов механических систем регулировки тока), поэтому такие ИП называют статическими. Однако раньше статических ИП были разработаны вращающиеся источники питания, называемые сварочными генераторами. Отличительной особенностью сварочных генераторов является наличие в них вращающегося якоря, приводимого в движение внешним приводом. Принцип действия сварочного генератора аналогичен работе любого генератора постоянного тока. Сварочные установки на основе генераторов с приводом от электродвигателя называются сварочными преобразователями, с приводом от двигателя внутреннего сгорания (бензинового или дизельного) - сварочными агрегатами.
За счёт взаимодействия магнитных потоков в якоре и статоре генератора происходит формирование сварочного тока. Генераторы имеют широкий спектр вольт-амперных характеристик: крутопадающие, крутопадающие в сочетании с пологопадающими, жёсткие в сочетании с возрастающими. Конструктивно различают генераторы с независимыми обмотками возбуждения статора и генераторы с самовозбуждающимися обмотками.
Генераторы с независимыми обмотками возбуждения требуют дополнительно отдельного источника тока. Двойные вольт-амперные характеристики генераторов формируются за счёт подключения намагничивающих последовательных обмоток возбуждения; при их включении вольт-амперная характеристика будет иметь крутопадающую форму, при отключенной намагничивающей обмотке вольт-амперная характеристика генератора будет пологопадающей. Для питания намагничивающих обмоток возбуждения требуется автономный источник постоянного тока, поэтому такой тип генератора обычно применяют в тех случаях, когда в качестве привода используется электродвигатель переменного тока.
В генераторах с самовозбуждением для получения постоянного напряжения на коллекторе устанавливают промежуточную щетку, расположенную между двумя основными. За счет постоянного сдвига фаз между промежуточной и основными щетками, равному p/4, напряжение между промежуточной щеткой и опережающей ее основной щеткой будет постоянным, и может быть использовано для питания намагничивающих обмоток возбуждения. Такие генераторы обычно применяют в мобильных сварочных агрегатах с приводом от двигателя внутреннего сгорания.

Вращающиеся сварочные источники питания просты и дёшевы в изготовлении и эксплуатации, однако вредные условия действующего производства (высокая влажность, масляные пары, пыль с наличием абразивных частиц) приводят к быстрому выходу из строя пары трения " щётки - коллектор", поэтому более совершенной является схема вентильного генератора, в котором роль коллектора выполняет бесконтактное полупроводниковое выпрямительное устройство. В этих генераторах обмотка возбуждения закреплена на корпусе статора, а обмотка самого статора является трехфазной и размещена на статоре с постоянным сдвигом фаз. При вращении якоря его магнитное поле индуцирует в статоре синусоидальные трехфазные токи со сдвигом фаз 2p/3. Частота этих токов определяется частотой вращения якоря и числом пар полюсов статора. Далее трехфазный ток, снимаемый с обмотки статора, преобразуется в постоянный в выпрямительном блоке, построенном обычно по трёхфазной мостовой схеме. За счёт большого индуктивного сопротивления обмотки статора вольт-амперная характеристика такого генератора будет падающей. Бесколлекторные генераторы (например, ГД-4004) надёжнее в работе, но более требовательны к температурным перепадам, условиям охлаждения полупроводниковых вентилей и точности выдерживания частоты вращения привода.
Сварочные инверторы.
Наиболее современными и технически сложными источниками сварочного тока являются сварочные инверторы. В отличие от статических ИП так называемых " классических" типов (т.е. трансформаторов и выпрямителей), у инверторов отсутствует силовой трансформатор. Вся работа сварочного инвертора построена на принципе фазового сдвига (инверсии) напряжения, осуществляемого электронной микропроцессорной схемой с покаскадным усилением тока (обычно микропроцессором типа IGBT). За счёт применения такого принципа удаётся получить широкий спектр вольт-амперных характеристик - от крутопадающей до возрастающей - с очень гладкой кривой тока, отклонения которого снижены до уровня десятых долей процента, что позволяет добиваться высокого качества сварки.

Включение в схему высокочастотного генератора расширяет сферу применения инверторных источников питания и позволяет использовать их практически для любого метода дуговой сварки и для плазменной резки.За счёт небольшой массы инверторы малой мощности очень перспективны для использования при монтаже особо ответственных металлоконструкций и трубопроводов, к сварным соединениям которых предъявляются повышенные требования, а условия работы не позволяют применять громоздкое промышленное оборудование, предназначенное для работы в цеховых условиях. Мощные инверторы промышленного типа позволяют создавать сварочные комплексы для любого вида дуговой сварки, построенные по модульному принципу на основе одного источника тока. Все инверторы имеют плавную регулировку сварочного тока, а цифровая схема микропроцессора и введение ячеек памяти позволяет организовать запоминание нескольких наиболее часто применяемых режимов сварки.
Наличие сложной и дорогой электроники, требующей особых условий охлаждения, резко увеличивает стоимость инверторных источников, но высокое качество получаемых сварных соединений и широкий спектр методов сварки делает их наиболее перспективными для промышленного применения, особенно при производстве сложных и ответственных металлоконструкций из различных материалов.
Популярное:
