|
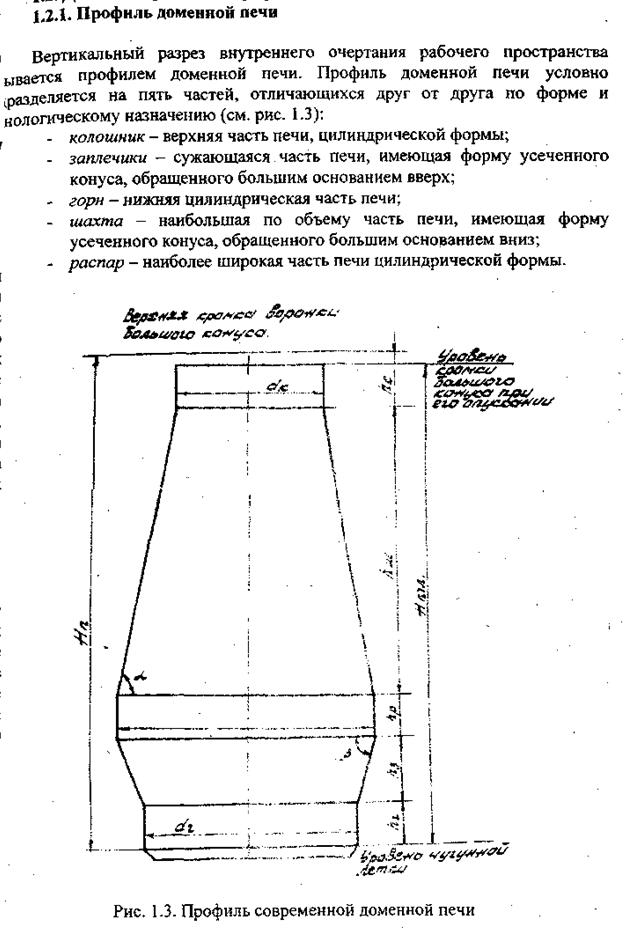
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Лекция 10. Проектирование доменного производства, конструирование доменных печей
Доменная печь относится к числу правильных агрегатов шахтного типа. Рабочим пространством доменной печи называется объем, ограниченный огнеупорной футеровки. Очертание рабочего пространства называется профилем доменной печи. В горизонтальных сечениях профиль печи представляет окружности переменного диаметра, а в вертикальном сечении по оси печи - сложную симметричную конфигурацию. Форма и размеры профиля доменной печи обусловлены физико-химическими, газодинамическими и механическими процессами, протекающими в рабочем пространстве доменной печи.[1] Исходя из условий этих процессов профиль печи делится на пять частей, различающихся конфигурацией и размерами. Нижняя цилиндрическая часть печи называется горном. К горну примыкает расширяющаяся кверху коническая часть, называемая заплечиками. Наиболее широкая часть печи, имеющая форму цилиндра, называется распаром. Сверху к распару примыкает наибольшая по объему часть печи -шахта, имеющая форму сужающего кверху усеченного конуса. Наиболее узкая верхняя цилиндрическая часть, соединяющаяся с шахтой, называется колошником. Сумма объемов перечисленных частей профиля составляет объем рабочего пространства доменной печи. Основным размером доменной печи является полезный объем - этообъем рабочего пространства печи, ограниченный снизу горизонтальной плоскостью, проходящей через ось чугунной летки, а сверху – горизонтально плоскостью, проходящей через основание большого конуса засыпанного аппарата в опущенном положении.[3] Важнейшими размерами профиля доменной печи являются полезная и полная высота печи; высота горна, заплечиков, распара, шахты и колошника; диаметры горна, распара и колошника; углы наклона стан шахты и заплечиков. Высотные и поперечные размеры профиля и углы наклона стен взаимосвязаны. Изменение одного из этих размеров вызывает изменение и других размеров. Фундамент доменной печи является одним из ответственных элементов всего комплекса печи. Он служит для равномерной передачи давления печи и шихты на грунт и представляет собой железобетонный массив, состоящим из наземной части, называемой пнем, и подземной части, называемой подошвой.
Рисунок 1 - Фундамент печи.
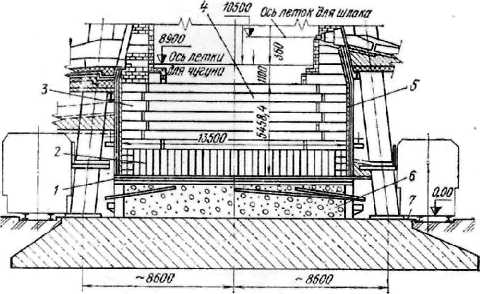
Наземную часть фундамента - пень - выполняют из жароупорного бетона, в состав которого входят портландцемент марки не ниже 400, шамотный порошок такого же помола, как и портландцемент" и бой шамотного кирпича. Такой бетон имеет огнеупорность 1400 - 1500 С и предел прочности на сжатие 1, 37 - 1, 67 кПа. Нижнюю часть - подошву - выполняют из обычного бетона в виде восьмиугольной плиты толщиной около 4 м.[2] На подошву фундамента печи опираются стальные колонны, воспринимающие через специальное кольцо (маратор) нагрузку от массы шахты и колошникового устройства. Крепление колонн к фундаменту осуществляется индивидуально или на одной опорном металлическом кольце, уложенном в фундамент, что обеспечивает жесткость системы в случае возникновения в фундаменте трещин. Для более равномерной передачи нагрузки на фундамент под кольцом устанавливают башмаки, расширяющие опорную площадь каждой колонны. Современные доменные пени заключены в сплошной металлический кожух, состоящий из ряда цилиндрических и конических поясов. Кожух обеспечивает большую надежность и безопасность эксплуатации печей, а в ряде случаев является еще и несущей конструкцией, воспринимая нагрузку от массы колошниковой площади со всеми устройствами. Материалом для кожуха печи служит малоуглеродистая или низколегированная сталь. Она обладает достаточной пластичностью и хорошо противостоит воздействию переменных температур и перенапряжений вокруг отверстий для фурм, леток и холодильников. Толщина кожуха выбирается в зависимости от размера и зоны печи. Толщина кожуха лещади и горна 36 - 40, заплечиков 30, шахты и колошника 24 - 36 мм. Кожух печи выполняют цельносварным, что особенно важно при работе печи на повышенном давлении газа. Места выхода водопроводных труб холодильников, а также болты крепления холодильников к кожуху тщательно обваривают, предупреждая продувы газa. Вырезу в кожухе для установки арматуры фурменных устройств, шлаковых и чугунных леток усиливаются металлическими листовыми накладками или крепежными фланцами.[1] Для обслуживания печи на различных горизонтах вокруг кожуха расположены площадки, связанные между собой лестницами и имеющие выход в сторону лифта. Лещадь и горн, наиболее ответственные участки доменной печи. Лещадь современной печи выполняют из углеродистых высоко глинозем истых огнеупоров. После сооружения фундамента на поверхность пня укладывают металлическое днище толщиной 180 мм в виде донных холодильников с запитыми трубами диаметром 140 мм, предназначенными для охлаждения лещади и фундамента принудительной подачей воздуха. Нижнюю часть лещади, опирающуюся на днище, на высоту 1600 мм выкладывают графитизированными блоками, причем в центральном круге лещади блоки устанавливают вертикально, а на периферии - горизонтально. В нижней части горна на расстоянии 600 - 1700 мм от лещади располагают отверстие для периодического выпуска чугуна. Доменные печи большой производительности (2002 м и более) оборудуют двумя чугунными летками, расположенными в плане под углом 1о0" друг к другу, что позволяет увеличить число выпусков чугуна до 14 - 15 в сутки и обеспечить качественное выполнение горновых работ у чугунных леток.
Чугунная летка является наиболее уязвимым местом в конструкции горна, так как через нее проходит огромное количество чугуна и шлака, которые размывают огнеупорную футеровку летки. Кроме того, легочное отверстие ослабляет кожух печи.[2] Кроме чугунных леток, горн оборудуют шлаковыми летками, предназначенными для выпуска из печи верхнего шлака. На печах полезным объемом более 700 м шлаковых леток две. Шлаковые летки располагают на высоте 1400 - 1800 мм от уровня чугунной летки гак, чтобы они не находились под воздушными фурмами. В плане шлаковые летки располагают по возможности дальше друг от друга и от чугунных леток, насколько позволяют железнодорожные пути для уборки продуктов плавки и размещение горнового оборудования. На доменной печи с полезным объемом 2002 кг и двумя чугунными летками шлаковые летки расположены под углом 90 друг к другу и под углом 55 к чугунным леткам.
Рисунок 3 - Шлаковая летка
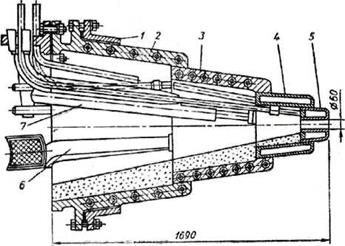
В верхней части горна на расстоянии 2700 - 3400 мм от уровня чугунной летки по окружности горка с рапными промежутками устанавливают воздушные формы, через которые в печь поступают нагретое до 1100 - 1200° С дутье, природный газ и другие добавки. Комплекс устройств, служащих для подвода дутья в горн из кольцевого воздухопровода, называется фурменным прибором. Кладку заплечиков выполняют тонкостенной из шамотного кирпича, укладываемого впритык к холодильникам на пластифицированном шамотноглинистом растворе с обязательной перевязкой вертикальных швов. Толщина стен заплечиков 230 или чаще 345 мм.[1] Кладка заплечиков подвергается интенсивному износу и быстро разгорает. На месте кладки вследствие интенсивного охлаждения на внутренней поверхности ребристых холодильников образуется значительный слой гарниссажа, который и защищает холодильники от действия высокой температуры и жидких продуктов плавки. Кладка распара может быть либо тонкостенной (230 - 345 мм), либо толстостенной (690 мм). В первом случае охлаждение кладки осуществляют плитовыми ребристыми холодильниками с залитым кирпичом, опоясывающими распар, во втором случае специальными горизонтальными мараторными холодильниками в виде чугунной плиты с залитым в торце огнеупорным кирпичом. Кладка шахты толстостенная из шамотного кирпича класса Б. Ее выполняют концентрическими кольцами с горизонтальной укладкой кирпича и с соблюдением перевязки вертикальных, радиальных и кольцевых швов, что достигается смещением горизонтальных рядов кладки и применением кирпича различной длины. Кирпич укладывают на шамотно-глинистом растворе с добавлением жидкого стекла. Толщина радиальных и кольцевых швов не должна превышать 1, 5 и 2, 5 мм соответственно. Футеровку колошниковой части печи выполняют из стальных плит, противостоящих ударной нагрузке ссыпающихся при загрузке в доменную печь шихтовых материалов. Стальные неохлаждаемые плиты в виде сегментов соединяются между собой болтами и крепятся к кожуху печи при помощи серег, кронштейнов и штырей. Такая подвеска обеспечивает свободный рост кладки, если для этого не хватит компенсационного зазора между кладкой шахты и плитами колошника. Верхняя часть кожуха печи называется куполом, к которому крепится опорное кольцо засыпного аппарата. Для предохранения кожуха от действия высоких температур купольную масть печи изнутри футеруют чугунными неохлаждаемыми плитами с залитым на плашку кирпичом. Зазоры между плитами забивают чугунной замазкой, а между плитами а кожухом -шамот но цементным раствором густой консистенции. Над колошниковой частью печи распложено колошниковое устройство. Оно состоит из комплекса механизмов для загрузки доменной печи и системы металлоконструкций, предназначенных для размещения, монтажа, ремонта и обслуживании механизмов загрузки. Колошниковое устройство включает также газопроводы с атмосферными клапанами и систему уравнительных клапанов и газопроводов при работе печи на повышенном давлении газа.[3] Фурменный прибор Конструкция Дутье подводится от воздухонагревателей к воздуш-ным фурмам по кольцевой трубе диаметром в свету от 800 до 1500 мм. Труба проходит вокруг печи ( см. рис.2) и обычно подвешивается к ее колоннам. Трубопровод горяче-го дутья делали клепаным, а в настоящее время делают сварным из листов толщиной 8-12 мм. Клепаные швы должны быть плотными, тщательно расчеканены или обва-рены. Трубы футеруют шамотным кирпичом обычно на толщину 230 мм. Для уменьшения тепловых потерь между кирпичом и кожухом укладывают слой толщиной 10-20 мм из асбестового картона, или асбестовых листов, или асбесто- глинистую набойку. Кольцевые трубы соединены с фурмами воздухо-проводящими рукавами (см. рис.2 ). Применяемый в настоящее время фурменный прибор ( рис.46 ) состоит из полой охлаждаемой водой медной фурмы ( штампованной или литой ), литого медного холо-дильника, чугунной амбразуры с залитой в нее охлаждаю-щей спиральной трубкой, сопла, подвижного колена с гляделкой и неподвижного колена с шарниром. Фурме, холодильнику и амбразуре придают коническую форму, чтобы облегчить смену их в случае прогара. Воздушная фурма имеет диаметр в свету от 120 до 300 мм. Фурму высовывают внутрь горна на 200-300 мм ( чаще 250-275 мм ) и устанавливают в конической заточке
Фурма с соплом, сопло с подвижным коленом и подвижное колено с неподвижным коленом соединяются посредством шлифованных шаровых заточек. Это сохраняет плотность сопряжений при возможных перемещениях кольцевой трубы горячего дутья. Фурму, ее холодильник и амбразуру устанавливают в стене фурменной зоны. Щели между амбразурой и наруж-ными холодильниками для охлаждения кладки заделывают чугунной замазкой, а внутри кладки – огнеупорным раство-ром. Подвижное колено подвешивают к неподвижному колену на двух шарнирных подвесках с клиньями. Затяги-вая клинья, можно обеспечить плотность сопряжения шарнирных поверхностей в рабочем положении, а ослабляя – возможность поворота подвижного колена, которое продолжает висеть на подвесках. При помощи натяжного шарнирного болта ( рис.46 ) с пружиной, обеспечивающей постоянное усилие прижатия, сопло прижимается к фурме, а подвижное колено к соплу. Форма фурм, их диаметр в свету и высов влияют на поток газов в горне. Этим пользуются для расплавления настылей, для борьбы с усиленным гореним фурм, нараста-нием лещади и т. д., устанавливая фурмы с желательной конфигурацией и с нужными размерами. Наибольшее распространение получили конические формы ( рис.47, а ). Фурмы вентуреобразной формы ( рис.47, б ) уменьшают потери давления дутья, что имеет большое значение при недостаточной мощности воздуходувок, но они допустимы лишь при хорошо проницаемой шихте. Эти фурмы стиму-лируют поток газов вдоль стен печи. Фурмы с эллиптичес-ким устьем, вытянутым в горизонтальном направлении, расширяют поток дутья. Фурмы со скошенным устьем или загнутые книзу менее подвержены прогару снизу; в ряде случаев они с успехом применялись при загромождении горна ( рис.47, д ). Фурмы с винтообразными направляющими ( рис. 47, е )
придают потоку дутья вращательное движение, что, повидимому, обеспечивает более глубокое проникание газов внутрь горна и улучшает распределение газов по сечению печи и сход шихты. При употреблении этих фурм отмечается нарастание гарниссажа на стенках заплечиков. Винтовые направляющие не препятствуют чистке фурм от налипшего шлака. Для увеличения срока службы применяют футерован-ные фурмы ( рис. 47 в, г ). Уменьшение скорости воды в фурме ниже определен-ного предела ускоряет прогар фурмы из-за недостаточного отбора тепла. Холодильники фурмы делают медными литыми; алю-миниевые холодильники не оправдали себя. Подводящая и отводящая трубы расположены так же, как в фурме. Сопряжения холодильника с фурмой и амбразурой тщатель-но обрабатывают на конус. Амбразуру часто приваривают дополнительно к кожуху печи для герметичности. При повышенном давлении дутья амбразуру иногда устанавли-вают в стальном литом фланце, ввареном в кожух. Флан-цевое сопряжение уплотняется мягкой прокладкой. Чугунные сопла постепенно вытесняются стальными литыми с толщиной стенки 12-16 мм. На рис. 47 ж, з показано сопло. Утолщение на узком конце придает ему прочность против растрескивания и обеспечивает более плотное сопряжение с фурмой. Приливы предназначены для фиксации положения цепи, на которой сопло подвеши-вается при смене фурмы. На рис. 47, ж показано сопло с раструбом, обнимающим примыкающий фланец для повы-шения плотности. В перспективе намечается применение сопел, футерованных изнутри литыми огнеупорами. Подвижное и неподвижное колено отливают из стали и футеруют. Подвижное колено имеет задний патрубок ( см. рис.46 ). Его иногда делают футерованным и широким, чтобы вставлять в устье фурмы шамотное кольцо для уменьшения ее живого сечения, а также для очистки колена от шлака ( в случае попадания шлака в колено ). Натяжной болт 8 ( см. рис. 46 ) крептся к кожуху горна через съемный крюк. Подвижное и неподвижное колено стягиваются посредством серег 9. Клинья 10 опускаются ( но не вынимаются ) при смене фурмы. Центр тяжести колена 5 должен позволять серьге свободно отходить назад, чтобы сопло свободно опускалось вниз. Серьга висит на обойме 11, закрепленной на неподвижном колене. Фланцевые соединения уплотняют асбестовым шну-ром на соляном растворе, а шарнирное соединение пришли-фовывают. Шаровые заточки подвижного колена выполня-ют в виде отдельных прибалчиваемых фланцев. Заточки эти со временем портятся. Целесообразно менять фланцы, чем все колено. Число и диаметр фурм До настоящего времени не установлена математичес-кая зависимость между числом и размерами воздушных фурм, количеством подаваемого дутья и размерами домен-ной печи. Для равномерной работы печи надо, чтобы дутье пос-тупало в нее равномерно. Однако увеличение числа фурм не всегда улучшает работу печи. Число фурм возрастает с увеличением размеров доменных печей и в среднем равно удвоенному числу мет-ров диаметра горна, что соответствует расстоянию между осями фурм по внутренней окружности горна около 1, 6 м. Это расстояние колеблетсяв пределах от 1, 3-2 м.
5. ПЕЧНЫЕ ОГНЕУПОРЫ доменный печь чугун огнеупор Огнеупорная футеровка (кладка) доменной печи предназначена для уменьшения тепловых потерь и предохранения кожуха от воздействия высоких температур и от контакта с жидким металлом и шлаком. Применяемые огнеупоры. Для футеровки доменной печи применяют качественный (доменный) шамотный кирпич, высокоглиноземистый кирпич, углеродистые блоки, иногда карбидокремниевый кирпич. Основу шамота составляют SiO2 и Аl2О3. Для доменных печей стандартом предусмотрено три сорта шамотных изделий с содержанием А12О3 соответственно не менее 42, 41 и 39 %; они отличаются повышенной плотностью и прочностью, высокой огнеупорностью (> 1750 °С), низким содержанием Fе2О3 (< 1, 5 %). Кирпич с более высоким содержанием А12О3 применяют для кладки низа печи, а с более низким — для кладки верха. Кроме того, для кладки печей объемом < 1033 м3 стандартом предусмотрена марка шамота с меньшим (≥ 37 %) содержанием А12О3, меньшей огнеупорностью (> 1730 °С), прочностью и плотностью. Кирпич может быть длиной 230 мм (нормальный) и 345 мм (полуторный). Применение кирпичей различной длины обеспечивает хорошее переплетение швов кладки. Высокоглиноземистый муллитовый кирпич, применяемый для кладки лещади, содержит > 63 % А12О3 при огнеупорности > 1800 °С. Доменный карбидокремниевый кирпич содержит > 72% SiC и > 7 % азота и отличается от огнеупоров на основе А12О3 и SiO2 заметно большей прочностью и теплопроводностью. Углеродистые блоки изготовляют из кокса и обожженного антрацита с добавкой в качестве связующего небольшого количества каменноугольного пека. Длина блоков достигает 3–4 м, они прямоугольного сечения 400x400 и 550x550 мм. Блоки в комбинации с высокоглиноземистым кирпичом больших размеров (400x200x100 мм) применяют для кладки самой нижней части печи — лещади. Швы между огнеупорными кирпичами заполняют раствором, изготовленным из мертелей, соответствующих классу кирпича. Мертель — это порошок, состоящий из измельченного шамота и огнеупорной глины. Для ответственных видов кладки применяют мертели с добавкой небольших количеств поверхностно-активных и клеящих веществ (сода, сульфитно-спиртовая барда), что позволяет приготавливать растворы с меньшей влажностью при одновременном повышении их пластичности. Для заполнения швов между углеродистыми блоками применяют углеродистую пасту, состоящую из кокса и смолопека. Зазор между блоками допускается не более 0, 5 мм для вертикальных и не более 1, 5 мм для горизонтальных швов. Лещадь. Ранее лещади доменных печей выкладывали из качественного шамотного кирпича. Однако рост объема печей и интенсификация плавки вызывали быстрое разрушение такой кладки. Поэтому в настоящее время лещади делают либо цельноуглеродистыми, либо комбинированными из углеродистых и высокоглиноземистых огнеупоров. Применение углеродистых огнеупоров вызвано тем, что из-за их высокой теплопроводности снижается перегрев и вследствие этого уменьшается разрушение кладки лещади. Один из вариантов кладки цельноуглеродистой лещади из углеродистых блоков показан на рис.4.
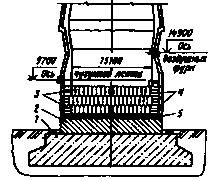
Рис.4. фундамент и лещадь печи объемом 5500м3: 1–подошва фундамента, 2– пень, 3– углеродистые блоки, 4– холодильники, 5–воздушное охлаждение низа лещади В комбинированной лещади, один из вариантов которой показан на рис.2, ее низ 1 и наружную часть (стакан) 4 выкладывают из углеродистых блоков, а внутреннюю центральную часть 2 из высокоглиноземистых муллитовых изделий, содержащих более 65 % А12О3. Высота лещади составляет ~ 5, 6 м; это необходимо, поскольку за многие месяцы эксплуатации печи происходит разрушение кладки жидким чугуном, и в лещади образуется заполненная жидким чугуном полость, могущая достигать фундамента печи. С тем, чтобы уменьшить износ лещади, в современных печах предусматривают воздушное охлаждение ее низа. Между низом лещади 1 и пнем 8 фундамента закладывают чугунные плиты 7 толщиной 180 мм; в плиты залиты стальные трубки диаметром 140 мм, в которые вентилятором подают охлаждающий воздух. Снаружи кладку лещади охлаждают гладкими плитовыми холодильниками 3. Горн. Футеровку горна до уровня фурм выполняют из углеродистых блоков, а в районах фурм и чугунных и шлаковых леток из шамотного (> 42 % А12О3) кирпича, поскольку углерод здесь может окисляться кислородом дутья, диоксидом углерода (СО2), а также парами воды из огнеупорных масс. При работе на безводных леточных массах район чугунных леток делают из углеродистых блоков. Для предотвращения окисления углеродистых блоков в период задувки печи их защищают кладкой (рис.5, б) в один ряд из шамотного кирпича. Толщина футеровки у низа горна достигает 1600 мм. Снаружи кладку горна охлаждают гладкими плитовыми холодильниками. Заплечики. Кладку заплечиков чаще всего делают тонкостенной (толщина 230 или 345 мм) из шамотного (> 42 % А12О3) кирпича в один ряд, при этом кирпич примыкает к периферийным плитовым холодильникам с залитым кирпичом (рис.6). Иногда вместо шамота применяют карбидокремниевые кирпичи.
Рис. 5. Комбинированная кладка лещади и горна: 1 — графитированные блоки; 2 — высокоглиноземистый кирпич; 3 — плитовой холодильник; 4 — углеродистые блоки; 5 — углеродистая масса; б — защитная шамотная кладка; 7 — система воздушного охлаждения низа лещади; 8 — пень
Рис. 6. Кладка заплечиков, распара и низа шахты (а) и верха шахты (6): 1 — кожух печи; 2 — плитовой холодильник с залитым кирпичом; 3 — шамотный кирпич; 4 — огнеупорная масса; 5 — ребристый холодильник с выступом; 6 — асбесто-смоляной блок Кладка заплечиков быстро изнашивается и вместо нее на поверхности холодильников формируется слой гарнисажа (застывшего шлака и мелких кусков шихты). Шахта и распар. Кладку распара и охлаждаемой части шахты (~ 2/3 ее высоты снизу) выполняют из шамотного (> 41—42 % А12О3) или карбидокремниевого кирпича, а кладку верхней неохлаждаемой части шахты из шамота, содержащего > 39 % А12О3. Кирпичи укладывают в два—три ряда вперевязку (рис. 6). Кладка шахты с распаром может быть толсто-, средне- и тонкостенной. В прежние годы широко применяли толстостенную кладку (толщина верха шахты 800—900 мм и до 1300 мм в районе распара) с горизонтальными холодильниками, заглубленными в кладку и служащими ее опорой (расположение таких холодильников можно видеть на рис. 7). Однако в связи с тем, что холодильники расположены на расстоянии друг от друга, плохо охлаждается кожух, и после износа футеровки возникают его местные перегревы, вызывая термическую деформацию и возможность появления трещин. Кроме того, вырезы в кожухе для установки горизонтальных холодильников снижают его прочность и делают кожух менее герметичным. В связи с этим в последние годы делают тонко- и среднестенные шахты. Тонкостенная шахта (и распар) имеет в охлаждаемой части толщину кладки 230-345 мм и в верхней неохлаждаемой части 575—690 мм с охлаждением вертикальными ребристыми холодильниками (рис. 6), причем часть холодильников имеет горизонтальные выступы, которые служат опорой для кладки и способствуют удержанию гарнисажа. Среднестенная шахта имеет толщину кладки в охлаждаемой части 575—900 мм и в неохлаждаемой 700мм, охлаждение либо комбинированное из вертикальных ребристых холодильников в сочетании с горизонтальными (как на рис. 7), либо из вертикальных ребристых холодильников, имеющих горизонтальные выступы (как на рис. 6). В распаре и охлаждаемой части шахты по мере износа кирпича образуется слой гарнисажа. С тем, чтобы уменьшить давление от расширяющейся при нагреве кладки на кожух печи и предотвратить его разрыв, между футеровкой и вертикальными холодильниками по всей высоте печи (кроме распара) предусматривают зазор в 70—200 мм, заполняемый шамотоасбестовой или пластичной углеродистой массой.
Рис. 7. Шахта с вертикальными и горизонтальными холодильниками: 1 – мараторное кольцо; 2 – горизонтальный мaраторный холодильник; 3 - кожух печи; 4 - плитовой вертикальный холодильник; 5 – горизонтальный холодильник; 6 — огнеупорная масса; 7 – шамотная кладка
Рис. 8. Колошниковая зашита (футеровка колошника): 1– шамотный кирпич; 2– пластина; 3– штырь; 4– кронштейн; 5– шлакоасбестовая масса; 6– серьга; 7– футеровочная плита купола; 8– кожух печи; 9– глинисто-асбестовая масса; 10– кладка шахты; 11– стальной сегмент Колошник. Собственно футеровка колошника состоит из одного ряда шамотного кирпича, выкладываемого у кожуха. За ним располагают " колошниковую защиту", которая воспринимает удары падающих сверху в процессе загрузки кусков шихты. Широко распространенная ее разновидность состоит из стальных сегментов — литых полых коробок, заполненных шамотным кирпичом. Сегменты (рис. 8) расположены несколькими кольцевыми рядами по высоте колошника; соседние по окружности сегменты соединены между собой болтами. Вся колошниковая защита крепится к кожуху с помощью нескольких подвесок, в каждой из которых (см. рис. 8) сегменты прикреплены к вертикальной пластине, соединенной с серьгой, которая свободно подвешена на штыре, вставленном в отверстие кронштейна; последний прикреплен к кожуху болтами. Такая подвеска позволяет всем сегментам перемещаться вверх в случае роста кладки шахты в вертикальном направлении в результате ее нагрева.
Популярное:
|
Последнее изменение этой страницы: 2017-03-08; Просмотров: 1218; Нарушение авторского права страницы